一种高过滤效率的ptfe膜的制备方法
技术领域
1.本发明涉及ptfe膜制备领域,尤其涉及的是一种高过滤效率的ptfe膜的制备方法。
背景技术:
[0002]“碳中和”、“碳达峰”概念的提出,使得环保行业的烟气排放浓度要求进一步严苛,因为在进行碳捕集后再利用时,会要求烟气中颗粒物含量必须低于1mg以下。而这就要求袋式除尘器的除尘效率进一步提高,目前的除尘效率可达到99.9%,可要想再进一步提高,非常困难。这对于传统覆膜滤料而言,需要再进一步进行除尘效率上的改进。
[0003]
目前有很多研究人员通过静电纺丝技术,制备纳米纤维膜,负载在基材滤料上,替代传统ptfe膜,能够提高过滤效率,且阻力较低。但目前该技术还是在实验室阶段,并没有大规模应用;且静电纺丝纳米纤维膜自身强力、与基材滤料的复合牢度、纺丝工艺参数的稳定等问题,还并未得到有效解决。
[0004]
基于此,本发明从ptfe膜自身着手,借助已经成熟的膜制备工艺,对ptfe膜进行改性处理,提高其过滤细微颗粒物的能力,将过滤效率拔高。
技术实现要素:
[0005]
本发明所要解决的技术问题在于提供了一种高过滤效率的ptfe膜的制备方法。
[0006]
本发明是通过以下技术方案解决上述技术问题的:
[0007]
一种高过滤效率的ptfe膜的制备方法,包括以下步骤:
[0008]
(1)ptfe坯膜制备;
[0009]
1.1、从冷库中将ptfe树脂取出,过筛网,去除结块分子;添加26%的助挤剂均匀喷洒在ptfe树脂中,边洒边搅拌,搅拌120min,获得预挤混料;
[0010]
1.2、将聚乙烯醇粉末、改性后的tio2粉末添加在预挤混料中,再次混合均匀,得到pva/tio2/ptfe树脂混合体;
[0011]
预挤及压延:将步骤1.2得到的混合体通过预挤机挤出,经过60℃水箱保温,然后再压延,得到厚度/宽度=170/0.25mm的ptfe坯膜;
[0012]
(2)电气石溶液配制:
[0013]
将纳米电气石粉末、ptfe乳液、粘合剂、偶联剂、去离子水按对应比例添加,在磁力搅拌器下搅拌30min,得到电气石溶液;
[0014]
(3)ptfe膜拉伸:
[0015]
将得到的坯膜通过脱脂纵拉一体机,除去助挤剂,并进行纵向拉伸,拉伸倍率15,得到厚度/宽度=110/0.12mm的坯膜;
[0016]
将经过纵向拉伸的ptfe坯膜放在放卷架上,依次经过预热区、横拉区、固化定型区,得到宽幅为2.4-2.6m的成品ptfe膜;
[0017]
(4)ptfe膜后处理工序:
[0018]
将配制好的电气石乳液均匀喷晒在成品ptfe膜上,在经过烘箱烘干,得到ptfe膜。
[0019]
优选地,所述步骤1.1中聚乙烯醇的添加量为总量质量的6-14%。
[0020]
优选地,所述步骤1.1中tio2纳米粉末的添加量为总量质量的12-17%。
[0021]
优选地,所述步骤1.1中混料的温度为19℃,混料方式为正转/反转=45/50min,得到混合料。
[0022]
优选地,所述步骤1.2中,预压压力为7mpa、挤压速度170m/min,保压时间30s;
[0023]
所述步骤1.2中将ptfe预挤料放推压机中挤出,挤出速度150m/min,挤压压力7mpa,挤出棒料直径16mm,控制料缸温度50℃;
[0024]
所述步骤1.2中将ptfe棒料通过压延机压延,控制压延温度50℃。
[0025]
优选地,所述步骤(2)中,将ptfe坯膜通过脱脂纵拉一体机,脱脂1区温度150℃-190℃、脱脂2区温度170℃-210℃,纵拉温度190℃-230℃,纵拉倍率15,得到厚度/宽度=110/0.12mm的坯膜。
[0026]
优选地,所述步骤(3)中,将纳米电气石、ptfe乳液、粘合剂、偶联剂、去离子水按3-7:20:5:5:65的比例在磁力搅拌器下混合均匀,得到电气石乳液。
[0027]
优选地,所述步骤(3)中横拉倍数为18,横拉速度为15m/min。
[0028]
优选地,所述预热区的横向温度分布如下:
[0029]
一侧边部:120-240℃,中部:200-290℃,另一侧边部120-240℃;
[0030]
所述横拉区的温度分布如下:
[0031]
一侧边部:160-280℃,中部:240-360℃,另一侧边部160-280℃;
[0032]
所述固化定型区的温度为:270-310℃。
[0033]
本发明相比现有技术具有以下优点:
[0034]
1、本发明提出了一种多功能ptfe膜的制备方法,在原料混合期间,抛弃传统的直接将助挤剂加入到ptfe树脂中,而是采用定时喷洒技术,将助剂剂喷洒在树脂中,能避免后续助挤剂与树脂混合不均现象;
[0035]
2、在ptfe膜制备过程中,通过添加聚乙烯醇,再通过将其在一定温度下溶解,获得具有更多空隙的ptfe坯膜,能够负载更多的亲水性物质(tio2或cacl2等);
[0036]
3、通过喷涂法将电气石溶液均匀喷洒在ptfe膜上,获得具有过滤效率更高的ptfe膜。
附图说明
[0037]
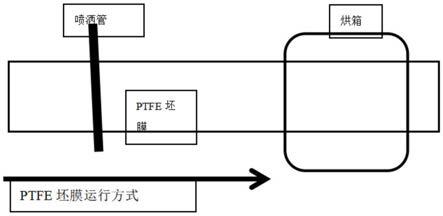
图1是本发明实施例中ptfe膜后处理ptfe膜的处理方式示意图。
具体实施方式
[0038]
下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
[0039]
实施例1高过滤效率的ptfe膜的制备方法
[0040]
高过滤效率的ptfe膜的制备方法包括以下步骤:
[0041]
1、ptfe坯膜制备:
[0042]
a、将助挤剂喷晒在ptfe树脂中混合均匀,通过筛网筛除结块大分子;再将聚乙烯醇(6%)、改性后的tio2纳米粉末(13%)添加在ptfe树脂中,在19℃下混料,混料方式为正转/反转=45/50min,得到混合料;
[0043]
b、预压:将混合料放入预压机中,预压压力7mpa、挤压速度170,保压时间30s,得到预挤料;
[0044]
c、挤出压延:将ptfe预挤料放推压机中挤出,挤出速度150,挤压压力7mpa,挤出棒料直径16mm,水箱温度60℃、料缸温度50℃;
[0045]
d、压延:将ptfe棒料通过压延机压延,压延温度50℃,得到厚度/宽度=170/0.25mm的ptfe坯膜。
[0046]
2、ptfe坯膜纵拉
[0047]
将ptfe坯膜通过脱脂纵拉一体机,脱脂1区温度150℃、脱脂2区温度170℃,纵拉温度190℃,纵拉倍率15,得到厚度/宽度=110/0.12mm的坯膜。
[0048]
3、电气石乳液配制
[0049]
将纳米电气石、ptfe乳液、粘合剂、偶联剂、去离子水按3:20:5:5:67的比例在磁力搅拌器下混合均匀,得到电气石乳液;
[0050]
4、ptfe膜横向拉伸
[0051]
将步骤2得到的ptfe坯膜进行横向拉伸,各区间温度如下所示:
[0052][0053]
经过横向拉伸后得到的成品ptfe,宽幅为2.4-2.6m;
[0054]
5、ptfe膜后处理工艺
[0055]
如图1所示,将步骤3配制好的电气石乳液,通过喷洒的方式,均匀喷洒在成品ptfe膜上,然后经过烘箱烘干,得到负载电气石的ptfe膜材。
[0056]
实施例2高过滤效率的ptfe膜的制备方法
[0057]
高过滤效率的ptfe膜的制备方法包括以下步骤:
[0058]
1、ptfe坯膜制备:
[0059]
a、将助挤剂喷晒在ptfe树脂中混合均匀,通过筛网筛除结块大分子;再将聚乙烯醇(8%)、改性后的tio2纳米粉末(14%)添加在ptfe树脂中,在19℃下混料,混料方式为正转/反转=45/50min,得到混合料;
[0060]
b、预压:将混合料放入预压机中,预压压力7mpa、挤压速度170,保压时间30s,得到预挤料;
[0061]
c、挤出压延:将ptfe预挤料放推压机中挤出,挤出速度150,挤压压力7mpa,挤出棒料直径16mm,水箱温度60℃、料缸温度50℃;
[0062]
d、压延:将ptfe棒料通过压延机压延,压延温度50℃,得到厚度/宽度=170/0.25mm的ptfe坯膜。
[0063]
2、ptfe坯膜纵拉
[0064]
将ptfe坯膜通过脱脂纵拉一体机,脱脂1区温度160℃、脱脂2区温度180℃,纵拉温度200℃,纵拉倍率15,得到厚度/宽度=110/0.12mm的坯膜。
[0065]
3、电气石乳液配制
[0066]
将纳米电气石、ptfe乳液、粘合剂、偶联剂、去离子水按3:20:5:5:67的比例在磁力搅拌器下混合均匀,得到电气石乳液;
[0067]
4、ptfe膜横向拉伸
[0068]
将步骤2得到的ptfe坯膜进行横向拉伸,各区间温度如下所示:
[0069][0070]
经过横向拉伸后得到的成品ptfe,宽幅为2.4-2.6m;
[0071]
5、ptfe膜后处理工艺
[0072]
将步骤3配制好的电气石乳液,通过喷洒的方式,均匀喷洒在成品ptfe膜上,然后经过烘箱烘干,得到负载电气石的ptfe膜材。
[0073]
实施例3高过滤效率的ptfe膜的制备方法
[0074]
高过滤效率的ptfe膜的制备方法包括以下步骤:
[0075]
1、ptfe坯膜制备:
[0076]
a、将助挤剂喷晒在ptfe树脂中混合均匀,通过筛网筛除结块大分子;再将聚乙烯醇(10%)、改性后的tio2纳米粉末(15%)添加在ptfe树脂中,在19℃下混料,混料方式为正转/反转=45/50min,得到混合料;
[0077]
b、预压:将混合料放入预压机中,预压压力7mpa、挤压速度170,保压时间30s,得到预挤料;
[0078]
c、挤出压延:将ptfe预挤料放推压机中挤出,挤出速度150,挤压压力7mpa,挤出棒料直径16mm,水箱温度60℃、料缸温度50℃;
[0079]
d、压延:将ptfe棒料通过压延机压延,压延温度50℃,得到厚度/宽度=170/0.25mm的ptfe坯膜。
[0080]
2、ptfe坯膜纵拉
[0081]
将ptfe坯膜通过脱脂纵拉一体机,脱脂1区温度170℃、脱脂2区温度190℃,纵拉温度210℃,纵拉倍率15,得到厚度/宽度=110/0.12mm的坯膜。
[0082]
3、电气石乳液配制
[0083]
将纳米电气石、ptfe乳液、粘合剂、偶联剂、去离子水按5:20:5:5:65的比例在磁力搅拌器下混合均匀,得到电气石乳液;
[0084]
4、ptfe膜横向拉伸
[0085]
将步骤2得到的ptfe坯膜进行横向拉伸,各区间温度如下所示:
[0086][0087]
经过横向拉伸后得到的成品ptfe,宽幅为2.4-2.6m;
[0088]
5、ptfe膜后处理工艺
[0089]
将步骤3配制好的电气石乳液,通过喷洒的方式,均匀喷洒在成品ptfe膜上,然后经过烘箱烘干,得到负载电气石的ptfe膜材。
[0090]
实施例4高过滤效率的ptfe膜的制备方法
[0091]
高过滤效率的ptfe膜的制备方法包括以下步骤:
[0092]
1、ptfe坯膜制备:
[0093]
a、将助挤剂喷晒在ptfe树脂中混合均匀,通过筛网筛除结块大分子;再将聚乙烯醇(12%)、改性后的tio2纳米粉末(16%)添加在ptfe树脂中,在19℃下混料,混料方式为正转/反转=45/50min,得到混合料;
[0094]
b、预压:将混合料放入预压机中,预压压力7mpa、挤压速度170,保压时间30s,得到预挤料;
[0095]
c、挤出压延:将ptfe预挤料放推压机中挤出,挤出速度150,挤压压力7mpa,挤出棒料直径16mm,水箱温度60℃、料缸温度50℃;
[0096]
d、压延:将ptfe棒料通过压延机压延,压延温度50℃,得到厚度/宽度=170/0.25mm的ptfe坯膜。
[0097]
2、ptfe坯膜纵拉
[0098]
将ptfe坯膜通过脱脂纵拉一体机,脱脂1区温度180℃、脱脂2区温度200℃,纵拉温度220℃,纵拉倍率15,得到厚度/宽度=110/0.12mm的坯膜。
[0099]
3、电气石乳液配制
[0100]
将纳米电气石、ptfe乳液、粘合剂、偶联剂、去离子水按8:20:5:5:62的比例在磁力搅拌器下混合均匀,得到电气石乳液;
[0101]
4、ptfe膜横向拉伸
[0102]
将步骤2得到的ptfe坯膜进行横向拉伸,各区间温度如下所示:
[0103][0104]
经过横向拉伸后得到的成品ptfe,宽幅为2.4-2.6m;
[0105]
5、ptfe膜后处理工艺
[0106]
将步骤3配制好的电气石乳液,通过喷洒的方式,均匀喷洒在成品ptfe膜上,然后经过烘箱烘干,得到负载电气石的ptfe膜材。
[0107]
实施例5高过滤效率的ptfe膜的制备方法
[0108]
高过滤效率的ptfe膜的制备方法包括以下步骤:
[0109]
1、ptfe坯膜制备:
[0110]
a、将助挤剂喷晒在ptfe树脂中混合均匀,通过筛网筛除结块大分子;再将聚乙烯醇(14%)、改性后的tio2纳米粉末(17%)添加在ptfe树脂中,在19℃下混料,混料方式为正转/反转=45/50min,得到混合料;
[0111]
b、预压:将混合料放入预压机中,预压压力7mpa、挤压速度170,保压时间30s,得到预挤料;
[0112]
c、挤出压延:将ptfe预挤料放推压机中挤出,挤出速度150,挤压压力7mpa,挤出棒料直径16mm,水箱温度60℃、料缸温度50℃;
[0113]
d、压延:将ptfe棒料通过压延机压延,压延温度50℃,得到厚度/宽度=170/0.25mm的ptfe坯膜。
[0114]
2、ptfe坯膜纵拉
[0115]
将ptfe坯膜通过脱脂纵拉一体机,脱脂1区温度190℃、脱脂2区温度210℃,纵拉温度230℃,纵拉倍率15,得到厚度/宽度=110/0.12mm的坯膜。
[0116]
3、电气石乳液配制
[0117]
将纳米电气石、ptfe乳液、粘合剂、偶联剂、去离子水按3:20:5:5:67的比例在磁力搅拌器下混合均匀,得到电气石乳液;
[0118]
4、ptfe膜横向拉伸
[0119]
将步骤2得到的ptfe坯膜进行横向拉伸,各区间温度如下所示:
[0120][0121]
经过横向拉伸后得到的成品ptfe,宽幅为2.4-2.6m;
[0122]
5、ptfe膜后处理工艺
[0123]
将步骤3配制好的电气石乳液,通过喷洒的方式,均匀喷洒在成品ptfe膜上,然后经过烘箱烘干,得到负载电气石的ptfe膜材。
[0124]
对比例1
[0125]
1、ptfe坯膜制备
[0126]
a、将助挤剂喷晒在ptfe树脂中混合均匀,通过筛网筛除结块大分子并在19℃下混料,混料方式为正转/反转=45/50min,得到混合料;
[0127]
b、预压:将混合料放入预压机中,预压压力7mpa、挤压速度170,保压时间30s,得到预挤料;
[0128]
c、挤出压延:将ptfe预挤料放推压机中挤出,挤出速度150,挤压压力7mpa,挤出棒料直径16mm,水箱温度60℃、料缸温度50℃;
[0129]
d、压延:将ptfe棒料通过压延机压延,压延温度50℃,得到厚度/宽度=170/0.25mm的ptfe坯膜。
[0130]
2、ptfe坯膜纵拉
[0131]
将ptfe坯膜通过脱脂纵拉一体机,脱脂1区温度170℃、脱脂2区温度190℃,纵拉温度210℃,纵拉倍率15,得到厚度/宽度=110/0.12mm的坯膜。
[0132]
3、ptfe膜横向拉伸
[0133]
将步骤2得到的ptfe坯膜进行横向拉伸,各区间温度如下所示:
[0134][0135]
经过横向拉伸后得到的成品ptfe,宽幅为2.4m-2.6m;
[0136]
检测结果如下表所示:
[0137][0138]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。