1.本发明涉及一种通过水平移动引导单元供应盒组装体以在构建(build)盒内以粘合剂喷射方式造型出三维(three dimentional,3d)造型物,且可回收造型出3d造型物的盒组装体并连续输出3d造型物的可连续输出的粘合剂喷射式3d打印机。
背景技术:
2.3d打印技术是一种基于三维立体图式像在三维空间中印刷般制造物品的制造技术。
3.这种3d打印技术由于3d打印机的高昂的价格等而仅用于极有限的用途。然而近年来,3d打印机的价格降低而普遍化,原材料也不限于塑料材料,范围扩大到尼龙与金属等,从而应用于所有产业领域。
4.在3d打印方式中,存在以下方法:利用将激光注射到光固化性树脂来固化注射部分的原理的立体光刻设备(stereo lithographic apparatus,sla)、利用使用功能性高分子或金属粉末(powder)代替sla中的光固化性树脂并注射激光光线进行烧结成形的原理的选择性激光烧结(selective laser sintering,sls)、使用激光光线将涂有粘合剂的纸切割成所需的剖面并逐层层压成形的层压物体制造(laminated object manufacturing,lom)、使用喷墨(ink jet)打印机技术的弹道粒子制造(ballistic particle manufacturing,bpm)、以及通过将粉末涂在构建板并对涂布在构建板的粉末中的所需区域喷射粘合剂,利用粘合剂将粉末粘合从而逐层层压成型出造型物的粘合剂喷射(binder jet)等。
5.作为通过粘合剂与粉末造型出造型物的粘合剂喷射式3d打印机,已知有在韩国注册专利第10-1872210号(下文中称为“专利文献1”)中记载者。
6.在专利文献1的情况下,存在造型盒、粉末供应盒及粉末回收盒、造型板及执行器的构成非常复杂,3d打印工艺花费很多时间且生产性下降的问题。
7.[现有技术文献]
[0008]
[专利文献]
[0009]
[专利文献1]韩国注册专利第10-1872210号
技术实现要素:
[0010]
[发明所要解决的问题]
[0011]
本发明是为了解决所述的问题而提出的,其目的在于提供一种通过一体地形成包括粉末供应盒及构建盒的盒组装体并简化而使供应板与构建板的升降过程变容易,从而可改善3d打印工艺的所需时间并提高生产性的可连续输出的粘合剂喷射式3d打印机。
[0012]
[解决问题的技术手段]
[0013]
根据本发明的一特征的可连续输出的粘合剂喷射式3d打印机,包括:主框架(frame),配置有粘合剂喷嘴(nozzle)与粉末平坦化单元,并配置有构建区域、粉末供应区
域及回收区域;盒组装体,在内部配置有构建板的构建盒与在内部配置有供应板的粉末供应盒一体地配置;构建板升降单元,使所述构建板上升与下降;供应板升降单元,使所述供应板上升与下降;以及水平移动引导单元,对所述盒组装体的水平移动进行引导。
[0014]
另外,所述构建板与所述构建板升降单元或所述供应板与所述供应板升降单元通过配置在一侧的对准销(pin)与配置在另一侧的对准孔对准。
[0015]
另外,所述构建板与所述构建板升降单元或所述供应板与所述供应板升降单元通过磁力彼此结合。
[0016]
另外,还包括喷嘴头升降单元,所述喷嘴头升降单元使所述粘合剂喷嘴的喷嘴头上升与下降。
[0017]
另外,所述回收区域配置有多个且彼此连通。
[0018]
另外,还包括清洁单元。
[0019]
另外,所述清洁单元包括以下中的至少任一者:清洗液喷射喷嘴,向所述粘合剂喷嘴的喷嘴头的下表面喷射清洗液;刷子,对所述喷嘴头的下表面进行刷洗;以及空气喷嘴,对所述喷嘴头的下表面喷射空气。
[0020]
另外,包括配置在所述粘合剂喷嘴的侧面的密封材料,且所述主框架包括敞开的清洁区域,所述粘合剂喷嘴向所述清洁区域侧下降并在所述密封材料接触所述清洁区域的上表面的状态下对所述粘合剂喷嘴进行清洁。
[0021]
另外,还包括:加热单元,配置在所述粉末平坦化单元。
[0022]
另外,还包括:盒组装体升降单元,使所述水平移动引导单元上升与下降以使所述盒组装体上升与下降。
[0023]
[发明的效果]
[0024]
根据以上阐述的本发明的可连续输出的粘合剂喷射式3d打印机,具有以下效果。
[0025]
可通过粉末供应盒及构建盒一体地配置的盒组装体、水平移动引导单元、构建板升降单元及供应板升降单元连续地执行3d打印工艺,从而连续地输出造型物。
[0026]
由于回收盒围绕构建盒配置,因此可防止多余的粉末分散到主框架而使主框架变脏。因此,通过防止粉末飞散,可改善执行3d打印工艺时的工作环境。
[0027]
由于第一升降板及构建板与第二升降板及供应板分别通过磁力结合,因此通过第一升降板及第二升降板的上升及下降,可使构建板及供应板平稳地上升及下降。
[0028]
通过加热单元加热平坦化板,从而可进行粉末的预热。因此,可通过更快地硬化粘合剂来缩短3d打印工艺时间。
[0029]
通过升降水平移动引导单元,可同时实现盒组装体的平稳的水平移动与防止粉末泄漏到主框架与盒组装体的间隙中。
[0030]
通过限位器(stopper),在盒组装体水平移动时,可容易地使盒组装体位于正确位置,并有效地防止盒组装体的损坏。
[0031]
由于清洁区域、构建区域、粉末供应区域是单独区分开的,因此可有效地防止清洁工艺中产生的异物流入到构建区域、粉末供应区域,从而可借此提高3d打印工艺的可靠性。
附图说明
[0032]
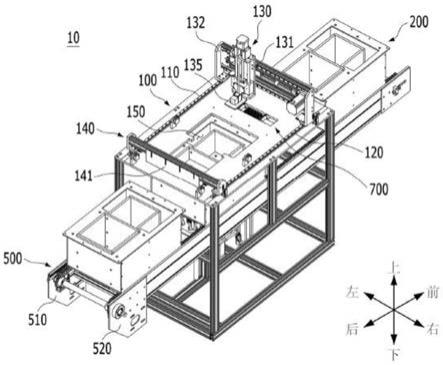
图1是本发明的粘合剂喷射式3d打印机的立体图。
[0033]
图2是本发明的粘合剂喷射式3d打印机的平面图。
[0034]
图3是图1的盒组装体的立体图。
[0035]
图4a至图4c是示出通过本发明的粘合剂喷射式3d打印机的构建板升降单元及供应板升降单元来升降构建板及供应板的剖视图。
[0036]
图5是图4a的第一升降板(或第二升降板)的立体图。
[0037]
图6是图4a的构建板(或供应板)的下表面的立体图。
[0038]
图7a及图7b是通过本发明的粘合剂喷射式3d打印机的盒组装体升降单元来升高盒组装体的侧视图。
[0039]
图8a及图8b是示出在本发明的粘合剂喷射式3d打印机的盒组装体位于工作位置时使盒组装体对准的限位器的动作的图。
[0040]
图9a至图9d是示出通过本发明的粘合剂喷射式3d打印机的清洁单元对粘合剂喷嘴进行清洁的过程的立体图。
[0041]
[符号的说明]
[0042]
10:粘合剂喷射式3d打印机
[0043]
100:主框架
[0044]
110:第一轨条
[0045]
120:第二轨条
[0046]
130:粘合剂喷嘴
[0047]
131:喷嘴主体
[0048]
132:喷嘴移动单元
[0049]
133:第一喷嘴导引件
[0050]
134:第二喷嘴导引件
[0051]
135:喷嘴头
[0052]
136:喷嘴头升降单元
[0053]
140:粉末平坦化单元
[0054]
141:平坦化板
[0055]
150:开口部
[0056]
151:构建区域
[0057]
152:粉末供应区域
[0058]
153:回收区域
[0059]
154:清洁区域
[0060]
200:盒组装体
[0061]
210:构建盒
[0062]
211:构建盒上部板
[0063]
212:构建板
[0064]
213:插入孔
[0065]
214:对准孔
[0066]
220:粉末供应盒
[0067]
222:供应板
[0068]
223:插入孔
[0069]
224:对准孔
[0070]
230:回收盒
[0071]
231:回收盒上部板
[0072]
300:构建板升降单元
[0073]
310:第一升降板
[0074]
311:突出部
[0075]
312:对准销
[0076]
313:磁体
[0077]
320:第一支柱
[0078]
330:第一升降板驱动部
[0079]
400:供应板升降单元
[0080]
410:第二升降板
[0081]
411:突出部
[0082]
412:对准销
[0083]
413:磁体
[0084]
420:第二支柱
[0085]
430:第二升降板驱动部
[0086]
500:水平移动引导单元510:第一链轨
[0087]
520:第二链轨
[0088]
530:盒组装体升降单元
[0089]
600:限位器
[0090]
610:限位器主体
[0091]
620:限位器升降部
[0092]
630:缓冲部
[0093]
631:滚轮
[0094]
632:弹性部
[0095]
700:清洁部
[0096]
710:清洁槽
[0097]
720:刷子具体实施方式
[0098]
以下的内容仅例示发明的原理。因此即便未在本说明书中明确地进行说明或示出,相应领域的技术人员也可实现发明的原理并发明包含于发明的概念与范围内的各种装置。另外,本说明书所列举的所有条件部用语及实施例在原则上应理解为仅是作为用于明确地理解发明的概念的目的,并不限制于如上所述特别列举的实施例及状态。
[0099]
所述的目的、特征及优点通过与附图相关的下文的详细说明而进一步变明了,因此在发明所属的技术领域内具有通常知识者可容易地实施发明的技术思想。
[0100]
将参照作为本发明的理想例示图的剖面图和/或立体图来说明本说明书中记述的实施例。因此,本发明的实施例并不限于所示出的特定形态,还包括根据制造工艺生成的形态的变化。
[0101]
以下,将参照图1至图9d对本发明的可连续输出的粘合剂喷射式3d打印机10进行说明。
[0102]
图1是本发明的粘合剂喷射式3d打印机的立体图,图2是本发明的粘合剂喷射式3d打印机的平面图,图3是图1的盒组装体的立体图,图4a至图4c是示出通过本发明的粘合剂喷射式3d打印机的构建板升降单元及供应板升降单元来升降构建板及供应板的剖视图,图5是图4a的第一升降板(或第二升降板)的立体图,图6是图4a的构建板(或供应板)的下表面的立体图,图7a及图7b是示出本发明的粘合剂喷射式3d打印机的盒组装体通过盒组装体升降单元而上升的侧视图,图8a及图8b是示出在本发明的粘合剂喷射式3d打印机的盒组装体位于工作位置时使盒组装体对准的限位器的动作的图,图9a至图9d是示出通过本发明的粘合剂喷射式3d打印机的清洁单元对粘合剂喷嘴进行清洁的过程的立体图。
[0103]
本发明的粘合剂喷射式3d打印机10如图1所示,通过水平移动引导单元500将盒组装体200从粘合剂喷射式3d打印机10的后方向前方移动并供应之后,进行3d打印工艺,通过3d打印工艺造型出的3d造型物与盒组装体200一起向前方移动并回收。如此,本发明的粘合剂喷射式3d打印机10是可通过多个盒组装体200的移动而连续地造型出3d造型物的可连续输出的粘合剂喷射式3d打印机10。
[0104]
如图1至图9d所示,本发明的可连续输出的粘合剂喷射式3d打印机10可包括以下构成:主框架100,配置有粘合剂喷嘴130与粉末平坦化单元140,且配置有构建区域151、粉末供应区域152及回收区域153;盒组装体200,在内部配置有构建板212的构建盒210与在内部配置有供应板222的粉末供应盒220一体地配置;构建板升降单元300,使构建板212上升与下降;供应板升降单元400,使供应板222上升与下降;水平移动引导单元500,对盒组装体200的水平移动进行引导;喷嘴头升降单元136,使粘合剂喷嘴130上升与下降;清洁部700,包括对粘合剂喷嘴130进行清洁的清洁单元;加热单元(未示出),配置在粉末平坦化单元140中;盒组装体升降单元530,使水平移动引导单元500上升与下降以使盒组装体200上升与下降;以及限位器600,使盒组装体200对准正确位置。
[0105]
主框架100、粘合剂喷嘴130及粉末平坦化单元140
[0106]
在下文中,参照图1至图4c对本发明的粘合剂喷射式3d打印机10的主框架100、粘合剂喷嘴130及粉末平坦化单元140进行说明。
[0107]
如图1及图2所示,在主框架100的左侧配置有沿前后方向形成的第一轨条110,且在主框架100的右侧配置有沿前后方向形成的第二轨条120。
[0108]
在主框架100的后方配置有粘合剂喷嘴130。
[0109]
如图1、图2、图9a至图9d所示,粘合剂喷嘴130可包括以下构成:喷嘴移动单元132,设置在第一轨条110及第二轨条120,以使粘合剂喷嘴130的喷嘴主体131可在前后方向上移动;第一喷嘴导引件133,配置在喷嘴移动单元132,以使喷嘴主体131可在左右方向上移动;以及喷嘴头升降单元136,使喷嘴头135沿着配置在喷嘴主体131的第二喷嘴导引件134上升与下降。
[0110]
喷嘴移动单元132设置在第一轨条110、第二轨条120。
[0111]
喷嘴移动单元132可沿着第一轨条110、第二轨条120在前后方向上移动。
[0112]
喷嘴主体131以可在左右方向上移动的方式设置在喷嘴移动单元132的第一喷嘴导引件133。
[0113]
喷嘴头升降单元136使喷嘴头135上升与下降。
[0114]
喷嘴头135的升降是根据配置在喷嘴主体131的第二喷嘴导引件134进行的。
[0115]
喷嘴头135起到喷射粘合剂(binder)的功能。
[0116]
喷嘴头135可通过喷嘴头升降单元136沿着上下方向、即z轴方向垂直地移动。
[0117]
喷嘴主体131可通过第一喷嘴导引件133沿着左右方向、即x轴方向水平地移动。
[0118]
喷嘴主体131可通过粘合剂喷嘴移动单元132沿着前后方向、即y轴方向水平地移动。
[0119]
根据如上所述的构成,喷嘴头135可在前后方向、左右方向及上下方向、即x轴方向、y轴方向及z轴方向上自由移动。因此,根据控制部(未示出)的控制,粘合剂喷嘴130的喷嘴头135可对构建板212的粉末选择性地喷射粘合剂。
[0120]
在主框架100的前方配置有粉末平坦化单元140。
[0121]
粉末平坦化单元140设置在第一轨条110、第二轨条120。
[0122]
粉末平坦化单元140可沿着第一轨条110、第二轨条120在前后方向、即y轴方向上移动。
[0123]
粉末平坦化单元140配置有平坦化板141。
[0124]
当粉末平坦化单元140沿着第一轨条110、第二轨条120在前后方向、即y轴方向上移动时,平坦化板141通过其下表面向构建板212供应供应板222的粉末的同时,起到将供应到构建板212的粉末平坦化的功能。
[0125]
在粉末平坦化单元140配置有加热单元(未示出)。
[0126]
加热单元起到对平坦化板141加热的功能。
[0127]
因此,当平坦化板141将供应板222的粉末供应到构建板212时,由于经加热的平坦化板141的下表面接触粉末,从而可对粉末进行加热、即预热。
[0128]
如此,经预热的粉末与从喷嘴头135喷射的粘合剂更快地反应,从而使其更快地硬化。因此,可缩短制造造型物的3d打印的时间。
[0129]
在主框架100配置有清洁部700。在清洁部700配置有清洁单元,稍后将对其进行说明。
[0130]
在主框架100的中央配置有与盒组装体200对应的开口部150。
[0131]
开口部150贯通主框架100的上表面、下表面形成。
[0132]
如图1及图2所示,开口部150可分为构建区域151、粉末供应区域152及回收区域153。
[0133]
构建区域151位于主框架100的清洁部700的后方,且布置有盒组装体200的构建盒210。此种构建区域151是通过粉末对3d造型物进行造型的区域。
[0134]
粉末供应区域152位于构建区域151的后方,且布置有盒组装体200的粉末供应盒220。此种粉末供应区域152是供应粉末的区域。
[0135]
回收区域153位于构建区域151的前方、构建区域151的左侧、构建区域151的右侧,且布置有盒组装体200的回收盒230。此种回收区域153是回收供应到构建区域151的粉末中的多余的粉末的区域。
[0136]
回收区域153可配置在构建区域151的前方、构建区域151的左侧、构建区域151的右侧中的每一者以形成多个区域。此种多个区域的回收区域153可彼此连通。
[0137]
与此不同,回收区域153可配置有彼此不连通的单独的多个回收区域153。在此情况下,多个回收区域153可由贯通主框架100的上表面、下表面的多个狭缝(slit)形成。
[0138]
盒组装体200
[0139]
在下文中,参照图1至图4c对本发明的粘合剂喷射式3d打印机10的盒组装体200进行说明。
[0140]
盒组装体200一体地配置有在内部具有构建板212的构建盒210与在内部具有供应板222的粉末供应盒220。
[0141]
详细来说,如图1至图4c所示,盒组装体200可包括以下构成:构建盒210,形成有3d造型物的造型;构建板212,配置在构建盒210的内部;粉末供应盒220,进行粉末的供应且配置在构建盒210的后方;供应板222,配置在粉末供应盒220的内部;以及回收盒230,以围绕构建盒210的前方、构建盒210的左侧及构建盒210的右侧的方式配置。
[0142]
构建盒210可包括形成内部空间的前方表面、后方表面、左侧表面及右侧表面、以及将除构建盒210的内部空间之外的上表面密闭的构建盒上部板211来构成。
[0143]
构建盒210的上表面中的一部分、即构建盒上部板211的内侧空间是敞开的。
[0144]
构建盒210的下表面是敞开的。
[0145]
构建盒210的前方表面、后方表面、左侧表面及右侧表面以从构建盒上部板211的上部突出的方式形成。
[0146]
在构建盒210的内部配置有构建板212,且构建板212代替构建盒210的敞开的下表面将构建盒210的下表面密闭。
[0147]
此种构建板212可通过构建板升降单元300在构建盒210内部空间内上升与下降。
[0148]
当盒组装体200位于正确位置、即盒组装体200位于主框架100的开口部150的下部时,构建盒210位于构建区域151。因此,当盒组装体200位于正确位置时,构建盒210的敞开的上表面位于开口部150中与构建区域151对应的区域。
[0149]
形成粉末供应盒220的内部空间的前方表面、后方表面、左侧表面及右侧表面以从回收盒230的回收盒上部板231的上部突出的方式形成。
[0150]
粉末供应盒220的上表面、即粉末供应盒220的内部空间的上部是敞开的。
[0151]
粉末供应盒220的下表面是敞开的。
[0152]
在粉末供应盒220的内部配置供应板222,且供应板222代替粉末供应盒220的敞开的下表面将粉末供应盒220的下表面密闭。
[0153]
此种供应板222可通过供应板升降单元400在粉末供应盒220内上升与下降。
[0154]
当盒组装体200位于正确位置、即盒组装体200位于主框架100的开口部150的下部时,粉末供应盒220位于粉末供应区域152。因此,当盒组装体200位于正确位置时,粉末供应盒220的敞开的上表面位于开口部150中与粉末供应区域152对应的区域。
[0155]
回收盒230的上表面是敞开的。
[0156]
回收盒230可包括布置在构建盒210的前方的前方回收盒、布置在构建盒210的左侧的左侧回收盒以及布置在构建盒210的右侧的右侧回收盒来构成。在此情况下,如图3所示,前方回收盒、左侧回收盒及右侧回收盒可具有彼此连通的结构。
[0157]
回收盒230通过在利用平坦化板141从粉末供应盒220向构建盒210供应粉末时将多余的粉末回收到回收盒230内部,从而起到回收粉末的功能。
[0158]
如上所述,由于回收盒230以围绕构建盒210的方式由前方回收盒、左侧回收盒及右侧回收盒形成,因此可防止多余的粉末分散到主框架100而使主框架100变脏。因此,通过防止粉末飞散,可改善在进行3d打印工艺时的工作环境。
[0159]
构建板升降单元300
[0160]
在下文中,参照图1至图6对本发明的粘合剂喷射式3d打印机10的构建板升降单元300进行说明。
[0161]
构建板升降单元300起到使构建板212上升与下降的功能。
[0162]
构建板升降单元300以在盒组装体200位于正确位置时位于盒组装体200的构建板212下部的方式位于主框架100的构建区域151下部。
[0163]
构建板升降单元300可包括以下构成:第一升降板310,与构建板212结合;第一支柱320,连接到第一升降板310的下部;以及第一升降板驱动部330,通过升降第一支柱320使第一升降板310上升与下降。
[0164]
如图5所示,第一升降板310的上表面中央配置有突出部311,且在突出部311的周围配置有多个对准销312。
[0165]
如图6所示,在构建板212的下表面中央配置有供突出部311插入的插入孔213及供多个对准销312分别插入的多个对准孔214。
[0166]
在盒组装体200位于正确位置的图4a的状态下,如图4b所示,第一升降板310通过第一升降板驱动部330及第一支柱320上升,使第一升降板310的上部结合到构建板212的下部。
[0167]
在第一升降板310与构建板212结合时,第一升降板310的突出部311插入到构建板212的插入孔213,且第一升降板310的多个对准销312中的每一者插入到构建板212的多个对准孔214中的每一者。
[0168]
突出部311及多个对准销312起到使第一升降板310与构建板212的结合与对准变容易的功能。
[0169]
如上所述,由于第一升降板310与构建板212结合,如图4c所示,第一升降板310通过第一升降板驱动部330的作动而上升,且构建板212也如第一升降板310般上升。
[0170]
构建板212与构建板升降单元300的第一升降板310的结合可通过磁力进行。
[0171]
详细地进行说明,在突出部311的内部可配置通过供电产生磁力的磁体313,且构建板212本身或插入孔213可由金属材质制成。
[0172]
因此,当第一升降板310与构建板212结合时,若供电则第一升降板310与构建板212可通过磁体以磁力结合。
[0173]
如上所述,由于第一升降板310与构建板212通过磁力结合,因此在第一升降板310下降时,构建板212也可如第一升降板310般下降。
[0174]
详细地进行说明,在第一升降板310与构建板212通过突出部311及多个对准销312结合的情况下,在第一升降板310下降时,构建板212的下降可能无法顺利进行。其原因在于在构建板212的周边面处配置有密封材料以使粉末不会通过构建盒210的敞开的下部泄漏,因此构建板212由于摩擦力而难以通过自身重量下降。然而,如上所述,当第一升降板310与构建板212通过磁性彼此结合时,随着第一升降板310的下降构建板212也可下降。
[0175]
在所述的说明中,作为一例,基于磁体313、突出部311及多个对准销312配置在第
一升降板310的上表面,且插入孔213及多个对准孔214配置在构建板212的下表面的情况进行说明,但是可具有与此不同的构成。
[0176]
换句话说,突出部311可配置在第一升降板310的上表面及构建板212的下表面中的任一者,而插入孔213配置在第一升降板310的上表面及构建板212的下表面中的其余一者。
[0177]
另外,多个对准销312可配置在第一升降板310的上表面及构建板212的下表面中的任一者,而多个对准孔214配置在第一升降板310的上表面及构建板212的下表面中的其余一者。
[0178]
另外,磁体313配置在第一升降板310的上表面及构建板212的内部中的任一者,而第一升降板310的上表面及构建板212的下表面中的其余一者可由金属制成。
[0179]
即,构建板212与构建板升降单元300的第一升降板310可通过配置在一侧的对准销312与配置在另一侧的对准孔214对准且彼此结合。
[0180]
供应板升降单元400
[0181]
在下文中,参照图1至图6对本发明的粘合剂喷射式3d打印机10的供应板升降单元400进行说明。
[0182]
供应板升降单元400起到使供应板222上升与下降的功能。
[0183]
供应板升降单元400以在盒组装体200位于正确位置时位于盒组装体200的供应板222下部的方式位于主框架100的粉末供应区域152下部。
[0184]
供应板升降单元400可包括以下构成:第二升降板410,与供应板222结合;第二支柱420,连接到第二升降板410的下部;以及第二升降板驱动部430,通过升降第二支柱420使第二升降板410升降。
[0185]
如图5所示,在第二升降板410的上表面中央配置有突出部411,且突出部411的周围配置有多个对准销412。
[0186]
如图6所示,在供应板222的下表面的中央配置有供突出部411插入的插入孔223以及供多个对准销412中的每一者插入的多个对准孔224。
[0187]
在盒组装体200位于正确位置的图4a的状态下,如图4b所示,第二升降板410通过第二升降板驱动部430及第二支柱420上升,使第二升降板410的上部结合到供应板222的下部。
[0188]
在第二升降板410与供应板222结合时,第二升降板410的突出部411插入到供应板222的插入孔223,且第二升降板410的多个对准销412中的每一者插入到供应板222的多个对准孔224中的每一者。
[0189]
突出部411及多个对准销412起到使第二升降板410与供应板222的结合与对准变容易的功能。
[0190]
如上所述,由于第二升降板410与供应板222结合,如图4c所示,第二升降板410通过第二升降板驱动部430的作动而上升,且供应板222也如第二升降板410般上升。
[0191]
供应板222与供应板升降单元400的第二升降板410的结合可通过磁力进行。
[0192]
详细地进行说明,在突出部411的内部可配置通过供电产生磁力的磁体413,且供应板222本身或插入孔223可由金属材质制成。
[0193]
因此,当第二升降板410与供应板222结合时,当供电时第二升降板410与供应板
222可通过磁体以磁力结合。
[0194]
如上所述,由于第二升降板410与供应板222通过磁力结合,因此在第二升降板410下降时,供应板222也如第二升降板410般下降。
[0195]
详细地进行说明,在第二升降板410与供应板222通过突出部411及多个对准销412结合的情况下,在第二升降板410下降时,供应板222的下降可能无法顺利进行。其原因在于在供应板222的周边面处配置有密封材料以使粉末不会通过供应盒220的敞开的下部泄漏,因此供应板222由于摩擦力而难以通过自身重量下降。然而,如上所述,当第二升降板410与供应板222通过磁性彼此结合时,随着第二升降板410的下降供应板222也可下降。
[0196]
在所述的说明中,作为一例,基于磁体413、突出部411及多个对准销412配置在第二升降板410的上表面,而插入孔223及多个对准孔224配置在供应板222的下表面的情况进行了说明,但是可具有与此不同的构成。
[0197]
换句话说,突出部411配置在第二升降板410的上表面及供应板222的下表面中的任一者,而插入孔223可配置在第二升降板410的上表面及供应板222的下表面中的其余一者。
[0198]
另外,多个对准销412配置在第二升降板410的上表面及供应板222的下表面中的任一者,而多个对准孔224可配置在第二升降板410的上表面及供应板222的下表面中的其余一者。
[0199]
另外,磁体413配置在第二升降板410的上表面及供应板222的内部中的任一者,而第二升降板410的上表面及供应板222的下表面中的其余一者可由金属制成。
[0200]
即,供应板222与供应板升降单元400的第二升降板410可通过配置在一侧的对准销412与配置在另一侧的对准孔224对准且彼此结合。
[0201]
水平移动引导单元500
[0202]
在下文中,参照图1、图7a及图7b对水平移动引导单元500进行说明。
[0203]
水平移动引导单元500位于主框架100的下部,且起到在前后方向上移动盒组装体200的功能。
[0204]
水平移动引导单元500可包括位于主框架100的下部左侧的第一链轨510与位于主框架100的下部右侧的第二链轨520。
[0205]
盒组装体200安装在第一链轨510、第二链轨520的上部。
[0206]
当盒组装体200安装在第一链轨510、第二链轨520的上部时,盒组装体200位于主框架100与第一链轨510、第二链轨520之间。
[0207]
通过第一链轨510、第二链轨520的链的旋转,盒组装体200可从粘合剂喷射式3d打印机10的前方向后方水平移动。
[0208]
如图7a及图7b所示,盒组装体升降单元530使水平移动引导单元500、即第一链轨510、第二链轨520上升与下降,以使盒组装体200上升与下降。
[0209]
在盒组装体200安装在第一链轨510、第二链轨520的上部且通过链的旋转从粘合剂喷射式3d打印机10的前方向后方移动时,如图7a所示,第一链轨510、第二链轨520保持下降的状态。
[0210]
在此情况下,盒组装体200的上部与主框架100的下表面隔开。
[0211]
如此,由于主框架100的下表面与盒组装体200的上部彼此隔开,因此盒组装体200
并未夹在主框架100与第一链轨510、第二链轨520之间,因此,通过第一链轨510、第二链轨520的盒组装体200的水平移动可平稳地进行。
[0212]
之后,当盒组装体200位于正确位置时,如图7b所示,盒组装体升降单元530进行作动使第一链轨510、第二链轨520上升。
[0213]
因此,盒组装体200也与第一链轨510、第二链轨520一起上升。
[0214]
当盒组装体200上升时,盒组装体200的构建盒210的构建盒上部板211与主框架100的下表面紧密接触,且突出到构建盒210的上部的前方表面、后方表面、左侧面及右侧面插入到开口部150的构建区域151内。
[0215]
另外,当盒组装体200上升时,盒组装体200的回收盒230的回收盒上部板231与主框架100的下表面紧密接触,且突出到粉末供应盒220的上部的前方表面、后方表面、左侧面及右侧面插入到开口部150的粉末供应区域152内。
[0216]
如上所述,由于突出到粉末供应盒220的上部的前方表面、后方表面、左侧面及右侧面插入到开口部150的粉末供应区域152内,因此使得主框架100与粉末供应盒220之间的间隙被填满。因此,即使供应板222上升以供应粉末,粉末也不会泄漏到主框架100的下部。
[0217]
另外,由于突出到构建盒210的上部的前方表面、后方表面、左侧面及右侧面插入到开口部150的构建区域151内,因此主框架100与构建盒210及回收盒230之间的间隙被填满。因此,即使粉末从粉末供应盒220供应,粉末也仅被回收盒230回收或流入到构建盒210内部,且粉末不会泄漏到主框架100的下部。
[0218]
通过如上所述的构成,在使盒组装体200通过第一链轨510、第二链轨520水平移动以供应及回收盒组装体200时,如图7a所示,在盒组装体升降单元530使第一链轨510、第二链轨520下降并执行3d打印工艺时,如图7b所示,通过盒组装体升降单元530使第一链轨510、第二链轨520上升与下降,从而可同时实现盒组装体200的平稳的水平移动与防止粉末泄漏到主框架100与盒组装体200之间的间隙中。
[0219]
所述的盒组装体升降单元530可为通过液压或气压使第一链轨510、第二链轨520上升或下降的液压缸或气压缸。
[0220]
限位器600
[0221]
在下文中,对限位器600进行说明。
[0222]
当盒组装体200通过水平移动引导单元、即第一链轨510、第二链轨520从粘合剂喷射式3d打印机10的后方移动到前方时,限位器600起到将盒组装体200对准到正确位置的功能。
[0223]
如图8a及图8b所示,限位器600可包括以下构成:限位器主体610;限位器升降部620,使限位器主体610上升与下降;以及缓冲部630,配置在限位器主体610的后方,以与盒组装体200的前方接触。
[0224]
为了执行3d打印工艺,当盒组装体200通过水平移动引导单元、即第一链轨510、第二链轨520从后方向前方移动时,如图8a所示,限位器600的限位器主体610保持为下降的状态。
[0225]
之后,当限位器升降部620使限位器主体610上升时,盒组装体200的前方表面与配置在限位器主体610的后方的缓冲部相接。
[0226]
在此情况下,由于限位器600位于主框架100的开口部150的前方的下部,因此被限
位器600的缓冲部630阻挡的盒组装体200使粉末供应盒220位于粉末供应区域152的下部,且使构建盒210位于构建区域151的下部,从而使其位于正确位置。
[0227]
为了防止损坏盒组装体200,缓冲部630可包括与盒组装体200的前方表面紧密接触的滚轮631以及向滚轮赋予弹性力的弹性部632来构成。因此,当盒组装体200与滚轮631接触时,通过弹性部632使滚轮631临时向前方移动,然后再移动到原位置,从而可减轻由盒组装体200带来的冲击。因此,可防止损坏盒组装体200及限位器600。
[0228]
由于配置具有如上所述的构成的限位器600,因此当盒组装体200水平移动时,可容易地使盒组装体200位于正确位置,且由此,粘合剂喷射式3d打印机10的3d打印工艺的连续输出可顺利地进行。
[0229]
清洁部700
[0230]
以下,对清洁部700进行说明。
[0231]
如图9a至图9d所示,在主框架100配置清洁部700。
[0232]
清洁部700起到对粘合剂喷嘴130的喷嘴头135进行清洁的功能。
[0233]
清洁部700包括清洁槽710与配置在清洁槽710内部的清洁单元来构成。
[0234]
清洁槽710在主框架100上部位于开口部150的构建区域151的前方。
[0235]
清洁槽710的上部是敞开的而下部是密闭的且左右长长地形成。
[0236]
此种清洁槽710形成清洁区域154。
[0237]
清洁单元可包括以下中的至少任一者构成:清洗液喷射喷嘴(未示出),配置在清洁槽710的内部,且对粘合剂喷嘴130的喷嘴头135的下表面喷射清洗液;刷子720,刷洗喷嘴头135的下表面;以及空气喷嘴(未示出),对喷嘴头135的下表面喷射空气。
[0238]
清洗液喷射喷嘴起到通过喷射清洗液去除喷嘴头135的下表面的粉末等异物的功能。
[0239]
刷子720通过刷子720与喷嘴头135的下表面的物理接触起到去除喷嘴头135的下表面的粉末等异物的功能。
[0240]
空气喷嘴通过喷射空气起到去除喷嘴头135的下表面的粉末等异物的功能,同时起到干燥清洗液的功能。
[0241]
作为一例,在图9a至图9d中仅示出了刷子720,但是优选为清洁单元配置有刷子720、空气喷嘴及清洗液喷射喷嘴全部。
[0242]
另外,由清洁单元进行的清洁顺序优选按照刷子720、空气喷嘴、清洗液喷射喷嘴、刷子720、空气喷嘴的顺序进行。其原因在于,在通过刷子720去除大的异物并通过空气喷嘴及清洗液去除小的异物之后,可再次通过刷子720及空气喷嘴擦拭清洗液并使其干燥。
[0243]
因此,配置在清洁槽710的清洁单元优选为按照从粘合剂喷射式3d打印机10的右侧到左侧的顺序配置刷子720、空气喷嘴、清洗液喷射喷嘴、刷子720、空气喷嘴,且喷嘴头135从粘合剂喷射式3d打印机10的右侧向左侧的顺序移动来执行清洁工艺。
[0244]
在下文中,参照图9a至图9d对由清洁部700进行的清洁工艺详细地进行说明。
[0245]
为了清洁粘合剂喷嘴130,如图9a所示,粘合剂喷嘴130通过喷嘴移动单元132向前方移动,且喷嘴主体131沿着第一喷嘴导引件133向右侧移动。
[0246]
之后,如图9b所示,喷嘴头135通过喷嘴头升降单元136沿着第二喷嘴导引件134下降以进入到清洁槽710内部。
[0247]
之后,如图9c所示,喷嘴主体131沿着第一喷嘴导引件133向左侧移动,从而通过刷子720等清洁工具清洁喷嘴头135的下表面。
[0248]
如图9d所示,在喷嘴主体131沿着第一喷嘴导引件133移动至清洁槽710的最左侧而完成喷嘴头135的下表面清洁后,喷嘴头135通过喷嘴头升降单元136沿着第二喷嘴导引件134上升。如上所述,随着喷嘴头135上升,由清洁单元进行的清洁工艺彻底完成。
[0249]
如上所述,在本发明的粘合剂喷射式3d打印机10的情况下,喷嘴头135可以在前后方向及左右方向上水平移动的同时可在上下方向上垂直移动的方式配置,从而可容易地执行在清洁槽710内部的清洁。
[0250]
如此,随着在清洁槽710内部对喷嘴头135进行清洁,进行喷嘴头135的清洁的清洁区域154可形成与构建区域151、粉末供应区域152等执行3d打印工艺的空间独立的单独的空间。
[0251]
因此,可从根本上阻断喷嘴头135下表面的异物等与清洗液流入到粉末供应盒220或构建盒210,从而可提高3d打印工艺的可靠性。
[0252]
尽管图中未示出,但是清洁部700可包括将清洁槽710的上部密封的上部板。
[0253]
可在上部板形成供喷嘴头135插入的头孔。因此,上部板将敞开的清洁槽710、即敞开的清洁区域154的上部中的一部分密闭。
[0254]
上部板可以可在左右方向上滑动的方式配置。因此,当上部板与喷嘴头135一起从右侧向左侧移动时,喷嘴头135可以喷嘴头135呈插入到头孔的状态沿着清洁槽710从右侧向左侧移动。
[0255]
在此情况下,可在粘合剂喷嘴130的侧表面或喷嘴头135的侧表面配置密封材料(未示出)。
[0256]
当喷嘴头135插入到头孔中时,密封材料起到将喷嘴头135与上部板的头孔之间的间隙密封的功能。因此,当喷嘴头135下降时,密封材料的下表面处于与上部板的上表面接触的状态。
[0257]
换句话说,粘合剂喷嘴130包括配置在粘合剂喷嘴130的侧表面的密封材料,且主框架100包括敞开的清洁区域154,且粘合剂喷嘴130向所述清洁区域154侧下降时可在密封材料与清洁区域154的上表面接触的状态下对粘合剂喷嘴130进行清洁。
[0258]
如上所述,由于配置有上部板与密封材料,因此在进行清洁工艺时,清洁区域154与清洁区域154的外部被完全分隔成单独的独立的空间,从而可有效地防止在清洁工艺中去除的异物分散到清洁区域154的外部。
[0259]
使用本发明的粘合剂喷射式3d打印机10的3d打印工艺
[0260]
在下文中,对使用本发明的粘合剂喷射式3d打印机10的3d打印工艺进行说明。
[0261]
首先,为了执行3d打印工艺,盒组装体200以安装在第一链轨510、第二链轨520的上部的状态从粘合剂喷射式3d打印机10的后方移动到前方。
[0262]
之后,如图8b所示,通过限位器主体610的上升,使滚轮631与盒组装体200的前方表面紧密接触,并使盒组装体200位于正确位置。
[0263]
在盒组装体200位于正确位置之后,如图7b所示,第一链轨510、第二链轨520通过盒组装体升降单元530上升且盒组装体200自身上升。因此,突出到构建盒210的上部的前方表面、后方表面、左侧表面及右侧表面插入到开口部150的构建区域151内,且突出到粉供应
盒220的上部的前方表面、后方表面、左侧表面及右侧表面插入到开口部150的粉末供应区域152内。
[0264]
在盒组装体200上升后,如图4a及图4b所示,第一升降板310与第二升降板410分别通过构建板升降单元300与供应板升降单元400上升,且与构建板212及供应板222分别结合。
[0265]
之后,第一升降板310被完全升起,且在构建盒210内使构建板212升至最上部。
[0266]
当构建板212通过第一升降板310按照粉末层的高度下降时,第二升降板410使供应板222上升,且粉末平坦化单元140从后方向前方移动,通过平坦化板141将供应板222的粉末供应到构建板212。在此情况下,供应到构建板212的粉末变成在构建板212的上部形成一个层的粉末层。
[0267]
之后,粘合剂喷嘴130的喷嘴头135根据造型物的形状将粘合剂喷射到构建板212的粉末层。当粉末被粘合剂粘合时,构建板212下降且供应板222上升,从而通过粉末平坦化单元140进行的粉末供应可再次进行。
[0268]
如上所述,通过重复执行粉末供应及粘合剂喷射工艺,从而可完成3d造型物的造型。
[0269]
之后,解除第一升降板310与构建板212的结合及第二升降板410与供应板222的结合,且使限位器主体610下降。
[0270]
盒组装体200通过第一链轨510、第二链轨520向前方移动,从而可回收在构建盒210内完成的造型物。
[0271]
之后,使位于回收造型物的盒组装体200的后方的盒组装体200再次位于正确位置,重复上述过程,从而实现3d打印工艺的连续输出。
[0272]
如上所述,本发明的粘合剂喷射式3d打印机10可通过一体地配置粉末供应盒220及构建盒210的盒组装体200、水平移动引导单元500、构建板升降单元300及供应板升降单元400连续地执行3d打印工艺以连续地输出造型物。
[0273]
尽管已参考附图所示的实施例说明了本发明,但其仅是示例性的,且本技术领域的具有通常知识者将理解可据此进行各种变形及实现等效的其他实施例。因此,本发明的真正的技术保护范围应根据所附权利要求书的技术思想来确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
