1.本发明涉及背光产品加工技术领域,尤其涉及一种背光产品包边边膜自动化分段切割装置。
背景技术:
2.目前,部分背光产品的结构比较复杂,贴边膜时需要进行分段贴膜作业。其作业方式大多使用手工作业的方式,生产效率仅达到50pcs/人/小时,需大量人工操作,且速度慢,易造成制程不良。
3.现有市场中的背光包边机都是整条边膜呈半包围式对背光进行包边作业,市场上也未出现针对背光边膜分段切割的设备。制作过程中遇见需要分段包边的背光产品,一般是由包边机整体包边再由人工用刀片手工切断然后再抚平。此方式生产效率也只达到200pcs/人/小时,操作速度慢需大量人工。尤其是一些包边位置结构不规则,人工处理起来更加繁琐、效率较低。
4.综上,对现有背光产品的包边膜进行定制化的切割,成为背光产品加工过程中需要解决的问题。
技术实现要素:
5.本发明要解决的技术问题是提供一种背光产品包边边膜自动化分段切割装置,从而精准高效的完成背光件一些不规则边围的包边膜切割,有利于背光件不规则边围的膜覆盖贴合。
6.为解决上述技术问题,本发明是通过以下技术方案实现的:
7.本发明提供一种背光产品包边边膜自动化分段切割装置,传输路径上传输背光件,背光件侧边贴覆有包边膜。传输路径的一侧固定安装有侧推入装置,侧推入装置驱动连接有侧推板,侧推板嵌入配置有光电模块,传输路径的另一侧固定安装有与侧推入装置位置对齐的侧位主安装板。
8.侧位主安装板配置有一组用于背光件推入限位的推入定位机构,推入定位机构包括嵌入安装在侧位主安装板内的低位旋转装置,低位旋转装置输出转轴上端安装有高位伸缩装置,高位伸缩装置的输出侧设置有定位伸缩轴杆,定位伸缩轴杆端侧定位安装有压力模块。
9.侧位主安装板配置有一组用于固定夹持背光件的推入夹持机构,推入夹持机构包括夹持装置,夹持装置的输出侧驱动连接有夹持端板。
10.侧位主安装板配置有用于切割背光件一侧包边膜的边膜切割机构,边膜切割机构包括横向安装杆,横向安装杆两侧端都配合安装有边侧动力杆,横向安装杆上定位安装有若干个定位块,定位块前侧的下方配置有切割刀片,定位块开设有定位框槽,横向安装杆穿过定位块的定位框槽,定位块的前侧面开设有第一定位螺孔,定位块的后侧面开设有第二定位螺孔,第一定位螺孔位置处安装有第一定位螺栓,第二定位螺孔位置处安装有第二定
位螺栓。
11.侧位主安装板配置有用于推出切割包边膜后的背光件的推出机构,推出机构包括在侧位主安装板上侧横向调节、固定的横移方板,横移方板上方安装有纵向调节、固定的推出装置,推出装置的输出侧设置有推出轴杆,推出轴杆端侧固定安装有推出橡胶块。
12.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:侧推入装置的输出侧设有侧推轴杆,侧推轴杆侧端与侧推板固定连接,侧推板的初始位置位于传输路径边缘外侧区域。
13.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:定位伸缩轴杆的端侧开设有第一调节通槽,压力模块套设在第一调节通槽位置处,定位伸缩轴杆的端侧安装有用于固定压力模块位置的螺栓结构。
14.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:两个推入定位机构在侧位主安装板上对称配置,两个推入夹持机构在侧位主安装板上对称配置,推入定位机构位于推入夹持机构与边膜切割机构之间。
15.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:夹持装置的输出侧设置有夹持驱动轴杆,夹持驱动轴杆的侧端与夹持端板固定连接;夹持装置的两侧固定设置有第一安装边板,第一安装边板开设有第一一字孔,侧位主安装板开设有与第一一字孔相配合的螺孔结构。
16.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:边侧动力杆端侧设置有前端螺杆,横向安装杆两侧端开设有用于配合安装前端螺杆的通孔结构,边侧动力杆的前端螺杆上配合安装有加固螺母。
17.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:定位块包括低位安装块,切割刀片配合安装在低位安装块的端侧位置;定位框槽的开口竖直方向的高度尺寸与横向安装杆的竖直方向的厚度尺寸相配合。
18.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:侧位主安装板开设有两条平行的主板横向导槽,横移方板的边角位置处开设有与主板横向导槽相配合的方板边孔。
19.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:横移方板上侧固定设置有两组定位柱,定位柱上开设有第三定位螺孔;推出装置两侧固定设有第二安装边板,第二安装边板开设有与第三定位螺孔相配合的第二一字孔;推出轴杆位于横向安装杆的下方区域。
20.作为本发明中背光产品包边边膜自动化分段切割装置的一种优选技术方案:侧推板的光电模块、夹持端板、压力模块、切割刀片、推出橡胶块处于同一水平位置。
21.与现有的技术相比,本发明的有益效果是:
22.本发明通过侧推入装置对背光件进行推入,通过侧位主安装板上的推入定位机构进行定位感应、推入夹持机构进行定位夹持、边膜切割机构的不规则多段式边膜切割以及推出机构的无切割干扰推出操作,精准高效的完成背光件一些不规则边围的包边膜切割,有利于背光件不规则边围的膜覆盖贴合。
附图说明
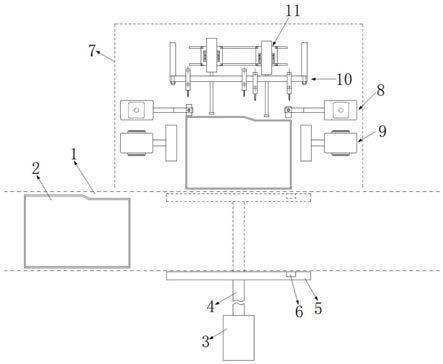
23.图1为本发明中背光产品包边边膜分段切割装置的整体结构示意图;
24.图2为本发明中侧位主安装板的结构配置示意图;
25.图3为本发明中推入定位机构、推入夹持机构的结构示意图;
26.图4为本发明中边膜切割机构、推出机构的结构示意图;
27.图5为本发明中定位块、定位螺栓的配合结构示意图;
28.图6为本发明中中定位块的结构示意图;
29.图7为本发明中推出机构的结构示意图;
30.图8为本发明中横移方板的结构示意图;
31.其中:1-传输路径;2-背光件,201-包边膜;3-侧推入装置;4-侧推轴杆;5-侧推板;6-光电模块;7-侧位主安装板,701-主板横向导槽;8-推入定位机构,801-低位旋转装置,802-高位伸缩装置,803-定位伸缩轴杆,804-压力模块,805-第一调节通槽;9-推入夹持机构,901-夹持装置,902-夹持驱动轴杆,903-夹持端板,904-第一安装边板,905-第一一字孔;10-边膜切割机构,1001-横向安装杆,1002-边侧动力杆,1003-前端螺杆,1004-定位块,1005-低位安装块,1006-切割刀片,1007-定位框槽,1008-第一定位螺孔,1009-第二定位螺孔,1010-第一定位螺栓,1011-第二定位螺栓;11-推出机构,1101-横移方板,1102-方板边孔,1103-定位柱,1104-第三定位螺孔,1105-推出装置,1106-第二安装边板,1107-第二一字孔,1108-推出轴杆,1109-推出橡胶块。
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
33.实施例一
34.请参阅图1、图2、图3所示,在本发明中,背光件2沿着传输路径1向前运动,当背光件2传输至侧推板5位置处,侧推板5上的光电模块6传感检测到背光件2到达指定位置,传输路径1上的传输带停止前进,侧推入装置3启动,推动侧推板5,将当前位置的背光件2推入侧位主安装板7区域。
35.背光件2进入侧位主安装板7区域时,背光件2的一侧受到推入定位机构8的限位,当两个压力模块804都传感检测到背光件2的推入压力后,说明背光件2已经到位,然后低位旋转装置801开始启动,带动高位伸缩装置802转动[转动角度较小,可能仅需要转动5
°
],高位伸缩装置802驱动定位伸缩轴杆803内缩,将压力模块804缩回一定距离,避免与切割刀片1006发生行程冲突。
[0036]
压力模块804采用先旋转、后缩回的方式,是为了避免直接沿着背光件2的包边膜201进行运动时对包边膜201产生摩擦、拉扯等。
[0037]
在压力模块804旋转离开背光件2边侧前,两个夹持装置901驱动夹持端板903对背光件2的两侧进行夹持固定。
[0038]
压力模块804完成旋转、缩回动作后,边侧动力杆1002推动横向安装杆1001运动,横向安装杆1001上各个位置的定位块1004前下端的切割刀片1006对应切割背光件2所需切
割的包边膜201位置,例如图1、图3中背光件2一侧边内存在多段曲折结构,通过预先调整对应位置的切割刀片1006初始位置,在横向安装杆1001推动多个切割刀片1006时,同步对包边膜201多个关键位置进行切割,简单有效。
[0039]
切割完成后,边侧动力杆1002带动横向安装杆1001缩回至初始位置,推出装置1105驱动推出轴杆1108,推出橡胶块1109向前运动,将切割后的背光件2向传输路径1方向推出,同时夹持装置901缩回夹持端板903,低位旋转装置801、高位伸缩装置802带动压力模块804回到压力模块804的初始限位传感位置。
[0040]
而侧推入装置3可以在两个压力模块804都传感检测到背光件2边侧位置时缩回侧推板5,侧推入装置3也可以在夹持装置901驱动夹持端板903从两侧夹持住背光件2后缩回侧推板5,或者是在切割刀片1006完成切割时缩回侧推板5。
[0041]
另外,在背光件2完成包边膜切割后,重新回到传输路径1上,再通过抚平工序对切割后的包边膜直接进行抚平即可。
[0042]
实施例二
[0043]
请参阅图1至图4,在本发明中,高位伸缩装置802及其转动区域、夹持装置901所在的侧位主安装板位置处,都是下沉式结构。横向安装杆1001、边侧动力杆1002是处于侧位主安装板7的上方区域,推出轴杆1108处于横向安装杆1001的下方区域。而横移方板1101、推出装置1105所在的侧位主安装板7的区域也是下沉式结构。局部下沉式的结构设计,使得侧位主安装板7上安装夹持、推动、切割等结构时,都能够处于同一水平位置,平稳流畅的完成对背光件2定位、夹持、切割等过程。
[0044]
实施例三
[0045]
请参阅图4、图5、图6所示,在本发明中,在安装定位块1004时,先将横向安装杆1001从边侧动力杆1002拆下,在将定位块1004套在横向安装杆1001上,定位块1004调节到横向安装杆1001的指定位置后,然后在第一定位螺孔1008上安装第一定位螺栓1010,在第二定位螺孔1009上安装第二定位螺栓1011,通过第一定位螺栓1010、第二定位螺栓1011的配合调整,将定位块1004前下端的切割刀片1006调整至相应的切割[深度]位置。
[0046]
实施例四
[0047]
请参阅图2、图4、图7、图8所示,在本发明中,横移方板1101可以根据实际横向位置需要进行调节,横移方板1101上的多个方板边孔1102与主板横向导槽701配合并采用螺栓螺母进行位置固定[螺母安装在侧位主安装板7下侧]。而推出装置1105也可以根据[背光片切割边侧结构]推出位置需要,进行纵向位置的调整[在第二一字孔1107位置处,将螺栓安装到定位柱1103的第三定位螺孔1104内]。
[0048]
另外,推出轴杆1108的位置与定位块1004的位置无冲突,推出轴杆1108处于相邻的定位块1004之间的区域即可[横移方板的调节即可完成]。
[0049]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。