1.本发明属于锂离子/锂金属电池安全技术领域,更具体地,涉及一种高电压不燃稀释高浓电解液、其制备和应用。
背景技术:
2.在电动汽车产业链的推动下,高能量密度的锂离子电池技术层出不穷,这使电动汽车实现长续航成为了可能。通常,在正常使用条件下锂离子电池具有较高的安全性,但在滥用过程中(如:高温、针刺、过充、挤压等)则容易造成电池出现热失控问题,对于高能量密度锂离子电池而言,该问题则更加严重。近年来,因电池热失控造成电动汽车起火爆炸事件屡见不鲜,这也激起了人们对电池安全问题的广泛关注。
3.针对锂离子电池安全事故起因,我们需要结合电池内部组成和结构来开发高安全性的锂离子电池。目前商品化的锂离子电池均采用易燃的碳酸酯电解液,当电池内部出现短路急剧升温后,电池内部的电解液会迅速燃烧释放大量的热量同时造成电池起火爆炸。现阶段,提高电池电解液的安全性最有效的方法是在常规碳酸酯电解液中引入阻燃添加剂。
4.有机磷酸酯类阻燃溶剂因具有成本低、技术成熟、阻燃性好等优点而成为高安全性锂离子电池开发领域最重要的研究方向,但该溶剂在石墨负极中的应用却始终难以更进一步,其原因是在储锂过程中,有机磷化合物与li
会在石墨负极发生共嵌入。近期专利文献cn110048163a开发了一种以不燃磷酸酯或亚磷酸酯一种或多种为主溶剂,以双三氟甲烷磺酰亚胺锂和硝酸锂混合盐为锂盐的电解液,金属锂负极在该电解液中实现了长寿命稳定循环,但该电解液无法与石墨负极相兼容,这严重限制了它的进一步应用;为此,专利文献cn108539274a和cn109216763a开发的高浓度磷酸酯不燃电解液解决了磷化合物共嵌入问题,成功提升了石墨负极的储锂效率,但高浓度电解液粘度高,对隔膜和电极浸润性差,电池循环性能不佳,且成本高,难以规模化应用。
技术实现要素:
5.针对现有技术的缺陷,本发明提供了一种高电压不燃稀释高浓电解液,该电解液以不燃磷酸酯作为主溶剂,以含氟芳香类溶剂作为稀释剂,并添加有阻燃添加剂,该电解液不仅克服了高浓度电解液的劣势,而且能够同时兼容石墨负极、金属锂负极和高电压三元正极,阻燃温度范围宽,在一定程度上解决了高能量密度电池热失控问题。
6.为实现上述目的,本发明提供了一种高电压不燃稀释高浓电解液,包含锂盐、不燃磷酸酯、稀释剂和阻燃添加剂;其中:
7.所述不燃磷酸酯具有如式(一)所示的结构通式:
[0008][0009]
其中,r1和r2各自独立地为碳数为1~10的烷基和碳数为1~10的卤代烷基中的一种,r3表示碳数为1~10的烷基或碳数为1~10的烷氧基。
[0010]
进一步优选地,r1和r2各自独立地为碳数为1~6的烷基和碳数为1~6的卤代烷基中的一种,r3表示碳数为1~6的烷基或碳数为1~6的烷氧基
[0011]
优选地,所述稀释剂为含氟芳香类稀释剂。
[0012]
优选地,所述稀释剂为碳数为6~12的含氟芳香类稀释剂。
[0013]
优选地,所述锂盐选自六氟磷酸锂、双(氟磺酰)亚胺锂、双(三氟甲基磺酰)亚胺锂、四氟硼酸锂、二草酸硼酸锂、二氟草酸硼酸锂、高氯酸锂、六氟砷化锂及它们的衍生物中的任意一种或两种以上按任意比例混合。
[0014]
进一步优选地,所述锂盐为双氟磺酰亚胺锂和/或双三氟甲基磺酰亚胺锂。
[0015]
优选地,所述稀释剂为氟苯、二氟苯、三氟苯、四氟苯、五氟苯和六氟苯中的一种或多种。
[0016]
优选地,所述含氟芳香类稀释剂与所述阻燃添加剂的沸点之差的绝对值不大于50℃。
[0017]
优选地,所述阻燃添加剂为五氟乙氧基环三磷腈、六氟环三磷腈和五氟苯氧基环三磷腈及其取代物中的一种或多种。
[0018]
考虑到电解液的粘度、对极片的浸润性和成本等,优选方案中,所述锂盐在该电解液中的质量摩尔浓度在0.5~2.0mol/kg,该锂盐电解质浓度与商业化电解液电解质浓度相一致;所述锂盐和不燃磷酸酯溶剂的摩尔比例为1:1~2;所述锂盐和稀释剂的摩尔比例为1:1~3,所述阻燃添加剂与所述稀释剂的摩尔比为0.04~0.25:1。
[0019]
优选方案中,所述电解液的最高氧化电位为5v。
[0020]
按照本发明的另一个方面,提供了一种所述电解液的制备方法,将所述锂盐与不燃磷酸酯混合,向所述锂盐和不燃磷酸酯的混合液中加入稀释剂,然后将锂盐、不燃磷酸酯与稀释剂的混合液与阻燃添加剂混合,得到所述电解液。
[0021]
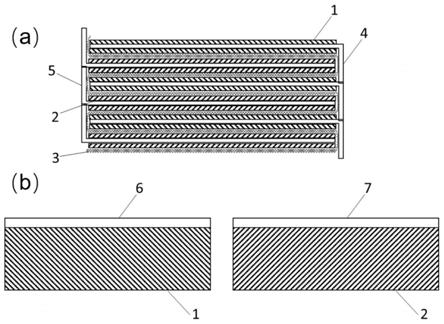
按照本发明的另一个方面,提供了一种锂电池,该锂电池为锂离子电池或锂金属电池,包括正极、负极、隔膜和电解液,其中所述电解液为所述的高电压不燃稀释高浓电解液。
[0022]
优选地,所述负极为硬碳负极、石墨负极、合金负极及金属锂负极中的一种,所述正极为磷酸铁锂正极、钴酸锂正极、锰酸锂正极、镍锰酸锂正极、富锂锰基正极或层状三元正极lini
1-x-y
co
x
mnyo2(0《x《1,0《y《1)中的一种。
[0023]
按照本发明的另一个方面,提供了一种所述的电解液的应用,用于制备高电压不燃二次锂离子电池或高电压不燃锂金属电池的电解液。不燃二次锂离子电池或高电压不燃
锂金属电池可被应用于大型的储能电站、便携式移动电源、纯电动汽车以及混合电车领域。
[0024]
本发明所述高电压不燃稀释高浓电解液的设计理念:我们首先选用不燃性的磷酸酯作为主溶剂来溶解锂盐;接着,选用价格低廉且对锂盐几乎无溶解能力的含氟芳香类溶剂作为稀释剂,这样锂盐会选择性地溶解在介电常数更高的磷酸酯溶剂中,再稀释形成高盐浓度,而含氟芳香类溶剂则在电极表面发生分解形成稳定的固态电解质界面层,从而抑制电解液溶剂的持续分解,提高了电池的循环稳定性,同时含氟芳香类溶剂的加入有效改善了电解液对电极和隔膜的浸润性;含氟芳香类溶剂优选为氟苯类溶剂;阻燃添加剂的引入则使电解液内部形成特殊的溶剂化结构,进一步提高了电解液的安全性;该电解液不仅解决了磷酸酯溶剂与石墨负极不兼容问题,而且可以保证高电压三元正极稳定循环。
[0025]
总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有以下有益效果:
[0026]
(1)本发明提供的稀释高浓电解液,以不燃磷酸酯作为主溶剂,加入稀释剂和少量阻燃添加剂,可以确保电解液本征安全性,在很大程度上避免了电池热失控现象出现。
[0027]
(2)本发明通过在电解液中加入含氟芳香类稀释剂,利用低浓度磷酸酯电解液解决了磷酸酯溶剂与石墨负极不兼容问题,有效克服了高浓度电解液的劣势,石墨负极在所述电解液中循环450周后容量不衰减。
[0028]
(3)本发明所述电解液亦可以兼容金属锂和高电压三元正极,金属锂负极在循环150圈后依然可以保持接近99.0%的库伦效率,而高电压三元正极循环200周后依然有96%的容量保持率。
[0029]
(4)本发明优选实施例中引入氟苯类稀释剂后不仅有效改善了电解液对电极和隔膜的浸润性、降低了电解液的生产成本,而且提升了电解液中li
的传输速率。
[0030]
(5)本发明稀释高浓电解液中阻燃添加剂的加入则促使电解液内部形成特殊的溶剂化结构,进一步提高了电解液的安全性。
[0031]
(6)本发明提出的稀释高浓电解液最高氧化电位为4.8v,表明该电解液可以用于高电压电池体系中,高电压电解液可以匹配高电压正极材料从而构建出高能量密度的锂离子电池,保证电动汽车有更远的续航里程。
附图说明
[0032]
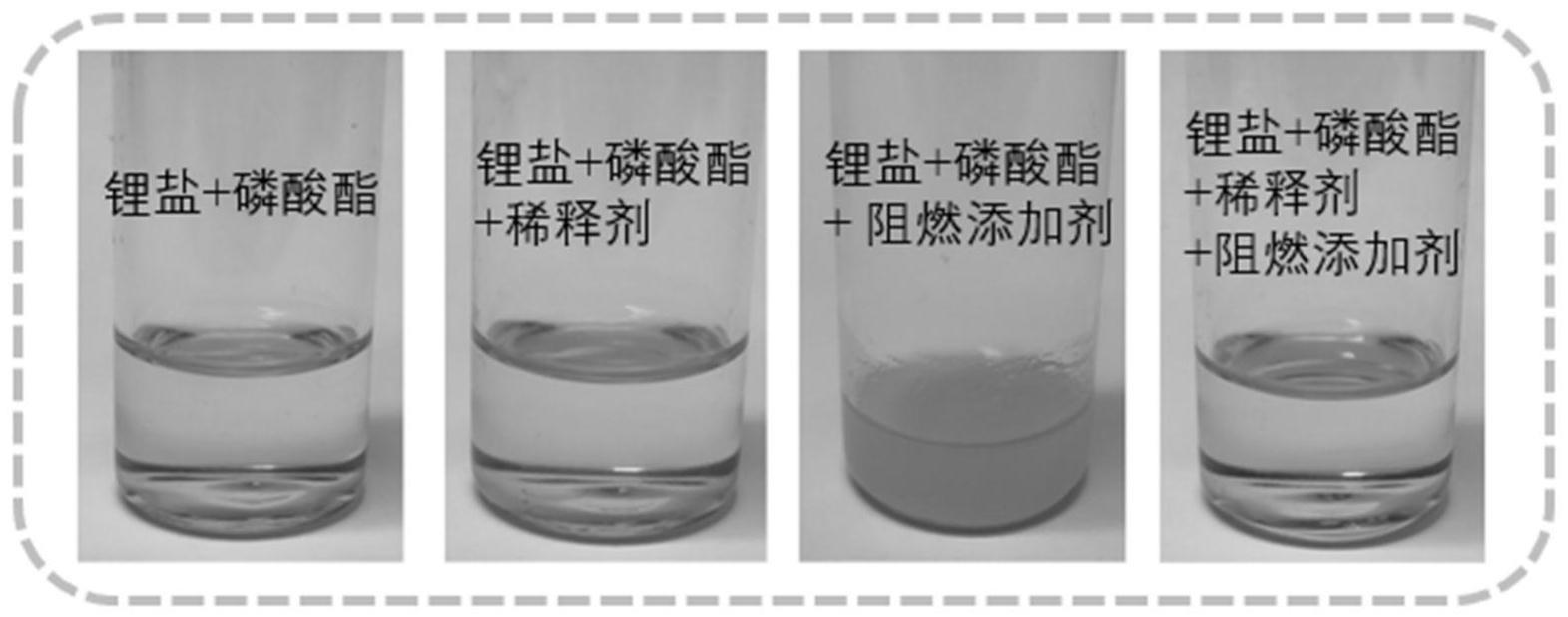
图1是实施例1所述高电压不燃稀释高浓电解液混溶示意图;
[0033]
图2是实施例1所述高电压不燃稀释高浓电解液安全实验测试;
[0034]
图3是实施例1所述高电压不燃稀释高浓电解液和对应的基础高浓度电解液对隔膜的浸润性测试;
[0035]
图4是实施例1所述高电压不燃稀释高浓电解液和对应的基础高浓度电解液在不同温度下的电导率测试;
[0036]
图5是实施例1所述高电压不燃稀释高浓电解液和对应的基础高浓度电解液及低浓度电解液电化学稳定窗口测试;
[0037]
图6是利用本发明实施例1中稀释高浓电解液组装的石墨/li半电池长循环寿命曲线;
[0038]
图7是利用本发明实施例1中稀释高浓电解液组装的高电压三元正极/li半电池首
圈充放电曲线;
[0039]
图8是利用本发明实施例1中稀释高浓电解液组装的高电压三元正极/li半电池长循环寿命曲线;
[0040]
图9是利用基础高浓度电解液、双(2,2,2,-三氟乙基)醚稀释的局部高浓度电解液以及本发明实施例1中稀释高浓电解液组装的li||cu半电池长循环寿命曲线。
具体实施方式
[0041]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0042]
现有技术仅含有锂盐和不燃磷酸酯溶剂的高浓电解液成功解决了不燃磷酸酯溶剂与li
在石墨负极中的共嵌入问题,然而该高浓电解液由于使用了大量的锂盐而导致该电解液成本很高,难以投入实际应用。因此部分现有文献研究中普遍向该高浓电解液中加入氟醚类稀释剂,降低电解液成本,虽然采用醚类稀释剂制备稀释高浓电解液能够一定程度降低高浓电解液的成本,然而,醚类电解液本身不宜长时间存放,易氧化导致易燃易爆,存在安全隐患;且醚类物质本身密度较大,对电池的能量密度提升不利。为此,本发明提出采用含氟芳香类稀释剂代替氟醚类稀释剂,然而含氟芳香类稀释剂为c-h化合物,本身也存在易燃风险,虽然可以稀释高浓电解液降低成本,但是安全隐患依然存在。为此,本发明进一步试图向其中加入沸点与芳香类稀释剂沸点之差的绝对值不大于50℃的阻燃添加剂,以提高该稀释电解液的不燃性能,实验中意想不到地发现,本发明高浓稀释电解液中仅需要加入很少量的上述阻燃添加剂,优选实施例中,阻燃添加剂和稀释剂的摩尔比仅为0.04~0.25:1,即可显著提升该电解液的阻燃性能。此外,本发明采用的含氟芳香类稀释剂本身密度较小,有利于提升电池的能量密度,且含氟芳香类稀释剂成本相对于氟醚类稀释剂也大大降低。
[0043]
本发明所述电解液是由锂盐、不燃磷酸酯溶剂、稀释剂和阻燃添加剂组成的具有的一种高电压不燃稀释高浓电解液。所述电解液不仅成功解决了不燃磷酸酯溶剂与li
在石墨负极中的共嵌入问题,而且能够保证金属锂在沉积-剥离过程中获得接近99.0%的库伦效率,另外,高电压三元正极在所述电解液中也具有稳定的长循环表现,因此所述电解液适用范围极其广泛,让兼具高安全性的高能量密度锂离子/锂金属电池的构建成为可能。
[0044]
实验过程中所用的石墨、金属锂负极和高电压三元正极材料均为已商业化的电极材料。
[0045]
在下面的案例中采用本发明所述电解液分别组装了石墨负极、金属锂负极和高电压三元正极对锂片的半电池进行相应的电化学测试,并得到以下实验数据。
[0046]
实施例1
[0047]
所述电解液的制备:首先将双氟磺酰亚胺锂与磷酸三乙酯按照摩尔比1:1.2进行混合,然后按照锂盐与氟苯摩尔比为1:3加入氟苯稀释剂,按照阻燃添加剂与稀释剂的摩尔比例为0.04:1加入阻燃剂五氟乙氧基环三磷腈,搅拌后配置成均一相的电解液,即为附图中所述不燃稀释高浓度电解液。附图中所述高浓度电解液为双氟磺酰亚胺锂与磷酸三乙酯按照摩尔比1:1.2混合后得到的电解液。
[0048]
图1是所述高电压不燃稀释高浓电解液不同组分之间混溶示意图,不难看出,通过电解液组分之间的混合溶解实验可以看到,本实施例所述的电解液不同组分混合后可以得到均相的溶液,满足作为电解液的要求。
[0049]
图2是本实施例所述高电压不燃稀释高浓电解液与传统碳酸酯电解液安全实验测试比较,安全性测试结果表明本实施例所述的电解液具有不可燃特性,其安全性显著优于商业化用的碳酸酯电解液。
[0050]
图3本实施例所述高电压不燃稀释高浓电解液和对应的基础高浓度电解液对隔膜的浸润性测试对比,可以看出,基础高浓度电解液对隔膜的润湿接触角为43.9
°
,而本实施例所述不燃稀释高浓电解液对隔膜的润湿接触角为37.9
°
,说明本发明不燃稀释高浓电解液对隔膜的润湿性大大提高。
[0051]
图4是本实施例高电压不燃稀释高浓电解液和对应的高浓度电解液在不同温度下的电导率测试。不难看出,本发明不燃稀释高浓电解液在零下-40℃至40℃范围内电导率均高于不添加稀释剂和阻燃添加剂的高浓电解液,尤其是低温条件下本发明稀释高浓电解液电导率显著高于基础高浓电解液。
[0052]
图5是所述高电压不燃稀释高浓电解液和对应的高浓度电解液及低浓度电解液电化学稳定窗口测试。从图中可以看出本实施例所述的电解液具有较宽的电化学稳定窗口,最高氧化电位为4.8v,抗氧化性强,可以适用于高电压电池体系中。
[0053]
石墨负极极片的制备:将石墨负极材料、导电剂与粘结剂羧甲基纤维素钠按照质量比8:1:1进行称重,然后在去离子水中混合搅拌均匀得到浆料,接着将得到的浆料涂布在铜箔集流体上,再将极片置于60~100℃中烘干、辊压、裁切得到电极片,随后对极片称重计算出活性物质的含量,并将其保存在充满氩气的手套箱中用。
[0054]
锂离子半电池:整个电池组装个过程中均在水、氧气含量小于0.1ppm的惰性气体手套箱中进行。首先将正极壳放置在平整的操作台面上,然后将电极片放在正极壳子内,再将多层聚烯烃隔膜放置在电极表面,然后在隔膜表面滴加电解液,之后将金属锂片置于隔膜上与电极片相对,最后在锂片上面放上垫片和负极壳子,组装好后将电池放在扣边机模具口进行封装,至此电池制作完毕。
[0055]
电池测试:将本实施例所得到的石墨负极对锂片的半电池进行恒流充放电测试,测试方法如下:电池组装完成后搁置10h,然后在武汉蓝电测试设备上以0.1c小电流化成,接着将化成后的电池放置在30℃恒温环境中以0.5c电流进行充放电测试,结果如图6所示。不难看出,本实施例所述的电解液与石墨负极具有优异的兼容性,石墨负极电池在循环450圈后无衰减,成功解决了磷酸酯电解液体系中有机磷化合物与li 会在石墨负极发生的共嵌入问题。
[0056]
高电压三元正极极片的制备:将高镍正极材料、导电剂与粘结剂聚偏氟乙烯按照质量比8:1:1进行称重,然后在n-甲基吡咯烷酮中混合搅拌均匀得到浆料,接着将得到的浆料涂布在铝箔集流体上,再将极片置于100℃真空烘箱中烘干、辊压、裁切得到电极片,随后对极片称重计算出活性物质的含量,并将其保存在充满氩气的手套箱中待用。电池制作过程及测试方法同实施例1,结果如图7和图8所示。可以看出,本实施例所述的电解液与石墨负极具有优异的兼容性,石墨负极电池在循环450圈后无衰减,成功解决了磷酸酯电解液体系中有机磷化合物与li
会在石墨负极发生的共嵌入问题。
[0057]
li||cu电池:整个电池组装个过程中均在水、氧气含量小于0.1ppm的惰性气体手套箱中进行。首先将正极壳放置在平整的操作台面上,然后将铜箔放在正极壳子内,再将多层聚烯烃隔膜放置在电极表面,然后在隔膜表面滴加电解液,之后将金属锂片置于隔膜上与电极片相对,最后在锂片上面放上垫片和负极壳子,组装好后将电池放在扣边机模具口进行封装,至此电池制作完毕。
[0058]
对比例1
[0059]
其他条件同实施例1,不同的是稀释剂采用的是双(2,2,2-三氟乙基)醚。将高浓度电解液、实施例制备得到的不燃稀释高浓度电解液以及本对比例制备得到的双(2,2,2-三氟乙基)醚稀释的局部高浓度电解液在相同条件下进行如下测试:
[0060]
li||cu电池测试:将铜箔对锂片的半电池进行恒流充放电测试,测试方法如下:电池组装完成后搁置10h,然后在武汉蓝电测试设备上以0.05ma/cm2小电流沉积-剥离1mah的锂进行活化,接着将化成后的电池放置在30℃恒温环境中以1ma/cm2电流沉积-剥离1mah进行充放电测试,结果如图9所示。不难看出,使用本实施例所述的不燃局部高浓度电解液组装的li||cu电池可以稳定循环150圈,该性能明显优于对应的高浓度电解液和双(2,2,2,-三氟乙基)醚稀释的局部高浓度电解液的电化学表现。
[0061]
实施例2
[0062]
将双氟磺酰亚胺锂与磷酸酯按照摩尔比1:2进行混合,然后按照锂盐与氟苯摩尔比为1:3加入氟苯稀释剂,按照阻燃添加剂与稀释剂的摩尔比例为4%加入阻燃剂六氟环三磷腈,搅拌后配置成均一相的电解液。
[0063]
实施例3
[0064]
将双氟磺酰亚胺锂与磷酸三甲酯按照摩尔比1:1.5进行混合,然后按照锂盐与三氟苯溶剂摩尔比为1:3加入三氟苯稀释剂,按照阻燃添加剂与稀释剂的摩尔比例为8%加入阻燃剂五氟苯氧基环三磷腈,搅拌后配置成均一相的电解液。
[0065]
实施例4
[0066]
将双三氟甲基磺酰亚胺锂与磷酸三乙酯按照摩尔比1:1.2进行混合,然后按照锂盐与稀释剂摩尔比为1:2加入氟苯稀释剂,按照阻燃添加剂与稀释剂的摩尔比例为0.05:1加入阻燃剂五氟乙氧基环三磷腈,搅拌后配置成均一相的电解液。
[0067]
实施例5
[0068]
将双三氟甲基磺酰亚胺锂与磷酸三甲酯按照摩尔比1:2进行混合,然后按照锂盐与稀释剂摩尔比为1:2加入三氟苯,按照阻燃添加剂与稀释剂的摩尔比例为10%加入阻燃剂六氟环三磷腈,搅拌后配置成均一相的电解液。
[0069]
对比例2
[0070]
在本对比例中,采用商业化碳酸酯电解液组装电池。
[0071]
将实施例1所提供的不燃局部高浓度电解液组装在电池中,进行电化学测试,具体如下:
[0072]
具体电池结构包括正极、负极以及添加在正负极之间的不燃局部高浓度电解液。其中,正极的电极片采用在铝集流体上涂覆的高镍三元正极,负极电极片为金属锂电极,获得的电化学性能如下表所示:
[0073]
样品阻燃性
实施例1打火机不能点燃对比例1打火机可以点燃
[0074]
结果表明,采用本实施例方法制备的电池安全性能优异。
[0075]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。