1.本实用新型涉及导光板模具结构技术领域,尤其涉及一种优化导光板成型的水路结构。
背景技术:
2.随着电子科技的发展,平板显示器的市场迅速扩大,其中液晶显示器要求具有厚度薄,质量轻,功耗低等特点.背光模组为液晶显示器提供光源,背光源的性能的好坏直接影响到液晶显示器的质量,提高背光模组的性能对于液晶显示行业有着深远的影响。
3.背光模组根据光源分布位置不同可分为直下式和侧入式。行业常用的是侧入式背光源,侧入式背光源就是光源置于背光的侧边,led发出光后通过导光板改变改变光的传输方向并将光均匀分布,经过扩散膜和增光膜将光线汇聚在发光区域内并达到一定的辉度标准。然而导光板的效果直接决定了背光源液晶模的视觉效果和辉度,导光板是背光源的重要组件之一。
4.导光板是一种将点光源或者线光源转变为面光源的高技术产品,主要用于显示行业的背光源,随着市场的需要,背光源要求超薄,超亮,导光均匀,节能环保,完美的视觉效果。
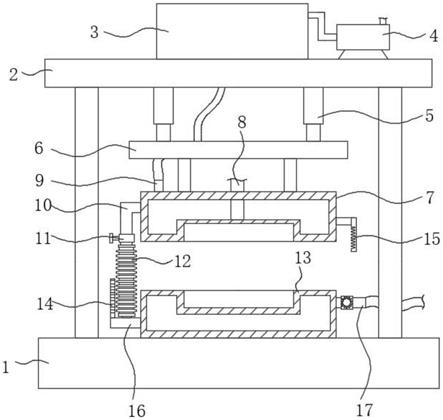
5.请参阅图1可知,现有传统的导光板模多为整体恒温水路结构,易困气使得导光板出现缩水发黄气纹现象,背光效果明显亮暗不均和色差现象,使导光板在模具中难成型,且部分区域不易饱和,需提高模具整体温度,但提高模具整体温度会使产品容易产生气泡,容易变形,使得调机时间成本较高。
技术实现要素:
6.为解决上述背景技术中的技术问题,本实用新型提供一种优化导光板成型的水路结构。
7.本实用新型采用以下技术方案实现:一种优化导光板成型的水路结构,包括设置在模板的进胶口以及三条水路流道;三条所述水路流道相对于所述进胶口依次由近到远呈等间距排列,且三条所述水路流道内输入的水流温度依次升高;
8.所述水路流道整体呈“u”字形结构;所述水路流道的进水口和出水口上均设置有管道一;所述管道一远离所述水路流道的一端可拆卸地安装有供水流输入或者输出的管道二。
9.作为上述方案的进一步改进,所述管道一和所述管道二上分别套接固定有对接环一和对接环二,所述对接环一上穿插有与所述管道一轴线方向相平行的卡块,所述对接环二上开设有与所述卡块相配合的卡槽。
10.作为上述方案的更进一步改进,所述对接环一上开设有供所述卡块插置的插槽。
11.作为上述方案的更进一步改进,所述卡块的块体内具有沿其长度方向延伸的塞槽一;所述塞槽一中设置有与其相配合的活塞一;所述塞槽一中收容有液压油;所述卡块靠近
所述卡槽一端的侧壁上相对开设有两个与所述塞槽一垂直连通的塞槽二,所述塞槽二中设置有与其相配合的活塞二,所述活塞二上远离所述塞槽一的一侧设置有与卡杆,所述卡槽的槽壁内开设有与所述卡杆相配合的卡孔。
12.作为上述方案的更进一步改进,位于所述塞槽二中的所述卡杆上套设有弹簧。
13.作为上述方案的更进一步改进,所述卡块远离所述对接环二的一端转动穿插有套筒,所述套筒的一端伸入所述塞槽一中、并螺纹插设有一螺杆,所述螺杆远离所述套筒的一端固定在所述活塞一的塞体上。
14.本实用新型的有益效果为:
15.本实用新型的优化导光板成型的水路结构,通过在导光板模具上以水温进行分区式增加的三条水路流道,当制作较薄的导光板时,可选用吨位较小,射速较低的注塑机台,使导光板易成型,增加排气,极大的提高了液晶模组的亮度和辉度,实验证明辉度在原始液晶模组基础上辉度提高10%以上,满足现在市场高亮液晶模组发展趋势,使液晶模组整体效果更匀称饱和,更完善,无亮暗不均现象,还使生产作业时产线良率高,返工少,产品厚度薄,所投入原材料减少,并达到了低碳环保要求,响应了全球节能减排的号召。
附图说明
16.图1为现有技术中导光板成型模具的水路结构的结构示意图;
17.图2为本实用新型实施例提供的优化导光板成型的水路结构的结构示意图;
18.图3为图2中管道一与管道二在对接状态下的剖面结构示意图;
19.图4为图3中a处放大的结构示意图;
20.图5为图4中b处放大的结构示意图。
21.主要符号说明:
22.1、模板;2、进胶口;3、水路流道;6、管道一;7、管道二;8、对接环一;9、对接环二;10、卡块;11、卡槽;12、插槽;13、套筒;14、螺杆;15、活塞一;16、塞槽二;17、活塞二;18、卡杆;19、弹簧;20、卡孔。
具体实施方式
23.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
24.请结合图2至图5,优化导光板成型的水路结构,包括设置在模板1的进胶口2以及三条水路流道3。模板1还具有型腔、水口穴位以及水口镶件等部分。三条水路流道3相对于进胶口2依次由近到远呈等间距排列,且三条水路流道3内输入的水流温度依次升高。
25.本实施例将传统的导光板模具的单一的加热水路流道改成三条水路流道3,并分别表示为冷却水路、加热水路、高温水路,优化了导光板的修模和成型,生产非常稳定。按照温度分区的方式增加三条水路流道3,其中最靠近进胶口2一侧的水路流道3为冷却水路,最远离进胶口2一侧的水路流道3为高温水路,而处于冷却水路与高温水路之间的水路流道3为加热水路。
26.由于最靠近进胶口2的水路通道3所对应的导光板模具内的区域易成型,则将该水
路通道3设计成冷却水路,以降低导光板模具内区域的成型速度。由于最远离进胶口2的水路通道3所对应的导光板模具内的区域难成型,则将该水路通道3设计成高温水路,以提高导光板模具内区域的成型速度,这可让网点发黑区的网点饱和。然后在冷却水路与高温水路中间设计一组过度用的加热水路,使导光板模具内的成型过程更加平稳,易成型,无气纹变形不良,并可选用一机多温控模温机搭配设计成耐磨块,提高生产效率。
27.水路流道3整体呈“u”字形结构。水路流道3的进水口和出水口上均设置有管道一6。管道一6远离水路流道3的一端可拆卸地安装有供水流输入或者输出的管道二7。管道一6与进水口或者出水口均通过密封螺接固定。
28.管道一6和管道二7上分别套接固定有对接环一8和对接环二9,对接环一8上穿插有与管道一6轴线方向相平行的卡块10,对接环二9上开设有与卡块10相配合的卡槽11。通过将接环一8上的卡块10卡入对接环二9上的卡槽11中,可实现管道一8与管道二7之间的初步对接。卡块10可以为截面呈圆形或者矩形的柱状物
29.对接环一8上开设有供卡块10插置的插槽12,通过插槽12可实现卡块10在对接一8上的插置。
30.卡块10的块体内具有沿其长度方向延伸的塞槽一(未标示)。塞槽一中设置有与其相配合的活塞一15。塞槽一中收容有液压油(未标示)。卡块10靠近卡槽11一端的侧壁上相对开设有两个与塞槽一垂直连通的塞槽二16,塞槽二16中设置有与其相配合的活塞二17,活塞二17上远离塞槽一的一侧设置有与卡杆18,卡槽11的槽壁内开设有与卡杆18相配合的卡孔20。通过调整活塞一15在塞槽一中的相对位置,可通过活塞一15挤压液压油传动之活塞二17,以推动卡杆18进入卡槽11中的卡孔20,实现卡块10与卡槽11之间相互锁定。
31.位于塞槽二16中的卡杆18上套设有弹簧19,当卡杆18进入卡孔20时会挤压弹簧19。
32.卡块10远离对接环二9的一端转动穿插有套筒13,套筒13的一端伸入塞槽一中、并螺纹插设有一螺杆14,螺杆14远离套筒13的一端固定在活塞一15的塞体上。
33.本实施例中塞槽一和活塞一15的截面均为矩形结构。通过拧转套筒13可使其与螺杆14相互螺纹作用,使螺杆14从套筒13中伸出或者缩入,从而调整活塞一15在塞槽一中的相对位置。
34.本实施例的管道二7在管道一6上的安装方法为,将管道二7对接在管道一6上,将卡块10插入插槽12并卡入卡槽11中,实现对接环一8与对接环二9之间的初步对接,再拧动套筒13使其与螺杆14相互螺纹作用,使螺杆14从套筒13中伸出带动活塞一15挤压液压油,活塞二17受压带动卡杆18卡入卡孔20中,使卡块10在卡槽11中之间锁紧固定,安装完成。
35.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。