一种液流电池组件密封的工艺方法
1.技术领域
2.本发明涉及大规模储能技术领域,尤其涉及一种液流电池组件密封的工艺方法。
3.
背景技术:
4.大规模储能技术是新能源发展的关键支撑技术。液流电池因其可扩展性强、安全性高、循环寿命长等优点,在大规模储能领域具有广阔的发展前景。但液流电池电堆的密封一直是困扰液流电池发展的关键瓶颈。传统的液流电池电堆密封方案采用机械压缩密封条或者密封垫的方案,虽然短时间可以实行电堆的密封,但在电池长时间运行过程中,密封材料的老化、蠕变会导致其密封失效,进而导致电堆中电解液的泄露,造成电池效率和容量的降低,也造成电解液对环境的污染问题。
5.电堆的密封的关键,在于电池各个组件之间的密封。之前有专利技术提出,采用激光焊接的方式来实现电池组件之间的密封,这种密封方式虽然可以实现电池组件之间的有效密封,但激光焊接设备投资成本高,使用寿命较短,难以在电池生产过程中广泛使用。
6.如果实现液流电池的电池组件间,高效、可靠、低成本地密封,是开发高性能低成本电堆的关键问题。针对这个问题,本发明提出以下解决方案。
7.
技术实现要素:
8.为解决上述技术问题,本发明设计了一种液流电池组件密封的工艺方法。
9.本发明采用如下技术方案:一种液流电池组件密封的工艺方法,其步骤为:s1:每两块液流框夹持住一块双极板,将液流框与双极板的衔接处内侧一圈做斜切口处理,并在一圈斜切口处放置与液流框为同种材质的焊条;s2:在液流框和双极板上表面分别覆盖一层隔热板;s3:热风设备对隔热板、双极板、液流框围成的焊接区域提供热风,热风温度为150-350℃,通过热风熔接的方法使得斜切口处的焊条、液流框和双极板三者熔化并相互融合,形成一圈焊缝密封。
10.作为优选,所述液流框和焊条材料为fep,pvdf,pe,pp,pvc中的一种或多种。
11.作为优选,所述双极板含有fep,pvdf,pe,pp,pvc中的一种或多种高分子成分,质量分数为20-60%。
12.作为优选,所述质量分数为30-50%。
13.作为优选,热风熔接时,在隔热板和双极板之间,施加垂直于双极板和液流框平面的压力,压力大小为1kpa-10mpa,施加的压力在完成整个熔接过程降温至室温后再撤去。
14.作为优选,所述压力大小为10-100kpa。
15.作为优选,所述热风温度为200-300℃。
16.作为优选,热风设备在焊接时,沿着焊接区域,在人工或者机械的夹持下,做匀速运动,最终形成闭合的口字型焊缝。
17.本发明的有益效果是:本发明能够低成本、高效率、高可靠性地形成双级板与液流框一体化结构,可以有效防止双极板与液流框之间的漏液发生,提高电堆的可靠性。
18.附图说明
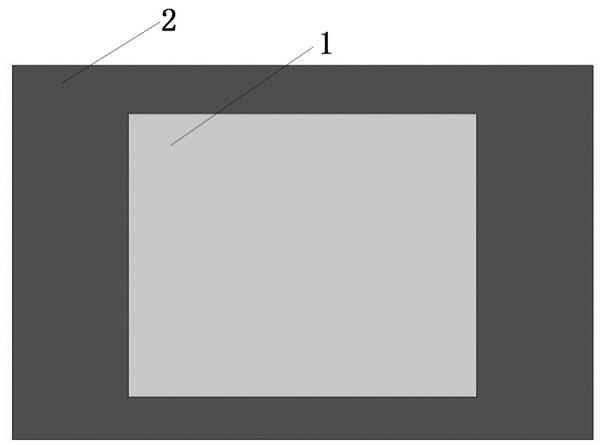
19.图1是本发明双极板和液流框的组合的一种剖视图;图2是本发明双极板和液流框的组合的一种俯视图;图3是本发明密封方案的结构示意图;图中:1、双极板,2、液流框,3、焊条,4、隔热板。
20.具体实施方式
21.下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述:实施例:如图1-图3所示,一种液流电池组件密封的工艺方法,其步骤为:s1:每两块液流框夹持住一块双极板1,将液流框2与双极板1的衔接处内侧一圈做斜切口处理,并在一圈斜切口处放置与液流框为同种材质的焊条3;s2:在液流框2和双极板1上表面分别覆盖一层隔热板4;s3:热风设备对隔热板4、双极板1、液流框2围成的焊接区域提供热风,热风温度为200-300℃,通过热风熔接的方法使得斜切口处的焊条3、液流框2和双极板1三者熔化并相互融合,形成一圈焊缝密封。
22.液流框2和焊条材料为fep,pvdf,pe,pp,pvc中的一种或多种。
23.双极板1含有fep,pvdf,pe,pp,pvc中的一种或多种高分子成分,质量分数为30-50%。
24.热风熔接时,在隔热板4和双极板1之间,施加垂直于双极板1和液流框2平面的压力,压力大小为10-100kpa,施加的压力在完成整个熔接过程降温至室温后再撤去。这将有助于消除焊接区受热带来的热形变。
25.热风设备在焊接时,沿着焊接区域,在人工或者机械的夹持下,做匀速运动,最终形成闭合的口字型焊缝。使得双级板1与液流框2牢不可分的结合在一起,形成可以防止双级板1与液流框2之间漏液的一体化结构。
26.隔热板4的作用为,防止热风焊接时,热风加热到焊接区以外的非焊接区,导致组件因受热发生形变。
27.以上所述的实施例只是本发明的一种较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
技术特征:
1.一种液流电池组件密封的工艺方法,其特征是,其步骤为:s1:每两块液流框夹持住一块双极板,将液流框与双极板的衔接处内侧一圈做斜切口处理,并在一圈斜切口处放置与液流框为同种材质的焊条;s2:在液流框和双极板上表面分别覆盖一层隔热板;s3:热风设备对隔热板、双极板、液流框围成的焊接区域提供热风,热风温度为150-350℃,通过热风熔接的方法使得斜切口处的焊条、液流框和双极板三者熔化并相互融合,形成一圈焊缝密封。2.根据权利要求1所述的一种液流电池组件密封的工艺方法,其特征是,所述液流框和焊条材料为fep,pvdf,pe,pp,pvc中的一种或多种。3.根据权利要求1所述的一种液流电池组件密封的工艺方法,其特征是,所述双极板含有fep,pvdf,pe,pp,pvc中的一种或多种高分子成分,质量分数为20-60%。4.根据权利要求3所述的一种液流电池组件密封的工艺方法,其特征是,所述质量分数为30-50%。5.根据权利要求1所述的一种液流电池组件密封的工艺方法,其特征是,热风熔接时,在隔热板和双极板之间,施加垂直于双极板和液流框平面的压力,压力大小为1kpa-10mpa,施加的压力在完成整个熔接过程降温至室温后再撤去。6.根据权利要求5所述的一种液流电池组件密封的工艺方法,其特征是,所述压力大小为10-100kpa。7.根据权利要求1所述的一种液流电池组件密封的工艺方法,其特征是,所述热风温度为200-300℃。8.根据权利要求1所述的一种液流电池组件密封的工艺方法,其特征是,热风设备在焊接时,沿着焊接区域,在人工或者机械的夹持下,做匀速运动,最终形成闭合的口字型焊缝。
技术总结
本发明公开了一种液流电池组件密封的工艺方法,该方法通过每两块液流框夹持住一块双极板,将液流框与双极板的衔接处内侧一圈做斜切口处理,并在一圈斜切口处放置与液流框为同种材质的焊条;在液流框和双极板上表面分别覆盖一层隔热板;通过热风熔接的方法使得斜切口处的焊条、液流框和双极板三者熔化并相互融合,形成一圈焊缝密封。本发明能够低成本、高效率、高可靠性地形成双级板与液流框一体化结构,可以有效防止双极板与液流框之间的漏液发生,提高电堆的可靠性。提高电堆的可靠性。提高电堆的可靠性。
技术研发人员:侯晓东 姚飞奇 袁雨锋 曾义凯
受保护的技术使用者:西子清洁能源装备制造股份有限公司
技术研发日:2021.12.31
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。