一种h型钢加工用边角矫形装置及其使用方法
技术领域
1.本发明涉及机械加工领域,特别是涉及一种h型钢加工用边角矫形装置及其使用方法。
背景技术:
2.h型钢在加工的过程中会对h型钢进行焊接,焊接之后的h型钢在边角处容易受热产生形变,所以需要使用边角矫形加工机构对h型钢进行矫形,现有的边角矫形加工机构,矫形轮之间的间距是固定的,只能对单一尺寸规格的h型钢进行矫形,机构的适用性范围比较小,而且进行矫形作业时,仅能对h型钢的单一面进行矫形,在矫形完一面后,需要对型钢进行翻面,再进行另一面的矫形,降低了对h型钢矫形的效率,增加了人工的劳动量。
技术实现要素:
3.本发明的目的就在于为了解决上述问题而提供一种h型钢加工用边角矫形装置及其使用方法。
4.本发明通过以下技术方案来实现上述目的:
5.一种h型钢加工用边角矫形装置,包括支撑机构,所述支撑机构上设置有用于对h型钢进行移送的送料机构,所述送料机构两侧设置有用于对h型钢上下边角进行矫形的矫形机构,所述支撑机构上位于所述矫形机构外侧设置有用于对h型钢进行摆正的摆正机构,所述送料机构、所述矫形机构、所述摆正机构均与所述支撑机构连接;
6.所述支撑机构包括箱体,所述箱体上端前后侧对称设置有立板,所述立板上设置有所述矫形机构滑动的通槽;所述送料机构包括穿设在所述箱体上的传动轴,所述传动轴上设置有主齿轮,所述主齿轮上侧啮合有副齿轮,所述副齿轮上穿设有转动轴,所述转动轴上位于所述副齿轮前侧设置有辊轮,所述传动轴后端通过变速箱连接有电动机;
7.所述矫形机构包括前后对称设置在所述立板上的第一滑块,所述第一滑块间设置有上压辊,所述上压辊下侧设置有用于对h型钢翼板内壁面施压的内撑机构,所述第一滑块上端设置有第一液压柱,远离所述上压辊一侧设置有下矫辊,所述下矫辊上侧也设置有用于对h型钢翼板内壁面施压的内撑机构;
8.所述摆正机构包括前后对称设置的第三液压柱,所述第三液压柱活动杆端部设置有双向液压柱,所述双向液压柱两端均设置有摆正轮。
9.进一步设置:所述内撑机构包括第二滑块,所述第二滑块上设置有第二液压柱,所述第二滑块内壁上设置有第三液压柱,所述第三液压柱活动杆端部设置有内压辊,所述内压辊与所述第三液压柱转动连接。
10.如此设置,通过所述第二液压柱对所述第二滑块相对所述第一滑块间距进行调整,通过所述第三液压柱的伸缩,调整所述内压辊相对腹板的间距,便于适应不同规格h型钢的使用。
11.进一步设置:所述内撑机构包括第二滑块,所述第二滑块上设置有第二液压柱,所
述第二滑块上穿设有螺柱,所述螺柱相对端设置有内压辊,所述螺柱外端设置有手轮,所述螺柱上位于所述立板前后侧均设置有锁定螺母,所述内压辊与所述螺柱转动连接,所述螺柱与所述第二滑块螺纹连接。
12.如此设置,通过所述第二液压柱对所述第二滑块相对所述第一滑块间距进行调整,通过所述螺柱的转动,调整所述内压辊相对腹板的间距,之后通过所述锁定螺母对所述螺柱位置进行锁定,便于适应不同规格h型钢的使用。
13.进一步设置:所述箱体两侧均设置有架体,所述架体上端通过轴承座连接有支撑辊,所述支撑辊间隔均布设置,所述支撑辊上切面与所述辊轮上切面平齐。
14.如此设置,对h型钢在矫形前后进行辅助支撑。
15.进一步设置:所述第二滑块前后对称设置,所述第二滑块两侧均设置有一处,且与所述上压辊、所述下矫辊上下对应,所述第二滑块与所述立板滑动连接。
16.如此设置,使所述上压辊、所述下矫辊与各自对应的所述内压辊对h型钢上下翼板进行同步矫形,提高矫形效率。
17.进一步设置:所述主齿轮与所述传动轴键连接,所述副齿轮与所述转动轴键连接,所述转动轴与所述立板转动连接,所述辊轮上切面与所述下矫辊上切面平齐。
18.如此设置,使所述电动机的动力稳定的通过所述传动轴传递给所述转动轴,带动所述辊轮进行转动,对h型钢进行移动支撑。
19.进一步设置:所述上压辊与所述第一滑块转动连接,所述第一滑块与所述立板滑动连接,所述下矫辊与所述立板转动连接。
20.如此设置,使所述上压辊、所述下矫辊对移动的h型钢进行矫正时减小移动动力。
21.进一步设置:所述第三液压柱与所述双向液压柱焊接,所述双向液压柱呈竖直状,所述双向液压柱与所述摆正轮转动连接。
22.如此设置,使所述第三液压柱推动所述双向液压柱靠近h型钢腹板,通过所述双向液压柱的伸缩调整所述摆正轮的间距,便于适应不同规格的h型钢。
23.进一步设置:所述箱体上端面设置有沉孔,所述立板与所述箱体焊接。
24.如此设置,提高所述立板与所述箱体的连接牢固性,使所述立板对所述送料机构、所述矫形机构、所述摆正机构进行位置支撑。
25.一种h型钢加工用边角矫形装置及其使用方法,包括以下几个步骤:
26.a、将h型钢通过送料机构的支撑辊支撑送入矫形机构内侧的辊轮上,通过摆正机构的第三液压柱伸缩,使摆正轮对h型钢腹板接触,同时通过双向液压柱的伸缩调整摆正轮的间距,对h型钢腹板进行宽面积的支撑;
27.b、通过矫形机构的第一液压柱伸缩控制第一滑块向下移动,使上压辊接触h型钢上翼板表面,然后根据h型钢翼板宽度,通过第三液压柱伸缩,或螺柱的转动,使内压辊相对腹板间距进行调整,上压辊下侧、下矫辊上侧的第二液压柱伸缩,使内压辊与h型钢翼板内表面接触;
28.c、通过送料机构的电动机工作,带动传动轴上的主齿轮与副齿轮啮合转动,使转动轴上的辊轮对h钢板进行支撑移动,使h型钢在移动过程中先后通过上压辊与内压辊、下矫辊与内压辊的挤压对上下翼板进行矫形。
29.与现有技术相比,本发明的有益效果如下:
30.通过送料机构使h型钢在经过矫形机构的上压辊、下矫辊与内撑机构的内压辊时同步进行上下翼板的矫形,同时通过对内撑机构的内压辊调整,及摆正机构对h型钢腹板的扶正支撑,便于适应不同规格h型钢的使用,提高了矫形的使用范围,提高了对h型钢矫形的效率和质量,降低了人工劳动强度。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
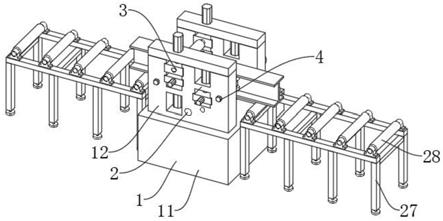
32.图1是本发明所述一种h型钢加工用边角矫形装置的实施例1的第一结构示意图;
33.图2是本发明所述一种h型钢加工用边角矫形装置的实施例1的第二结构示意图;
34.图3是本发明所述一种h型钢加工用边角矫形装置的实施例1的矫形机构的结构示意图;
35.图4是本发明所述一种h型钢加工用边角矫形装置的实施例1的去除前侧立板的矫形机构的结构示意图;
36.图5是本发明所述一种h型钢加工用边角矫形装置的机构的矫形机构的内侧结构示意图;
37.图6是本发明所述一种h型钢加工用边角矫形装置的送料机构的仰视结构示意图;
38.图7是本发明所述一种h型钢加工用边角矫形装置的矫形机构的主剖结构示意图;
39.图8是本发明所述一种h型钢加工用边角矫形装置的实施例2的去除前侧立板的矫形机构的结构示意图。
40.附图标记说明如下:
41.1、支撑机构;11、箱体;12、立板;2、送料机构;21、传动轴;22、主齿轮;23、副齿轮;24、转动轴;25、辊轮;26、电动机;27、架体;28、支撑辊;3、矫形机构;31、上压辊;32、第一滑块;33、第一液压柱;34、内撑机构;341、第二滑块;342、第二液压柱;343、内压辊;344、第三液压柱;345、螺柱;346、锁定螺母;35、下矫辊;4、摆正机构;41、第三液压柱;42、双向液压柱;43、摆正轮。
具体实施方式
42.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
43.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相
连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
44.下面结合附图对本发明作进一步说明:
45.实施例1
46.如图1-图7所示,一种h型钢加工用边角矫形装置,包括支撑机构1,支撑机构1上设置有用于对h型钢进行移送的送料机构2,送料机构2两侧设置有用于对h型钢上下边角进行矫形的矫形机构3,支撑机构1上位于矫形机构3外侧设置有用于对h型钢进行摆正的摆正机构4,送料机构2、矫形机构3、摆正机构4均与支撑机构1连接;
47.支撑机构1包括箱体11,箱体11上端前后侧对称设置有立板12,立板12上设置有矫形机构3滑动的通槽;送料机构2包括穿设在箱体11上的传动轴21,传动轴21上设置有主齿轮22,主齿轮22上侧啮合有副齿轮23,副齿轮23上穿设有转动轴24,转动轴24上位于副齿轮23前侧设置有辊轮25,对h型钢进行移动支撑,传动轴21后端通过变速箱连接有电动机26,用于提供传动轴21旋转动力;
48.矫形机构3包括前后对称设置在立板12上的第一滑块32,第一滑块32间设置有上压辊31,对h型钢上翼板进行施压,上压辊31下侧设置有用于对h型钢翼板内壁面施压的内撑机构34,第一滑块32上端设置有第一液压柱33,远离上压辊31一侧设置有下矫辊35,对h型钢下翼板支撑,下矫辊35上侧也设置有用于对h型钢翼板内壁面施压的内撑机构34;
49.摆正机构4包括前后对称设置的第三液压柱41,第三液压柱41活动杆端部设置有双向液压柱42,双向液压柱42两端均设置有摆正轮43,对h型钢矫形两侧进行扶正。
50.优选的:内撑机构34包括第二滑块341,第二滑块341上设置有第二液压柱342,第二滑块341内壁上设置有第三液压柱344,第三液压柱344活动杆端部设置有内压辊343,内压辊343与第三液压柱344转动连接,通过第二液压柱342对第二滑块341相对第一滑块32间距进行调整,通过第三液压柱344的伸缩,调整内压辊343相对腹板的间距,便于适应不同规格h型钢的使用;箱体11两侧均设置有架体27,架体27上端通过轴承座连接有支撑辊28,支撑辊28间隔均布设置,支撑辊28上切面与辊轮25上切面平齐,对h型钢在矫形前后进行辅助支撑;第二滑块341前后对称设置,第二滑块341两侧均设置有一处,且与上压辊31、下矫辊35上下对应,第二滑块341与立板12滑动连接,使上压辊31、下矫辊35与各自对应的内压辊343对h型钢上下翼板进行同步矫形,提高矫形效率;主齿轮22与传动轴21键连接,副齿轮23与转动轴24键连接,转动轴24与立板12转动连接,辊轮25上切面与下矫辊35上切面平齐,使电动机26的动力稳定的通过传动轴21传递给转动轴24,带动辊轮25进行转动,对h型钢进行移动支撑;上压辊31与第一滑块32转动连接,第一滑块32与立板12滑动连接,下矫辊35与立板12转动连接,使上压辊31、下矫辊35对移动的h型钢进行矫正时减小移动动力;第三液压柱41与双向液压柱42焊接,双向液压柱42呈竖直状,双向液压柱42与摆正轮43转动连接,使第三液压柱41推动双向液压柱42靠近h型钢腹板,通过双向液压柱42的伸缩调整摆正轮43的间距,便于适应不同规格的h型钢;箱体11上端面设置有沉孔,立板12与箱体11焊接,提高立板12与箱体11的连接牢固性,使立板12对送料机构2、矫形机构3、摆正机构4进行位置支撑。
51.实施例2
52.如图7-图8所示,一种h型钢加工用边角矫形装置,包括支撑机构1,支撑机构1上设置有用于对h型钢进行移送的送料机构2,送料机构2两侧设置有用于对h型钢上下边角进行矫形的矫形机构3,支撑机构1上位于矫形机构3外侧设置有用于对h型钢进行摆正的摆正机构4,送料机构2、矫形机构3、摆正机构4均与支撑机构1连接;
53.支撑机构1包括箱体11,箱体11上端前后侧对称设置有立板12,立板12上设置有矫形机构3滑动的通槽;送料机构2包括穿设在箱体11上的传动轴21,传动轴21上设置有主齿轮22,主齿轮22上侧啮合有副齿轮23,副齿轮23上穿设有转动轴24,转动轴24上位于副齿轮23前侧设置有辊轮25,对h型钢进行移动支撑,传动轴21后端通过变速箱连接有电动机26,用于提供传动轴21旋转动力;
54.矫形机构3包括前后对称设置在立板12上的第一滑块32,第一滑块32间设置有上压辊31,对h型钢上翼板进行施压,上压辊31下侧设置有用于对h型钢翼板内壁面施压的内撑机构34,第一滑块32上端设置有第一液压柱33,远离上压辊31一侧设置有下矫辊35,对h型钢下翼板支撑,下矫辊35上侧也设置有用于对h型钢翼板内壁面施压的内撑机构34;
55.摆正机构4包括前后对称设置的第三液压柱41,第三液压柱41活动杆端部设置有双向液压柱42,双向液压柱42两端均设置有摆正轮43,对h型钢矫形两侧进行扶正。
56.优选的:内撑机构34包括第二滑块341,第二滑块341上设置有第二液压柱342,第二滑块341上穿设有螺柱345,螺柱345相对端设置有内压辊343,螺柱345外端设置有手轮,螺柱345上位于立板12前后侧均设置有锁定螺母346,内压辊343与螺柱345转动连接,螺柱345与第二滑块341螺纹连接,通过第二液压柱342对第二滑块341相对第一滑块32间距进行调整,通过螺柱345的转动,调整内压辊343相对腹板的间距,之后通过锁定螺母346对螺柱345位置进行锁定,便于适应不同规格h型钢的使用;箱体11两侧均设置有架体27,架体27上端通过轴承座连接有支撑辊28,支撑辊28间隔均布设置,支撑辊28上切面与辊轮25上切面平齐,对h型钢在矫形前后进行辅助支撑;第二滑块341前后对称设置,第二滑块341两侧均设置有一处,且与上压辊31、下矫辊35上下对应,第二滑块341与立板12滑动连接,使上压辊31、下矫辊35与各自对应的内压辊343对h型钢上下翼板进行同步矫形,提高矫形效率;主齿轮22与传动轴21键连接,副齿轮23与转动轴24键连接,转动轴24与立板12转动连接,辊轮25上切面与下矫辊35上切面平齐,使电动机26的动力稳定的通过传动轴21传递给转动轴24,带动辊轮25进行转动,对h型钢进行移动支撑;上压辊31与第一滑块32转动连接,第一滑块32与立板12滑动连接,下矫辊35与立板12转动连接,使上压辊31、下矫辊35对移动的h型钢进行矫正时减小移动动力;第三液压柱41与双向液压柱42焊接,双向液压柱42呈竖直状,双向液压柱42与摆正轮43转动连接,使第三液压柱41推动双向液压柱42靠近h型钢腹板,通过双向液压柱42的伸缩调整摆正轮43的间距,便于适应不同规格的h型钢;箱体11上端面设置有沉孔,立板12与箱体11焊接,提高立板12与箱体11的连接牢固性,使立板12对送料机构2、矫形机构3、摆正机构4进行位置支撑。
57.一种h型钢加工用边角矫形装置及其使用方法,包括以下几个步骤:
58.a、将h型钢通过送料机构2的支撑辊28支撑送入矫形机构3内侧的辊轮25上,通过摆正机构4的第三液压柱41伸缩,使摆正轮43对h型钢腹板接触,同时通过双向液压柱42的伸缩调整摆正轮43的间距,对h型钢腹板进行宽面积的支撑;
59.b、通过矫形机构3的第一液压柱33伸缩控制第一滑块32向下移动,使上压辊31接触h型钢上翼板表面,然后根据h型钢翼板宽度,通过第三液压柱344伸缩,或螺柱345的转动,使内压辊343相对腹板间距进行调整,上压辊31下侧、下矫辊35上侧的第二液压柱342伸缩,使内压辊343与h型钢翼板内表面接触;
60.c、通过送料机构2的电动机26工作,带动传动轴21上的主齿轮22与副齿轮23啮合转动,使转动轴24上的辊轮25对h钢板进行支撑移动,使h型钢在移动过程中先后通过上压辊31与内压辊343、下矫辊35与内压辊343的挤压对上下翼板进行矫形。
61.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
