1.本技术涉及应变测量技术领域,特别涉及介观尺度成形极限弯曲试样及制备方法及力学测量方法。
背景技术:
2.随着微电子、微机械行业的发展,薄板微型构件的需求量越来越大,但是由于介观尺度下塑性变形的尺度效应的存在,使得金属薄板的塑性变形能力异于宏观条件,为改进塑性微成形工艺,需要对金属薄板介观尺度下的塑性变形行为进行系统的研究。
3.其中,由于弯曲工艺在薄板塑性微成形工艺中的所占比例较大,尤其是微型引线框架的成形过程中,微弯曲工艺更是承担着重要作用。宏观弯曲工艺中,板材上与一个表面发生压缩类变形,另一个表面发生伸长类变形。由于宽板在宽度方向的尺寸较大,宽度方向上的材料会相互限制其向宽度方向发生塑性流动,最终宽板的应变状态为平面应变状态,其厚度方向的横截面与原板材的横截面几乎相同,仍为矩形。而在窄板变形区中,由于其宽度方向上尺寸较小,宽度方向上的材料相互限制变形的能力较差,最终窄板变形区的应变状态为三向应变状态,窄板变形区在厚度方向上的横截面积会变为扇形。
4.而介观尺度下金属薄板的厚度(t)处于微米、亚微米尺度,其厚度方向上晶粒间的协调变形能力将直接影响材料的变形行为,导致薄板中宽板与窄板的应变演化都有异于宏观条件下宽板与窄板的应变演化行为,增加了微弯曲工艺成形性的不确定性。为优化微弯曲工艺,需要一种有效、准确的表征方法对微弯曲工艺中薄板的变形行为进行表征,研究薄板上下表面的应变演化行为、弯曲力学性能以及其回弹行为。
5.目前,介观尺度下的应变分布测量主要采用两种方法:
6.(1)激光测量与数字散斑全场应变测量方法。激光测量方法的原理是在试样表面进行标记引出形变,利用激光直线传播的特点来获取试样上标记区域的位移变化,而后通过计算确定激光照射处的应变。但是,由于弯曲工艺中的单弯、三点弯、四点弯中冲头直接与试样上表面接触,导致激光无法直接照射在试样表面,无法完成试样与冲头接触的表面的应变测量,而试样中与冲头不发生接触的表面下方的空间较为狭小,且无恒定光路存在,导致激光测量无法准确表征该表面的应变演化。
7.(2)数字散斑全场应变测量方法。该测量方法为目前较为优秀的应变测量方法,它的原理是通过测量喷漆上散斑点的位移来计算试样变形区各处的应变。该方法可实现测量变形过程中任意时刻的应变测量,且可以形成试样测量区域的应变云图。但是,该方法只适用于被测试样表面与测量镜头之间有着连续的光路,所以该方法同样无法完成试样与冲头接触的表面的应变测量,且由于介观尺度下薄板厚度较小,弯曲变形抗力较低,试样表面喷漆相对较厚,喷漆对于试样的弯曲力学性能与回弹性能影响较大,无法准确测量介观尺度下金属薄板的弯曲变形行为,使弯曲工艺的进一步优化受到限制。
8.由此可见,上述两种方法由于其各自的限制性,无法准确测量弯曲变形过程中试样上下表面的应变数据,导致无法的准确程度降低,无法有效指导成形工艺的优化。
技术实现要素:
9.本发明的目的是为了解决上述技术的不足,提供介观尺度成形极限弯曲试样及制备方法及力学测量方法,其中一个目的在于满足试样在透明度较低的介质环境下进行弯曲力学测量,又一个目的在于所做标记最大限度的降低对试样力学性能的影响。
10.为此,本发明提供一种介观尺度成形极限弯曲试样,其设有宽部夹持部和狭长测试部,且宽部夹持部连接设置在狭长测试部的其中一端,在狭长测试部的上下表面分别磁控溅射金属镀膜,金属镀膜为多个介观尺寸的微小圆形,呈阵列式分布,且金属镀膜的厚度不超过200nm。
11.优选的,金属镀膜呈矩形阵列分布,金属镀膜的直径d0为100μm。
12.优选的,弯曲试样的厚度t不超过0.2mm;当b/t>3时,则b大于0.6mm;当b/t<3时,则b小于0.6mm;当b/t=3时,则b等于0.6mm;其中b为狭长测试部的宽度。
13.优选的,弯曲试样为纯铜、纯铝、铜合金、铝合金的其中一种,金属镀膜为纯钛、纯铜、纯金、银、铝的其中一种;金属镀膜与弯曲试样的颜色对比鲜明。
14.制备上述任一项的介观尺度成形极限弯曲试样的方法,其包括以下步骤:
15.(1)制备弯曲试样,弯曲试样的厚度t不超过0.2mm;
16.(2)制备金属镀膜成形板,金属镀膜成形板为板状结构,其开设有多个介观尺寸的微小几何图形的第一通孔,第一通孔呈阵列式分布,第一通孔与金属镀膜的大小及分布相适配;
17.(3)将一对金属镀膜成形板紧密覆盖贴合在弯曲试样的狭长测试部的上下表面;
18.(4)将弯曲试样连同一对金属镀膜成形板一起放入磁控溅射设备的磁控溅射腔室内,在位于第一通孔的底部的狭长测试部的表面磁控溅射金属镀膜,金属镀膜与弯曲试样颜色对比鲜明;控制金属镀膜的厚度不超过200nm;在弯曲试样的狭长测试部的上下表面分别完成磁控溅射后,将弯曲试样连同金属镀膜成形板一起从磁控溅射设备取出;
19.(5)将金属镀膜成形板与弯曲试样相互分离,获得可进行微观弯曲的介观尺度成形极限弯曲试样。
20.优选的,步骤(1)采用电火花线切割加工方法制备弯曲试样,弯曲试样制备完成后,对弯曲试样的表面进行预处理;预处理方法采用电化学腐蚀的方法,使用抛光液去除其表面氧化层,抛光液为纯度99.5%的无水酒精、磷酸与蒸馏水按照1:1:2的比例配置。
21.优选的,步骤(2)采用激光切割方法制备金属镀膜成形板,金属镀膜成形板的厚度不大于0.1mm,第一通孔为圆形通孔,且第一通孔的孔径为100μm,呈矩形阵列式分布;在第一通孔的孔壁上沿向外倒有第一斜角,第一斜角的角度α为45
°
,在位于第一斜角下部的第一通孔的孔壁设有第二斜角,且第二斜角的角度β小于第一斜角的角度α。
22.优选的,步骤(3)中,使用磁控溅射成形装置将一对金属镀膜成形板紧密覆盖贴合在弯曲试样的狭长测试部的上下表面;磁控溅射成形装置设有中空框体、试样定位框、一对金属镀膜成形板和一对压板;试样定位框开设有用于放置弯曲试样的放置通孔,放置通孔与弯曲试样的形状、大小相匹配;试样定位框容置于中空框体内,试样定位框设置在一对金属镀膜成形板之间,金属镀膜成形板开设有呈阵列分布的第一通孔,第一通孔为圆形孔,第一通孔的孔径为微米级;一对金属镀膜成形板设置在一对压板之间,一对压板可拆卸的安装在中空框体的上下两侧;位于上下两侧的压板的板身分别压在位于其临近的金属镀膜成
形板上,使一对金属镀膜成形板分别紧压在弯曲试样的狭长测试部的上下表面;压板开设有第二通孔,第二通孔的大小大于第一通孔的孔径;紧贴在弯曲试样的狭长测试部上的第一通孔与第二通孔相连通。
23.优选的,磁控溅射成形装置还设有一对橡胶层,一对橡胶层设置在一对压板之间,一对金属镀膜成形板设置在一对橡胶层之间;在橡胶层弹性力的作用下,金属镀膜成形板紧密贴合在弯曲试样上;橡胶层开设有第三通孔,第三通孔的大小大于第一通孔的孔径;第二通孔、第三通孔、第一通孔相连通设置。
24.上述的介观尺度成形极限弯曲试样的力学测量方法,其包括以下步骤:
25.(1)将弯曲试样装夹在instron力学试验机上进行单向弯曲试验,instron力学试验机与计算机相连,冲头下压速率设置为6mm/min;采用应变测量系统为argus测量系统;
26.(2)试验进行前,argus测量系统的ccd数码相机分别采集未变形的弯曲试样的狭长测试部上下两面变形区域的图像,通过argus测量系统的图像处理系统自动识别试样表面上的微小几何图形并计算微小几何图形的位置,将其作为应变为0的参照;
27.(3)开始试验,instron力学试验机的力学传感器、位移传感器分别记录试验过程中的载荷位移数据,并将载荷位移数据通过电缆传输至计算机保存;
28.(4)试验完成后,取出弯曲试样;argus测量系统中的ccd摄像头分别采集弯曲试样变形后的狭长测试部上下两面变形区域图像,通过argus测量系统的图像处理系统自动识别试样表面上的微小几何图形并计算微小几何图形的位置;
29.argus测量系统中的图像处理系统分别得出狭长测试部上下两面变形区域内所有金属镀膜发生的x、y方向的应变,并对狭长测试部上下两面变形区域内所有金属镀膜的应变通过计算公式(1)进行测量计算,分别得到具有应变梯度分布的应变云图;
[0030][0031]
上述公式中,r为未变形时,弯曲试样(4)上的金属镀膜(8)的半径;测量每个金属镀膜(8)随弯曲试样(4)变形后,变为椭圆形,测量其长轴
ɑ
与短轴b的长度,作为半径r伸长或缩短后的长度;x、y为在测量空间内相互正交的两个方向,其中x定义为弯曲试样(4)切向方向,y定义为弯曲试样(4)轧向方向。
[0032]
本发明的有益效果是:
[0033]
(1)本发明在弯曲试样的狭长测试部的表面通过磁控溅射成形出呈阵列分布的微米级金属镀膜,金属镀膜轮廓清晰,通过严格控制溅射的金属镀膜的厚度,该应变标识最大程度的减小对弯曲试样的力学性能测试的影响。由于介观尺度成形极限弯曲试样的厚度较小、强度较低,因此,在弯曲试样上溅射金属镀膜的厚度要控制的非常小,以最大程度的减小金属镀膜对试样的力学性能测试的影响。
[0034]
(2)本发明适用于金属材料弯曲试样,包括各种合金材料等,且对于弯曲环境没有要求。弯曲试样为金属薄板,通过磁控溅射形成的金属镀膜微几何图形与弯曲试样间的结合力为金属键,其强度远远大于通过现有印刷成形的微几何图形与弯曲试样的范德华力,且克服了现有印刷成形的微几何图形印刷网格线条粗大,且线宽准确性较差,在试验后无
法用于应变标识与测量的弊端。使用本发明磁控溅射制备的弯曲试样的应变分布测量方法对弯曲试样变形条件、变形空间的光路没有特定要求,解决了现有介观尺度成形极限弯曲试样的激光测量与数字散斑全场应变测量方法、数字散斑全场应变测量方法的弊端。另外,在弯曲试样的狭长测试部的表面磁控溅射金属镀膜,弯曲试样在力学测试弯曲过程中,金属镀膜微几何图形的变形与弯曲试样的变形一致性较好。
[0035]
(3)本发明给出的应变分布,对于揭示介观尺度下金属薄板在尺寸效应与宽板与窄板弯曲变形特点的耦合作用影响下的塑性变形行为有着重要意义,具体应用磁控溅射微小几何图形特征几何尺寸的变化实现对所测弯曲试样变形区域的应变分布。
[0036]
(4)由于介观尺度下,材料的变形行为异于宏观条件下,并且在弯曲变形中特有的单弯、三点弯、四点弯曲的变形条件下时,弯曲试样与冲头接触的表面被弯曲冲头所遮挡,而另一侧与冲头无接触的表面下方空间较小,且无稳定光路存在,导致激光测量与数字散斑全场应变测量方法无法测量试样的应变演化,通过本应变标识与测量方法,可以得到较为准确弯曲变形过程中弯曲试样上下表面的应变演化数据。本发明给出的应变测量方法,能够有效的表征出金属薄板在弯曲变形过程中上下表面的塑性变形行为,将对塑性微弯曲工艺的发展起到显著的促进作用,推动微机电、微机械行业的发展,产生可观的经济效益。
附图说明
[0037]
为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0038]
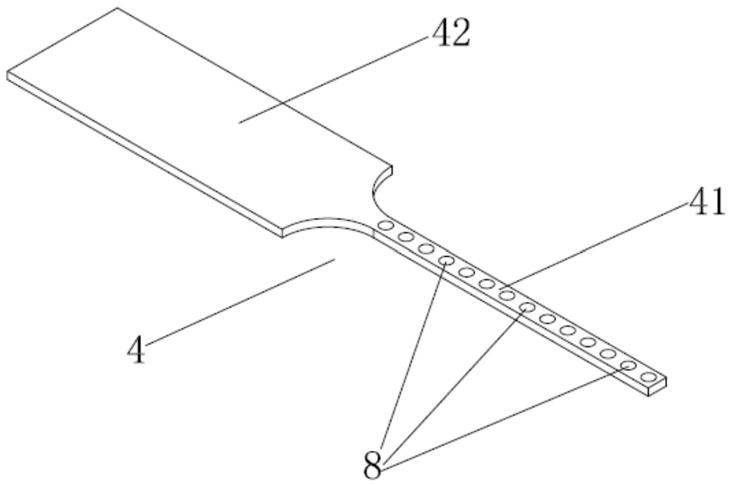
图1为可进行微观弯曲的介观尺度成形极限弯曲试样的结构示意图;
[0039]
图2为图1所示的尺寸图的结构示意图;
[0040]
图3为金属镀膜成形板的结构示意图;
[0041]
图4为图3所示的第一通孔的截面结构示意图;
[0042]
图5(a)为未变形的弯曲试样的狭长测试部的上面变形区域的图像;
[0043]
图5(b)为弯曲试样变形后的狭长测试部的上面变形区域图像;
[0044]
图5(c)为弯曲试样变形后的狭长测试部的上面变形区域具有应变梯度分布的应变云图;
[0045]
图6(a)为未变形的弯曲试样的狭长测试部的下面变形区域的图像;
[0046]
图6(b)为弯曲试样变形后的狭长测试部的下面变形区域图像;
[0047]
图6(c)为弯曲试样变形后的狭长测试部的下面变形区域具有应变梯度分布的应变云图;
[0048]
图7为装配有弯曲试样的磁控溅射成形装置的结构示意图;
[0049]
图8为图7所示的断面图的结构示意图;
[0050]
图9为图8所示的a部放大图的结构示意图;
[0051]
图10为图7所示的爆炸图的结构示意图;
[0052]
图11为实施例5有溅射试样与无溅射试样的载荷位移曲线。
[0053]
图中标记:1.中空框体,2.金属镀膜成形板,3.压板,4.弯曲试样,5.试样定位框,
6.橡胶层,7.螺栓,8.金属镀膜,11.第二圆角,12.把手,13.安装凹槽,14.凹槽,21.第一通孔,31.第二通孔,32.紧固端部,33.压边板部,41.狭长测试部,42.宽部夹持部,51.放置通孔,61.第三通孔,211.第一斜角,212.第二斜角,311.第一圆角,t.弯曲试样4的厚度,b.狭长测试部41的宽度,α.第一斜角211的角度,β.第二斜角212的角度。
具体实施方式
[0054]
为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。本发明中所使用的方法如无特殊规定,均为常规的方法;所使用的原料和装置,如无特殊规定,均为常规的市售产品。
[0055]
以下参照附图,作为优选实施例详细描述本发明。
[0056]
实施例1
[0057]
由图1、图2所示,本发明提供一种介观尺度成形极限弯曲试样,其设有宽部夹持部42和狭长测试部41,最好由宽部夹持部42和狭长测试部41两部分组成的一体式结构;宽部夹持部42连接设置在狭长测试部41的其中一端,在狭长测试部41的上下表面分别磁控溅射金属镀膜8,金属镀膜8作为弯曲试样4的力学性能测试的应变标识;该金属镀膜8为多个介观尺寸的微小圆形,呈阵列式分布,且金属镀膜8的厚度不超过200nm。
[0058]
金属镀膜8最好呈矩形阵列分布,金属镀膜8的直径d0可以为100μm。
[0059]
弯曲试样4可以根据材料力学性能测试的实际需要进行尺寸的选取,例如图2所示,弯曲试样4的厚度t不超过0.2mm;设定狭长测试部41的宽度为b,当b/t>3时,则b大于0.6mm;当b/t<3时,则b小于0.6mm;当b/t=3时,则b等于0.6mm。不同的b/t尺寸是为了研究宽板弯曲与窄板弯曲的变形特点,从而指导不同的弯曲工艺。在弯曲工艺中,当b/t>3时,其变形状态为宽板弯曲,宽板在宽度方向的尺寸较大,宽度方向上的材料会相互限制其向宽度方向发生塑性流动,最终宽板的应变状态为平面应变状态,其厚度方向的横截面与原板材的横截面几乎相同,仍为矩形。当b/t<3时,其变形状态为窄板变形,由于其宽度方向上尺寸较小,宽度方向上的材料相互限制变形的能力较差,最终窄板变形区的应变状态为三向应变状态,窄板变形区在厚度方向上的横截面积会变为扇形。
[0060]
弯曲试样4可以为纯铜、纯铝、铜合金、铝合金的其中一种,金属镀膜8的化学性质稳定,通常为纯钛、纯铜、纯金、银、铝的其中一种;要求所选取的金属镀膜8与弯曲试样4的颜色对比鲜明。例如弯曲试样4为纯铜,故选择与其颜色对比鲜明的纯钛作为金属镀膜8的材料。
[0061]
在弯曲试样4的狭长测试部41的上下表面分别通过磁控溅射成形出呈阵列分布的微米级金属镀膜8,金属镀膜8轮廓清晰,通过严格控制溅射的金属镀膜8的厚度,该应变标识最大程度的减小对弯曲试样4的力学性能测试的影响。由于介观尺度成形极限弯曲试样4的厚度较小、强度较低,因此,在弯曲试样4上溅射金属镀膜8的厚度要控制的非常小,以最大程度的减小金属镀膜8对弯曲试样4的力学性能测试的影响,要求金属镀膜8的厚度不超过200nm。
[0062]
本发明弯曲试样4为金属薄板,通过磁控溅射形成的金属镀膜8微几何图形与弯曲试样4间的结合力为金属键,其强度远远大于通过现有印刷成形的微几何图形与弯曲试样4
的范德华力,且克服了现有印刷成形的微几何图形印刷网格线条粗大,且线宽准确性较差,在试验后无法用于应变标识与测量的弊端。而且,使用本发明磁控溅射制备的弯曲试样4的应变分布测量方法对弯曲试样4变形条件、变形空间的光路没有特定要求,解决了现有介观尺度成形极限弯曲试样4的激光测量与数字散斑全场应变测量方法、数字散斑全场应变测量方法的弊端。另外,在弯曲试样4的狭长测试部41的上下表面分别磁控溅射金属镀膜8,弯曲试样4在力学测试弯曲过程中,金属镀膜8微几何图形的变形与弯曲试样4的变形一致性较好。
[0063]
实施例2
[0064]
本发明提供一种介观尺度成形极限弯曲试样的制备方法,其包括以下步骤:
[0065]
(1)制备实施例1所述的弯曲试样4,材料为纯铜,弯曲试样4的厚度t不超过0.2mm;
[0066]
(2)制备一对如图3所示的金属镀膜成形板2,金属镀膜成形板2为板状结构,其开设有多个介观尺寸的微小几何图形的第一通孔21,第一通孔21呈阵列式分布,要求第一通孔21与金属镀膜8的大小及分布相适配;
[0067]
(3)将一对金属镀膜成形板2紧密覆盖贴合在弯曲试样4的狭长测试部41的上下表面;通常要求金属镀膜成形板2的宽度大于弯曲试样4的狭长测试部41的宽度b;
[0068]
(4)将弯曲试样4连同一对金属镀膜成形板2一起放入磁控溅射设备的磁控溅射腔室内,在位于第一通孔21的底部的狭长测试部41的表面磁控溅射金属镀膜8,金属镀膜8的材料为与弯曲试样4颜色对比鲜明的纯钛;控制金属镀膜8的厚度不超过200nm;在弯曲试样4的狭长测试部41的上下表面分别完成磁控溅射后,将弯曲试样4连同金属镀膜成形板2一起从磁控溅射设备取出;
[0069]
(5)将金属镀膜成形板2与弯曲试样4相互分离,获得可进行微观弯曲的介观尺度成形极限弯曲试样。
[0070]
上述步骤(1)可以采用电火花线切割加工方法制备弯曲试样4,弯曲试样4制备完成后,对弯曲试样4的表面进行预处理;预处理方法采用电化学腐蚀的方法,使用抛光液去除其表面氧化层,提升试样表面光洁度,抛光液为纯度99.5%的无水酒精、磷酸与蒸馏水按照1:1:2的比例配置,抛光所用电压为8.5v,抛光时间为30s。
[0071]
上述步骤(2)可以采用激光切割方法制备金属镀膜成形板2,控制金属镀膜成形板2的厚度不大于0.1mm,第一通孔21为圆形通孔,且第一通孔21的孔径可以为100μm,呈矩形阵列式分布;可根据弯曲试样4的实际情况,选择确定紧贴在弯曲试样4的狭长测试部41上的第一通孔21矩形阵列的行数和列数,以及位于行或列的方向上相邻两个第一通孔21的圆心间距大小。
[0072]
由图4所示,为了减小第一通孔21内壁对靶材原子沉积过程的影响,在第一通孔21的孔径尺寸限制范围内,提高靶材原子落入第一通孔21的底部的效率,提升金属镀膜8在弯曲试样4的狭长测试部41微几何图形成形效果,采用二级斜角结构,在第一通孔21的孔壁上沿向外倒有第一斜角211,第一斜角211的角度α可以设置为45
°
,在位于第一斜角211下部的第一通孔21的孔壁设有第二斜角212,且第二斜角212的角度β小于第一斜角211的角度α,减小位于第一斜角211下部的第一通孔21的孔壁对于靶材原子沉积落入圆孔的影响,进一步提升金属镀膜8在弯曲试样4的狭长测试部41微几何图形成形的均匀性。同样的,可在开有第一斜角211、第二斜角212的二级斜角基础上,在位于第二斜角212下部的第一通孔21的孔
壁开设第三斜角,原理同二级斜角相同,以此类推,最终可以将第一通孔21原有整个直壁部分由一级一级的斜角代替。即第一通孔21面向来自金属原子溅射方向的开口逐渐增大,类似喇叭口形状,极大的增加了靶材原子落入第一通孔21的底部的概率,进一步提升金属镀膜8在弯曲试样4的狭长测试部41微几何图形成形的均匀性。
[0073]
上述步骤(4)可以采取的磁控溅射参数为,电压0.38kv,电流0.26a,每分钟溅射厚度、溅射时长根据所研究材料实际情况对金属镀膜8的厚度进行严格控制,由于介观尺度成形极限弯曲试样4的厚度较小、强度较低,因此,在弯曲试样4上溅射金属镀膜8的厚度要控制的非常小,以最大程度的减小金属镀膜8对弯曲试样4的力学性能测试的影响,例如在弯曲试样4的狭长测试部41上面或下面的磁控溅射过程中,每分钟溅射厚度20nm,溅射时长8min,最终金属镀膜8的溅射厚度为160nm,控制在100~200nm之间。
[0074]
磁控溅射腔室内的氩气在高真空,高电压下被电离为具有较高速度的氩离子撞击金属溅射靶材纯钛,金属溅射靶材表面上的金属钛原子受撞击朝各个角度飞出,其中一部分金属钛原子落在金属镀膜成形板2表面、及其第一通孔21的孔壁表面;一部分少量的金属钛原子先后穿过第一通孔21,落在位于第一通孔21底部的弯曲试样4的狭长测试部41表面,且与狭长测试部41表面的铜原子之间形成金属键,随溅射过程的持续,金属钛原子逐渐在狭长测试部41的表面聚集生长为具有一定厚度的薄膜,最终在弯曲试样4的狭长测试部41表面形成金属镀膜8微几何图形。
[0075]
在本实施例中,弯曲试样4还可以为纯铝、铜合金、铝合金的其中一种,金属镀膜8还可以为纯铜、纯金、银、铝的其中一种。需要根据弯曲试样4的颜色,选择与弯曲试样4的颜色对比鲜明,且化学性质比弯曲试样4材料稳定的金属,作为金属溅射靶材,在弯曲试样4的狭长测试部41的上下表面通过磁控溅射成形出呈阵列分布的微米级金属镀膜8。
[0076]
实施例3
[0077]
在实施例2中,将一对金属镀膜成形板2完全紧密覆盖贴合在弯曲试样4的狭长测试部41的上下表面,可以采用现有用夹子将二者牢固夹持等技术手段,也可以采用本发明磁控溅射成形装置。
[0078]
由图7-图10所示,用于弯曲试样4的狭长测试部41的金属镀膜8的磁控溅射成形装置,该磁控溅射成形装置设有中空框体1、试样定位框5、一对压板3、以及实施例2所述的一对金属镀膜成形板2;由图10所示,其中试样定位框5开设有用于放置弯曲试样4的放置通孔51,放置通孔51与弯曲试样4的形状、大小相匹配;放置通孔51的数量可以设置为多个,两个放置通孔51为一组,且相对间隔设置,多组放置通孔51并行排列设置,有效利用试样定位框5空间。由图9、图10所示,试样定位框5容置于中空框体1内,试样定位框5设置在一对金属镀膜成形板2之间,金属镀膜成形板2开设有呈阵列分布的第一通孔21,第一通孔21为圆形孔,第一通孔21的孔径为微米级,呈阵列分布的每个第一通孔21的孔径尺寸相同,保证可以准确表征作为变形区域的狭长测试部41的上下两面的应变分布;一对金属镀膜成形板2设置在一对压板3之间,一对压板3可拆卸的安装在中空框体1的上下两侧;位于上下两侧的压板3的板身分别压在位于其临近的金属镀膜成形板2上,使一对金属镀膜成形板2分别紧压在弯曲试样4的狭长测试部41的上下表面。压板3开设有第二通孔31,第二通孔31的大小大于第一通孔21的孔径;紧贴在弯曲试样4的狭长测试部41上的第一通孔21与第二通孔31相连通。
[0079]
作为优选的实施例,由图9、图10所示,本发明还设有一对橡胶层6,一对橡胶层6设置在一对压板3之间,一对金属镀膜成形板2设置在一对橡胶层6之间;在橡胶层6弹性力的作用下,金属镀膜成形板2紧密贴合在弯曲试样4上,最大限度的保证了金属镀膜成形板2与弯曲试样4的狭长测试部41的接触区域的平整、紧密贴合;橡胶层6开设有第三通孔61,第三通孔61的大小大于第一通孔21的孔径;第二通孔31、第三通孔61、第一通孔21相连通设置,以便金属溅射靶材先后穿过第二通孔31、第三通孔61,进入第一通孔21内。
[0080]
作为优选的实施例,由图9、图10所示,中空框体1的框体内开设一对凹槽14,试样定位框5设置在一对凹槽14之间,一对金属镀膜成形板2分别相对应的安装在一对凹槽14内,设置凹槽14用于定位安放金属镀膜成形板2和试样定位框5。
[0081]
作为优选的实施例,由图9所示,试样定位框5、一对金属镀膜成形板2、一对橡胶层6、及一对压板3均容置在中空框体1内,使本发明结构更加紧凑,各层部件之间结合更加紧密牢固。作为进一步优选的实施例,由图10所示,中空框体1为矩形框结构设置。
[0082]
作为优选的实施例,由图10所示,压板3的第二通孔31的外沿倒有第一圆角311,尽量减小第二通孔31的外沿对靶材原子的沉积过程的影响。
[0083]
作为优选的实施例,图10所示,中空框体1外沿部分的各边倒有第二圆角11,用于减小在磁控溅射设备中装夹与拆卸本装置的过程中的摩擦力。
[0084]
作为优选的实施例,由图7、图10所示,中空框体1上连接设有把手12,用于在磁控溅射设备中本装置的装夹与拆卸。
[0085]
作为优选的实施例,由图7、图10所示,压板3通过螺栓7可拆卸的安装在中空框体1上,作为进一步优选的实施例,由图10所示,压板3设有紧固端部32和压边板部33,其中紧固端部32连接设置在压边板部33的边部,中空框体1上的边部开设有与凹槽14相连通的安装凹槽13,紧固端部32安装设置在安装凹槽13内,螺栓7穿过紧固端部32,将压板3安装在中空框体1上,使压边板部33紧压在金属镀膜成形板2上,为进一步在溅射过程中保证金属镀膜成形板2与弯曲试样4的紧密结合,得到轮廓清晰的阵列微几何金属镀膜8。
[0086]
本实施例金属镀膜成形板2的结构等技术特征与实施例2所述相同,在此不再累述。
[0087]
本发明磁控溅射成形装置的使用方法,其包括以下步骤:
[0088]
(1)将试样定位框5定位放置在中空框体1内,再把弯曲试样4定位放置在试样定位框5的放置通孔51内。
[0089]
(2)将试样定位框5放置在一对金属镀膜成形板2之间,然后一对金属镀膜成形板2放置在一对橡胶层6之间,一对橡胶层6放置在一对压板3之间,此时试样定位框5、一对金属镀膜成形板2、一对橡胶层6、及一对压板3均容置在中空框体1内,最后通过螺栓7将一对压板3分别固定安装在中空框体1上;一对橡胶层6受压发生弹性形变,在橡胶层6弹性力的作用下,使一对金属镀膜成形板2分别紧密贴合在弯曲试样4的上下表面,并确保紧贴在弯曲试样4的狭长测试部41上的第一通孔21与第二通孔31、第三通孔61相连通;完成弯曲试样4在磁控溅射成形装置内的安装。
[0090]
(3)将安装有弯曲试样4的磁控溅射成形装置放入磁控溅射设备的磁控溅射腔室内,在位于第一通孔21的底部的狭长测试部41的上下表面分别磁控溅射金属镀膜8。
[0091]
在实际操作过程中,应严格控制磁控溅射在弯曲试样4的表面形成的阵列排布的
金属镀膜8的厚度,控制溅射的微几何图形金属镀膜8的厚度不超过200nm,最大程度的减小金属镀膜8对弯曲试样4的力学性能测试的影响。例如:在弯曲试样4的狭长测试部41上面或下面的磁控溅射过程中,采取的磁控溅射参数为电压0.38kv,电流0.26a,每分钟溅射厚度20nm,溅射时长8min,最终金属镀膜8的溅射厚度为160nm。由于介观尺度弯曲试样4的厚度较小、强度较低,因此,在弯曲试样4上溅射金属镀膜8的厚度要控制的非常小,以最大程度的减小金属镀膜8对试样的力学性能测试的影响。另外,根据弯曲试样4的颜色,最好选择与其颜色对比鲜明,且化学性质比弯曲试样4材料稳定的金属,作为金属溅射靶材,例如弯曲试样4的材料如果为纯铜,可以选择与其颜色反差较大的纯钛,作为金属溅射靶材。
[0092]
磁控溅射腔室内的氩气在高真空,高电压下被电离为具有较高速度的氩离子撞击金属溅射靶材,金属溅射靶材表面上的金属原子受撞击朝各个角度飞出,其中一部分金属原子先后穿过第二通孔31、第三通孔61,落在金属镀膜成形板2表面、及其第一通孔21的孔壁表面;一部分少量的金属原子先后穿过第二通孔31、第三通孔61、第一通孔21,落在位于第一通孔21底部的弯曲试样4的狭长测试部41表面,且与狭长测试部41表面的原子形成金属键,随溅射过程的持续,金属原子逐渐在狭长测试部41的表面聚集生长为具有一定厚度的薄膜,最终在弯曲试样4的狭长测试部41表面形成金属镀膜8微几何图形。
[0093]
(4)弯曲试样4的狭长测试部41的上下表面完成磁控溅射金属镀膜8后,将磁控溅射成形装置从磁控溅射设备内取出;拆卸磁控溅射成形装置,将金属镀膜成形板2与弯曲试样4相互分离,获得狭长测试部41的上下表面分别溅射有金属镀膜8的可进行微观拉伸的介观尺度弯曲试样4。
[0094]
实施例4
[0095]
本发明提供一种介观尺度成形极限弯曲试样的力学测量方法,其包括以下步骤:
[0096]
(1)选取实施例2所述的弯曲试样4,该弯曲试样4的金属镀膜8为多个介观尺寸的微小圆形,将弯曲试样4装夹在instron力学试验机上进行单向弯曲试验,instron力学试验机与计算机相连,通过计算机设置应变速率等试验参数。此次使用instron5967,冲头下压速率设置为6mm/min;采用应变测量系统为argus测量系统;
[0097]
(2)试验进行前,argus测量系统的ccd数码相机分别采集未变形的弯曲试样4的狭长测试部41上下两面变形区域的图像,通过argus测量系统的图像处理系统自动识别试样表面上的微小几何图形并计算微小几何图形的位置,将其作为应变为0的参照,如图5(a)、图6(a)所示;
[0098]
(3)开始试验,instron力学试验机的力学传感器、位移传感器分别记录试验过程中的载荷位移数据,并将载荷位移数据通过电缆传输至计算机保存;
[0099]
(4)试验完成后,取出弯曲试样4;argus测量系统中的ccd摄像头分别采集弯曲试样4变形后的狭长测试部41上下两面变形区域图像,通过argus测量系统的图像处理系统自动识别试样表面上的微小几何图形并计算微小几何图形的位置,如图5(b)、图6(b)所示;
[0100]
argus测量系统中的图像处理系统分别得出狭长测试部41上下两面变形区域内所有金属镀膜8发生的x、y方向的应变,并对狭长测试部41上下两面变形区域内所有金属镀膜8的应变通过计算公式(1)进行测量计算,分别得到具有应变梯度分布的应变云图,如图5(c)、图6(c)所示;
[0101][0102]
上述公式中,r为未变形时,弯曲试样4上的金属镀膜8的半径;测量狭长测试部41上下两面的每个金属镀膜8随弯曲试样4变形后,变为椭圆形,测量其长轴
ɑ
与短轴b的长度,作为半径r伸长或缩短后的长度;x、y为在测量空间内相互正交的两个方向,其中x定义为弯曲试样4切向方向,y定义为弯曲试样4轧向方向,由图2所示。
[0103]
如图5(c)所示,整个弯曲试样4的狭长测试部41的上面变形区域(即拉伸变形侧)中,应变最大的位置的应变值为0.25,最小应变值为0.08;由图6(c)所示,整个弯曲试样4的狭长测试部41的下面变形区域(即压缩变形侧)中,应变最大的位置的应变值为0.25,最小应变值为0.08。由此可知,弯曲试样4材料的塑性变形过程中,在弯曲试样4的整个变形区域中应变分布是不均匀的,由此可知,在使用过程中,应增大该材料的安全系数。
[0104]
当弯曲试样4处于法向加载的条件下时,由于弯曲试样4的表面被加压介质遮盖,加之在薄板微弯曲成形等其他成形工艺中,试样的变形状态较为复杂,变形空间小,密闭,不存在与外界相通的光路,因此,现有技术激光测量与数字散斑全场应变测量方法无法测量试样的应变分布与演化。而本技术磁控溅射制备的弯曲试样4的应变分布测量方法对弯曲试样4变形条件、变形空间的光路没有特定要求,解决了现有介观尺度成形极限弯曲试样4的激光测量与数字散斑全场应变测量方法、数字散斑全场应变测量方法的弊端。
[0105]
实施例5
[0106]
通过实验验证磁控溅射对材料弯曲力学性能影响,步骤包括:
[0107]
(1)通过电火花线切割方法分别切割6个相同的弯曲试样4,试样材料为0.2mm厚的纯铜薄板;
[0108]
(2)分别将切割好的6个弯曲试样4放入管式加热炉,在600℃保温1h进行退火热处理;
[0109]
(3)分别将6个弯曲试样4进行电解腐蚀,去除其表面氧化层,提升其表面光洁度;
[0110]
(4)分别将其中3个弯曲试样4的狭长测试部41的上下表面分别磁控溅射金属镀膜8,且金属镀膜8矩阵分布相同,其中所用靶材为纯钛,溅射参数为0.38kv,电流0.26a,控制溅射金属薄膜厚度在200nm以内,完成磁控溅射试样的制备,标记该3个有镀膜试样分别为有溅射-1、有溅射-2、有溅射-3;其他3个弯曲试样4未做磁控溅射操作,标记该3个无溅射试样分别为无溅射-1、无溅射-2、无溅射-3;
[0111]
(5)将上述6个弯曲试样4分别在insrton5967万能试验机上进行单向弯曲试验,使用计算机进行试验参数设置,其中冲头下压速率设置为1mm/min,试验完成后,计算机存储试验过程中的载荷位移数据,导出载荷位移数据后对数据进行处理,绘制载荷位移曲线。
[0112]
上述3个有溅射试样与3个无溅射试样的载荷位移曲线如图11所示,从该图可以看出,六条应力应变曲线数据重复性较好。进一步通过对试验得到的载荷位移数据进行统计分析,发现3个有溅射试样中最大载荷为10.55n,无溅射试样的最大载荷为10.52n,有溅射试样的弯曲载荷相比无溅射试样的弯曲载荷提高了0.28%,由此可见,在弯曲试样4的狭长
测试部41的表面磁控溅射金属镀膜8,对于弯曲试样4材料本身的力学性能的影响可忽略。因此,本发明通过严格控制溅射的金属镀膜8的厚度,由金属镀膜8作为应变标识,该应变标识最大程度的减小对弯曲试样4的力学性能测试的影响。
[0113]
在本发明的描述中,需要理解的是,术语“左”、“右”、“上”、“下”、“顶”、“底”、“前”、“后”、“内”、“外”、“背”、“中间”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具备特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。需要说明的是,在上述的实施方式中,所述的“第一”、“第二”和“第三”并不代表结构和/或功能上的绝对区分关系,也不代表先后的执行顺序,而仅仅是为了描述的方便。
[0114]
以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
