1.本发明涉及包装机领域,尤其涉及一种筛选包装机。
背景技术:
2.传统ccd检测方式对集成度较高的微型物料产品的加工尺寸是否在公差范围的检测效率较低,通常由人工加载并送入ccd拍摄台后才能实现公差检查和ng料剔除,整套检测设备结构松散效率低下,检测速度难以与生产线和包装线同步,严重影响生产效率。
技术实现要素:
3.本发明主要解决的技术问题是提供一种筛选包装机,通过环形检台为多角度ccd筛选检测工序提供一套紧凑高效的质检方案,同时配合包装机构实现自动化包装无缝衔接,能完全代替流水线人工作业生产方式,解放劳动力的同时极大降低生产成本且大大提高生产效率。
4.为解决上述技术问题,本发明采用的一个技术方案是:提供一种筛选包装机,包括伺服转台、主轴承座、机台、环形检台、立柱、振动盘供料机、物料导正机构、ccd筛选机构、ng检出机构以及下料平振、搬运机构以及包装机构,所述伺服转台通过主轴承座架设在所述机台上,所述环形检台通过立柱水平架设在所述环形检台上方,所述振动盘供料机、物料导正机构、ccd筛选机构、ng检出机构以及下料平振依次按顺时针方向布置在所述环形检台沿线,所述下料平振通过搬运机构接驳至包装机构。
5.在本发明一个较佳实施例中,所述物料导正机构由升降支架、减速电机、导正转盘组成,所述减速电机竖直向下挂载在升降支架上,所述导正转盘悬浮在所述环形检台表面且同轴连接在所述减速电机的下端。
6.在本发明一个较佳实施例中,所述减速电机与升降支架间设置有角度调节转接板。
7.在本发明一个较佳实施例中,所述升降支架上挂载有一对距离传感器,一对所述距离传感器及环形检台的圆心处在同一直线上,所述距离传感器分别布置在环形检台的内边缘和外边缘,所述距离传感器的检测方向相对。
8.在本发明一个较佳实施例中,所述ccd筛选机构由四组拍摄镜头组组成,每组所述拍摄镜头组固定在一个底座支架上,每组所述拍摄镜头组由分布在同一光路上的ccd相机、光源、背光组成。
9.在本发明一个较佳实施例中,所述光源和背光布置在所述环形检台的圆环左右两侧、圆环上下两侧。
10.在本发明一个较佳实施例中,所述ccd相机布置在所述环形检台的圆环内侧、圆环外侧、圆环上方、圆环下方。
11.在本发明一个较佳实施例中,所述ng检出机构由压缩气吹料气嘴和ng料盒组成,所述ng料盒设置在所述环形检台的外边缘,所述压缩气吹料气嘴设置在所述环形检台的内
边缘,所述压缩气吹料气嘴正对所述ng料盒。
12.在本发明一个较佳实施例中,所述搬运机构由搬运支架、伺服电机、偏心轮组、皮带、摆杆、负压吸嘴组成,所述搬运支架上设置有一对由伺服电机驱动的偏心轮组,所述偏心轮组由皮带同步传动,在所述偏心轮组的同一偏转角度上水平连接一摆杆,所述摆杆末端竖直向下设置有一负压吸嘴,所述摆杆牵引所述负压吸嘴吸取物料后在所述下料平振与包装机构间做往复交替移动搬运动作,一所述链盘同轴连接有一驱动电机。
13.在本发明一个较佳实施例中,所述包装机构由轴承座、链轨侧挡、链盘、张紧辊、驱动电机、链式物料包装带卷收盘以及成品卷收盘组成,两台所述轴承座之间架设有链轨侧挡,所述链轨侧挡两端的轴承座上设置有链盘,沿所述链轨侧挡线径方向还设置有若干张紧辊、链式物料包装带卷收盘以及成品卷收盘。
14.本发明的有益效果是:本发明提供的一种筛选包装机,通过环形检台为多角度ccd筛选检测工序提供一套紧凑高效的质检方案,同时配合包装机构实现自动化包装无缝衔接,能完全代替流水线人工作业生产方式,解放劳动力的同时极大降低生产成本且大大提高生产效率。
附图说明
15.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1 是本发明一种筛选包装机的一较佳实施例的结构图;图2 是本发明一种筛选包装机的一较佳实施例的结构图;图3 是本发明一种筛选包装机的一较佳实施例的结构图;图4 是本发明一种筛选包装机的一较佳实施例的结构图;图5 是本发明一种筛选包装机的一较佳实施例的结构图;图6 是本发明一种筛选包装机的一较佳实施例的结构图。
具体实施方式
16.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
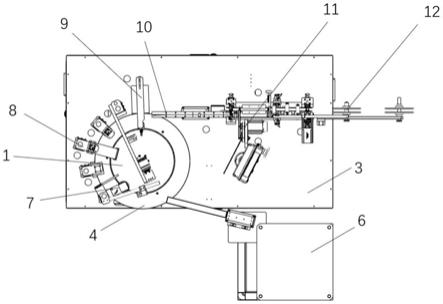
17.如图1-6所示,本发明实施例包括:一种筛选包装机,包括伺服转台1、主轴承座2、机台3、环形检台4、立柱5、振动盘供料机6、物料导正机构7、ccd筛选机构8、ng检出机构9以及下料平振10、搬运机构11以及包装机构12,所述伺服转台1通过主轴承座2架设在所述机台3上,所述环形检台4通过立柱5水平架设在所述环形检台4上方,所述振动盘供料机6、物料导正机构7、ccd筛选机构8、ng检出机构9以及下料平振10依次按顺时针方向布置在所述环形检台4沿线,所述下料平振10通过搬运机构11接驳至包装机构12。
18.其中,所述物料导正机构7由升降支架71、减速电机72、导正转盘73组成,所述减速电机72竖直向下挂载在升降支架71上,所述导正转盘73悬浮在所述环形检台4表面且同轴连接在所述减速电机72的下端。
19.进一步的,所述减速电机72与升降支架71间设置有角度调节转接板74。
20.进一步的,所述升降支架71上挂载有一对距离传感器75,一对所述距离传感器75及环形检台4的圆心处在同一直线上,所述距离传感器75分别布置在环形检台4的内边缘和外边缘,所述距离传感器75的检测方向相对。
21.进一步的,所述ccd筛选机构8由四组拍摄镜头组组成,每组所述拍摄镜头组固定在一个底座支架81上,每组所述拍摄镜头组由分布在同一光路上的ccd相机82、光源83、背光84组成。
22.进一步的,所述光源83和背光84布置在所述环形检台4的圆环左右两侧、圆环上下两侧。
23.进一步的,所述ccd相机82布置在所述环形检台4的圆环内侧、圆环外侧、圆环上方、圆环下方。
24.进一步的,所述ng检出机构9由压缩气吹料气嘴91和ng料盒92组成,所述ng料盒92设置在所述环形检台4的外边缘,所述压缩气吹料气嘴91设置在所述环形检台4的内边缘,所述压缩气吹料气嘴91正对所述ng料盒92。
25.进一步的,所述搬运机构11由搬运支架111、伺服电机112、偏心轮组113、皮带114、摆杆115、负压吸嘴116组成,所述搬运支架111上设置有一对由伺服电机112驱动的偏心轮组113,所述偏心轮组113由皮带114同步传动,在所述偏心轮组113的同一偏转角度上水平连接一摆杆115,所述摆杆115末端竖直向下设置有一负压吸嘴116,所述摆杆115牵引所述负压吸嘴116吸取物料后在所述下料平振10与包装机构12间做往复交替移动搬运动作。
26.进一步的,所述包装机构12由轴承座121、链轨侧挡122、链盘123、张紧辊124、驱动电机127、链式物料包装带卷收盘125以及成品卷收盘126组成,两台所述轴承座121之间架设有链轨侧挡122,所述链轨侧挡122两端的轴承座121上设置有链盘123,沿所述链轨侧挡122线径方向还设置有若干张紧辊124、链式物料包装带卷收盘125以及成品卷收盘126,一所述链盘123同轴连接有一驱动电机127。
27.在本技术的筛选包装机预备阶段,须将链式物料装载料带挂载到所述链式物料包装带卷收盘125上,链式物料装载料带上设置有链孔,将链孔匹配卡接在链盘123上,然后穿过若干张紧辊124,将链式物料装载料带的端头固定于所述成品卷收盘126上。在加工过程中,振动盘供料机6将物料导出至环形检台4,物料导正机构7将物料拨动到环形检台4指定位置,(由距离传感器75检查导正异常情况并实施停机);进一步地,ccd筛选机构8将物料的上视图、下视图、左视图、右视图拍摄后交给机台3上的plc分析ng品,plc电性连接电磁阀,控制ng检出机构9将ng品吹离环形检台4;进一步地,合格品经下料平振10输出。当合格品运行至下料平振10末端时,搬运机构11通过负压作用吸取物料,转移搬运至包装机构12上。至此,物料被包装机构12卷收至成品卷收盘126内。
28.综上所述,本发明提供了一种筛选包装机,通过环形检台4为多角度ccd筛选检测工序提供一套紧凑高效的质检方案,同时配合包装机构12实现自动化包装无缝衔接,能完全代替流水线人工作业生产方式,解放劳动力的同时极大降低生产成本且大大提高生产效
率。
29.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
