1.本发明涉及过滤元件,其用于过滤流体,特别是用于过滤机动车中的燃烧用空气和/或用于过滤机动车的运行材料,以及涉及制造这种过滤元件的方法。
现有技术
2.在过滤元件,例如用于机动车的燃烧用空气的空气过滤器中,经常使用折叠包或折棚类型的锯齿形折叠的过滤介质。为了使锯齿形折叠部稳定并防止过滤面在运行过程中闭合,折叠部通常用支撑件加强。
3.de 10 2005 036 366 a1公开了用于使折叠型过滤介质稳定的方法。在该方法中,由连续折棚制成的圆柱形过滤元件用涂覆有热熔胶粘剂的线卷绕。在此,热熔胶粘剂的塑性状态在经涂覆的线被卷绕到折叠尖端上的过程中通过热方式得以保持。当将这种涂覆有热熔胶粘剂的线附接在折叠尖端上时,径向朝着折叠边缘的方向将压缩空气,特别是热压缩空气施加到线上,由此使热熔胶粘剂到达折叠尖端或折叠边缘上。由de 20 2006 008 596 u1也已知相应制成的环形过滤元件。
4.发明公开在此背景下,本发明的目的在于产生改进的过滤元件,特别是可低成本制成的过滤元件。还希望的是简化的制造方法。
5.因此提出了用于过滤流体的过滤元件,其具有包括多个折叠边缘的锯齿形折叠的过滤介质。该锯齿形折叠的过滤介质配备有至少一根借助胶粘剂材料附接到折叠边缘上的线,其中该线被制造为合并纱的类型。
6.因此,所述过滤元件特别被设置用于过滤机动车中的燃烧用空气和/或用于过滤机动车的运行材料。在实施方案中,所述过滤元件是空气过滤器,在其它实施方案中,它被设计为内部空气过滤器。由锯齿形折叠的过滤介质制成的折叠包也被称为折棚。所述过滤介质也被称为过滤材料。
7.折叠边缘在此界定彼此邻接的折叠部分,其中相邻的折叠边缘在此具有相同的折叠取向并形成过滤元件的流入侧或流出侧。附接到折叠边缘上的折叠部分特别地通过凝固或固化的胶粘剂材料加强,并且可以规定折叠边缘之间的距离。
8.在实施方案中,折叠边缘和与其横向延伸的具有胶粘剂材料的线形成网格结构,其使锯齿形折叠的过滤介质变得尺寸稳定。
9.所述线被制造为合并纱导致与具有加捻或旋转长丝或纤维的纱相比,它在制造过程中可以更好地贴靠到折叠边缘上。在合并纱的情况下,线的纤维成分基本上并排延伸,并且仅可忽略不计地交叉或偶尔相互旋转。由此,特别是在制造时,塑性状态的胶粘剂材料更好地被线吸收,并且可以在制造过程中以较小的力将被胶粘剂润湿的胶粘剂材料按压到折叠边缘上。
10.在实施方案中,折叠包被弯曲成圆柱形的连续折棚。在此特别地,折叠包的端部折叠部分以流体密封的方式彼此连接。借助相应的连续折棚,例如可以实现圆形过滤器几何
形状。任选地,可以在折叠轮廓上附接端盘或端环,它们形成该圆柱形的圆形过滤元件的各自覆盖面。就此而言,连续折棚此时在端面包括端环,其以流体密封的方式附接到锯齿形折叠的过滤介质的折叠轮廓上。所述端环可以包括例如由金属和/或塑料制成的镶嵌的盘和被封闭。在实施方案中,所述端环被粘合、发泡或焊接到过滤介质上。
11.在实施方案中,所述过滤元件此时包括一根或多根通过胶粘剂材料附接到折叠边缘上的线,所述线特别是螺旋形地围绕所述圆柱形的圆形过滤元件延伸。在实施方案中,该圆形过滤元件配备有椭圆形、非正圆形的横截面。特别是在这种非正圆形的横截面几何形状的情况下,合并纱适用于与胶粘剂材料一起形成加强或稳定结构。
12.在实施方案中,所述线包括多根纤维,并且胶粘剂材料以至少部分润湿的方式存在于线上,和/或胶粘剂材料也存在于纤维之间。与用于形成传统纱的合股或旋转的纤维相比,特别地,该线内部可以容易地被塑性胶粘剂材料润湿。合并纱可以就此而言特别好地附接到折叠边缘上。
13.在实施方案中,所述线的纤维在具有相同折叠取向的两个直接相邻的折叠边缘之间彼此平行延伸并且通过胶粘剂材料连接。优选地,所述纱包括长丝并且是n重合并的,其中n大于20,优选大于50,更优选大于100。
14.在实施方案中,所述线根据iso 17202:2002每米具有小于20,优选小于20,还更优选小于10次旋转(初捻旋转度)。
15.可设想的是根据din en 2060的2500至4500 dtex,优选3000至4000 dtex,还更优选3200至3800 dtex的捻度。
16.在实施方案中,所述线具有0.2 mm至10 mm的在折叠边缘上的最大横截面尺寸。在所述线的附接状态下,由于对纤维进行卷绕和合并、而非旋转或加捻过程中的张力,最大横截面尺寸通常与各自的折叠边缘横向地延伸。
17.在实施方案中,所述纤维在线的起始状态下在附接到折叠边缘上并用胶粘剂润湿之前形成0.2 mm至10 mm的直径。特别地,已证明0.4 mm至 5 mm的线粗度或直径是有利的,因为在此尺寸范围内,在所得的与折叠边缘的接触面和材料成本之间存在良好的折衷。
18.在实施方案中,所述线和固化的胶粘剂材料在折叠边缘之间形成支撑结构,以使折叠边缘稳定和彼此隔开。当使用具有多根纤维的合并纱时,特别是产生扁平的矩形或椭圆形横截面,以使得支撑结构可以是扁平带形。由于这些单纤维在起始状态下更可能较松散地彼此贴靠,胶粘剂材料有利地渗入到线的内部。
19.在实施方案中,所述线的多根纤维沿它们的长度被胶粘剂材料润湿并在折叠边缘上通过胶粘剂材料彼此相邻连接,以使得支撑结构沿各自折叠边缘的宽度大于垂直于折叠边缘的厚度。可以说,由这些纤维和固体胶粘剂材料形成的支撑结构的支撑元件扁平置于各自的折叠边缘上。
20.在过滤元件的实施方案中,胶粘剂材料是热熔胶或热熔胶粘剂材料。在此,热熔胶粘剂材料,例如热塑性塑料的熔点与线材料相协调,以使得线在热熔胶粘剂材料的熔化温度下保持无损。
21.在实施方案中,胶粘剂材料包括含溶剂的湿胶粘剂、接触胶粘剂、分散胶粘剂、热熔胶粘剂、塑料溶胶、加聚胶粘剂、缩聚胶粘剂、聚合胶粘剂、压敏胶粘剂。
22.在实施方案中,所述线包括以下元件中的至少一种:具有长丝纤维的纱、未合股的
纱、未加捻的纤维、未相互旋转的纤维和连续长丝。所述线和/或纤维特别由聚酯材料制成。
23.所述过滤介质可以被设计为折叠或波形的。例如,已知的折叠部是锯齿形或w形折叠部。所述过滤介质可以是压印的并随后在压印边缘上折叠以形成折叠边缘。扁平的材料过滤拱形件可以用作起始材料,其相应地变形。所述过滤介质例如是过滤织物、过滤铺设物或过滤无纺布。特别地,所述过滤介质可以在纺粘法或熔喷法中制造。此外,所述过滤介质可以是毡制或针刺的。所述过滤介质可以具有天然纤维,例如棉,或合成纤维,例如由聚酯、聚苯硫醚或聚四氟乙烯制成的合成纤维。在加工过程中,纤维可以具有沿机器方向、相对于机器方向倾斜和/或横向的取向。
24.所述过滤介质可以具有一层或多层的。它还可以具有吸附剂,例如活性炭。此外,所述过滤介质可以具有抗微生物和/或抗过敏作用。例如,吡啶硫酮锌或纳米银可被考虑用作抗微生物物质,多酚可被考虑用作抗过敏物质。
25.相应的过滤元件用于过滤流体,即气态和/或液态介质,例如空气。气态介质或空气在此还包括气体-或空气-固体混合物和/或气体-或空气-液体混合物。例如,空调可以具有该过滤元件。
26.特别是开放的过滤介质可以被设置为从空气流中以0.10至0.30 m/s的过滤速度在基于过滤介质面积计大于3000 l/m2s的空气透过率(根据iso 9237在200 pa下测定)下去除根据iso 12103-1的测试粉尘a4的颗粒。过滤参数可以例如根据din 71460-1测定。
27.特别高效分离的过滤介质可以被设置为从空气流中以0.10至0.30 m/s的过滤速度在基于过滤介质面积计大于600 l/m2s的空气透过率(根据iso 9237在200 pa下测定)下去除根据iso 12103-1的测试粉尘a2的颗粒以及根据din 71460-1的nacl气溶胶颗粒。过滤参数可以例如根据din 71460-1测定。
28.所述过滤元件或过滤装置可用于载人车辆、载重车辆、建造机器、水上运载工具、轨道运载工具、空中运载工具以及通常用于空调技术,特别是加热空调设备、家用电器、燃料电池或建筑技术中。所述车辆或运载工具可以通过电方式和/或借助燃料(特别是汽油或柴油)运行。在建筑技术方面,特别可考虑用于处理空气的固定型设备。
29.此外,提出了制造过滤元件的方法。
30.在制造过滤元件的制造方法中,合并纱类型的线通过胶粘剂材料附接到锯齿形折叠的过滤材料的折叠边缘上。在此,可以特别地进行以下步骤中的一个或多个:用塑性胶粘剂材料浸渍和/或润湿线;在施加压力的情况下将被胶粘剂浸渍和/或润湿的线附接到折叠边缘上;和使所述胶粘剂材料固化。
31.通过选择合并纱作为线以通过纤维和凝固或固化的胶粘剂材料形成稳定结构,可以简化制造,特别是连续折棚的制造。在实施方案中,被胶粘剂材料浸渍和/或润湿的线卷绕在折叠边缘上。
32.在卷绕时绕着水平轴进行转动,特别是连续折棚的转动。就此而言,由锯齿形折叠的过滤介质形成圆柱形的连续折棚。其是绕着水平轴旋转,以便用线卷绕。
33.在所述制造方法的实施方案中,线由单纤维形成,这些单纤维特别是连续长丝。这些单纤维借助线张力或朝着折叠边缘方向的压力在附接时至少部分地沿着折叠边缘被彼此挤开。
34.由于使用合并纱,形成所述线的纤维可以沿着折叠边缘朝着一侧进行移位运动。由此导致由纤维和胶粘剂材料形成的支撑结构的扁平的横截面结构。由于线张力,可特别在卷绕过程中产生所得的径向力,以使得线被径向压到折叠边缘上。所述线的起始横截面在此在过滤元件的轴向上增大并且在径向上减小。
35.合并纱的使用导致经胶粘的线在折叠尖端或折叠边缘上更均匀的分布。由此也可以实现胶粘剂在线中或线上的均匀分布,从而实现有利的粘附力分布。此外,与否则常见的由相互加捻或旋转的连续长丝制成的纱相比,合并纱可以更容易制造。通常,合并纱比否则常见的传统纱更柔性或更软质。由此简化可加工性,特别是当粘性或塑性胶粘剂材料施加到线上时。
36.所述制造方法特别是用于制造如上文或下文所述的过滤元件。
37.在该方法的实施方案中,胶粘剂材料以可流动状态施加到纤维上或纤维处。在此,粘度例如在热熔胶粘剂的情况下可以通过温度和/或组成以这样的方式调节,以使得实现胶粘剂在线上的所需施加。
38.本发明的其它可能的实施方式还包括上文或下文关于实施例所述的特征或方法步骤的未明确提及的组合。在此,本领域技术人员也会添加各个方面作为对本发明的各自基本形式的改进或补充。关于过滤元件解释的方面、优点和效果也适用于制造方法的相应方面,反之亦然。
39.本发明的其它实施方式是从属权利要求的主题以及下文描述的本发明实施例的主题。下面参考附图通过实施例更详细地解释本发明。
40.附图简述在此显示了:图1:过滤元件的一个实施方案的透视图;图2:用于根据图1的过滤元件的纱的一个实施方案的示意图;图3:传统纱的一个实施方案的示意图;图4:过滤元件的制造方法的一个实施方案的方法步骤;图5:在制造过滤元件的过程中纱的状态的示意性横截面图;图6:在过滤元件上的传统纱的示意图;和图7、8:用于进行根据图4的制造方法的装置的示意图。
41.在图中,除非另有说明,否则相同或具有相同功能的元件配备有相同的附图标记。
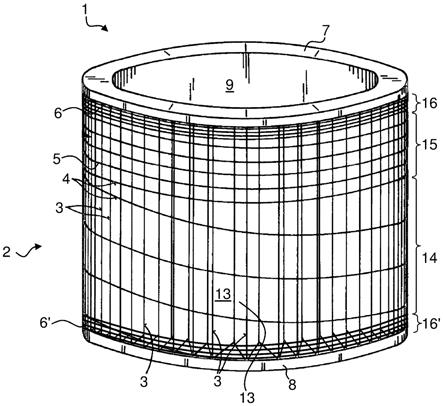
42.本发明的(一个或多个)实施方案图1显示了过滤元件1的一个实施方案的透视图。过滤元件1例如被设计为用于机动车,特别是用于载重车辆或更大的农用机器的空气过滤元件。为此,将锯齿形的扁平过滤材料在端部折叠部分处连接成连续折棚2。由此产生圆柱形的折棚2,其在图1的实施方案中配备有上部的端环7和下部的端环8,它们各自附接在折棚2的折叠边缘3上。端环7、8在此可以由塑料材料组成或通过合适的方法发泡。
43.在实施方案中,这种轴向密封的端环7、8由pur泡沫材料形成。在过滤元件1的变型中被设计为盘形的所述端环7、8之间,具有相邻的指向外部的折叠边缘3的折棚2轴向延伸。在折叠边缘3之间布置折叠部分13,在图1中只提到其中两个。
44.在此处未示出的实施方案中,可以通过使被pur泡沫包围的盘(其例如由金属或塑
料制成)形成底面,形成各自以流体密封方式封闭的端环。此时也可以说是端盘。可设想的是多件式或一件式的端盘。
45.端环7、8或端盘优选地成形为使得它们形成轴向和/或径向作用的密封面或密封边缘。
46.一根或多根线4、5、6、6'绕着过滤元件1的圆周卷绕并用合适的胶粘剂材料在圆周侧固定到折叠边缘3上。图1的实施例在此显示了四个高度部分14、15、16、16',它们通过各自的线4、5、6、6'的卷绕来预定。上部的部分16在此包括平行卷绕、紧密相邻的多根线6,它们附接到折叠边缘3上。位于其下方的部分15包括平行卷绕到折叠边缘3上并被胶粘剂固定的多根线5。下方的部分14显示了同样附接到折叠边缘3上的螺旋形卷绕的线4。最后的部分6'在卷绕方面再次对应于上部的第一部分6。就此而言,过滤元件1的彼此相反的侧面具有就被胶粘剂固定的线6、6'而言相同的部分16、16'。原则上,卷绕的类型可以改变,例如可以在高度的走向中或轴向地沿着连续折棚2改变线卷绕的斜度。
47.线4、5、6、6'与所选的胶粘剂材料,例如固化的热熔胶粘剂一起使由折叠边缘3和折叠部分13形成的折叠部稳定。例如,在过滤元件1的运行过程中,原料空气被引入内部区域9并向外径向通过连续折棚2排出。由于内部空间9和外部清洁空气区域之间的压力差,折叠边缘3和折叠部分13受到径向力。通过卷绕,由于固定在折叠边缘3上而在整体上形成过滤元件1的支撑结构。在此,合并纱用于各自的线4、5、6、6'。
48.图2显示了用作根据图1的过滤元件1中的线的合适纱的一个实施方案的示意图。在图2中可以看出,线10被制造为具有多根纤维11的纱的类型。纤维11在此在线10的长度上基本上彼此并排且未相互旋转地延伸。这意味着例如被设计为聚酯连续长丝的纤维11可以在端侧处容易地散线。由于线10在起始状态下较松散的贴靠,现在可以在根据图1的过滤元件1的制造方法中将其有利地用塑性胶粘剂润湿或浸渍。与通常具有旋转或加捻纤维的传统纱相比,在此加工简化。
49.图3显示了传统纱12的示意图。在此,纤维11'沿着纵轴相互加捻或合股。就此而言产生更稳定的横截面,然而这些单纤维11'也更紧密地彼此贴靠,以使得用塑性胶粘剂材料浸渍或润湿更可能困难。
50.在下面的图4至8中解释了具有线卷绕的过滤元件的制造方法的变型。图7和8在此显示了制造具有稳定化卷绕的线的圆形过滤元件的可能制造装置或布置。
51.在第一方法步骤s1中,提供折棚2。特别地,这可以是连续折棚,其中锯齿形折叠的过滤介质的端部折叠部分相互连接并且由此形成折叠环。这在图1中由附图标记2表示。在图7中,圆柱形连续折棚2绕着其纵轴水平旋转。由此可以如下所述将尤其被热熔胶粘剂浸渍或润湿的线绕着连续折棚2的圆周卷绕。
52.在第二方法步骤s2中,将胶粘剂材料17施加到由合并纱制成的线10上。在图7的制造布置18中,从纱卷19中将线10通过合适的辊23展开并输送到热熔胶粘剂浴20。热熔胶粘剂浴20通过热熔胶粘剂材料21 (其也称为热熔胶粘剂、热熔-热熔胶粘剂或热熔胶)的熔化而液化,并通过挤出机22输送到热熔胶粘剂浴20。
53.热熔胶粘剂通常包含基础聚合物和树脂成分,其中特别使用聚酰胺、聚乙烯、聚酯弹性体、聚氨酯弹性体、共聚酰胺弹性体或乙烯-乙酸乙烯酯共聚物。松香或萜烯或其它烃树脂可被考虑用作树脂成分。胶粘剂材料21在此例如作为粒料提供并熔化。
54.随后在步骤s3中,将配备有塑性胶粘剂材料的线10附接到连续折棚2的折叠边缘3上。定位装置25可以引导被胶粘剂润湿或浸渍的线10,特别是轴向地沿着折叠边缘3引导,从而产生所需的卷绕几何形状。随后,塑料材料例如在冷却步骤中固化,从而由固化的胶粘剂材料17和纱成分10形成稳定并支撑折叠部的支撑结构。
55.作为图7中所示的胶粘剂浴20的替代方案,线10也可以通过如图8中所示的合适的胶粘剂施加喷嘴24配备有液态胶粘剂。
56.由合并纱使用的线10特别有利地紧贴到锯齿形折叠的过滤介质2的折叠边缘3上。由此实现折叠边缘3上的良好粘合和粘附。当卷绕或施加被胶粘剂17润湿或浸湿的线10时,法向力从外部朝着折叠边缘3的方向作用。由此使合并纱变形并形成与过滤介质的材料的良好粘合连接。这在图5中解释。
57.在图5的左侧可以看到界定折叠部分13的折叠边缘3。线10在此包括多根纤维11并且在施加胶粘剂材料之后例如通过施加喷嘴24 (见图8)或通过经过胶粘剂浴20 (见图7)配备有液态塑性胶粘剂材料17或被其润湿。当例如通过卷绕而附接到折叠边缘3上时,可以看出线10的横截面首先具有宽度b和厚度d。在起始状态下,线具有宽度b和厚度d,它们大约对应于例如约1 mm的直径。液态胶粘剂材料在此用17表示。由于纤维11仅轻微或完全不相互旋转,线10可以通过施加有在连续折棚的卷绕时径向向内部作用的法向力fn而在横截面中变形。
58.在此,在图5的右侧展示了径向力fn。力fn可以由卷绕时的线张力产生或也可以由外部装置,例如压在折叠边缘3上的辊产生。通过力fn导致纤维11沿着折叠边缘3的移位运动a。纤维11与胶粘剂材料17一起沿着折叠边缘3分布并且因此形成更扁平的横截面。厚度d 《 d在此减小。同时,宽度b > b由于合并线10的卷绕而增大。由凝固的胶粘剂材料17*和纤维11产生的支撑结构因此比其厚度更宽,其中相对于折叠边缘3而言径向地观察厚度,且轴向地沿着折叠边缘3观察宽度。在图5的图示中,宽度b对应于附接的线10的最大横截面尺寸。
59.与此相比,图6显示了在折叠部分13'的折叠边缘3'上具有纤维11'和胶粘剂材料17'的传统纱12的示意性横截面图。传统纱12在此特别具有相互加捻、紧密贴靠的纤维11'。这些紧密贴靠的纤维11'不容易被压到折叠边缘3'上,因此经常在用加捻纤维相应卷绕过滤器的制造过程中需要额外施加空气,特别是压缩空气,特别是冷或热(压缩)空气。在使用合并纱时可以省去这些措施。
60.通过其中组合了多根单纤维或单线并且它们较松散地沿着长度存在的合并纱,可以容易地用液态热熔胶粘剂润湿或浸渍。因此,胶粘剂在塑性状态下的分布比否则常见的加捻纱更好。在卷绕和固化的状态下,特别是在折叠尖端或折叠边缘上产生扁平的支撑结构,其中支撑结构的厚度小于折叠边缘上的宽度。
61.虽然已经借助实施例描述了本发明,但是本发明不限于此,而是可以多种方式进行修改。特别地,具有基本上平行延伸的纤维,特别是单丝的合并纱也可以用于扁平过滤元件中。被胶粘剂浸渍或润湿的由合并纱制成的线此时不卷绕,而是施加到扁平的折棚或折叠包上。虽然在实施例中说明了具有正圆形横截面的圆形过滤元件,但是所述制造方法可以特别有利地用于椭圆形过滤元件或具有体育场横截面的过滤元件。所提到的标准基于申请日的状态。1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
过滤元件2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
折叠包3、3'
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
折叠边缘4、5、6、6'
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
线7、8
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
端环9
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
内部空间10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纱11、11'
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纤维12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纱13、13'
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
折叠部分14、15、16、16'
ꢀꢀꢀꢀꢀꢀꢀ
卷绕部分17、17'
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
胶粘剂材料17*
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
固化的胶粘剂材料18
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制造布置19
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纱卷20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
胶粘剂浴21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热熔胶粘剂材料22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
挤出机23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
引导辊24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
胶粘剂施加喷嘴25
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
定位装置d、d
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
厚度b、b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
宽度fnꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
法向力a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
移位运动h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
转轴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
