1.本发明涉及一种填充机,特别是一种填充机的颗粒去除装置,该填充机被配置为形成、填充和密封单个包装。本发明还涉及一种在生产期间(即在包装成形和填充期间)去除包装颗粒的方法。
背景技术:
2.在食品工业中,饮料和其他产品通常包装在纸或纸板基包装中。用于液体食品的包装通常由包装层压件制成,该包装层压件包括纸或纸板芯层和位于该芯层的将形成包装内侧的至少一侧上的热塑性材料的不透液外层。
3.一组经常出现的包装是所谓的待填充式(ready-to-fill)包装。这种待填充式包装被提供为如上所述的包装层压件的套筒,在填充之前在其底端进行密封。上端可以通过密封和形成套筒的上端,或者通过添加例如塑料顶部的形式的上部件来形成;上端/部件可以设置有打开/关闭装置,例如螺盖帽。
4.在填充机的进料站处接收端部开口的包装材料套管,然后将底端形成并密封;此时半成品包装待填充。在下游站处,待填充式包装至少在内侧进行灭菌或消毒,以便延长待储存在包装中的产品的保质期。根据所需的保质期长度,以及根据包装是在冷藏环境中还是在室温下分发和储存,可以获得不同灭菌/消毒水平。
5.在灭菌之后,包装被进一步输送到用于产品填充的填充区域、用于密封开口端部的密封区域,并且通常还被输送到用于使包装最终成形的最终成形区域。
6.尤其是对于液体食品包装来说,重要的是生产具有最少不需要的颗粒的包装。由于多种原因,这些颗粒是不利的。例如,大颗粒可以负面方式影响闭合产品的质量。大颗粒也可负面影响填充机性能,例如密封操作。此外,任何大小的颗粒都可能携带由于卫生问题而不需要的生物体。除了上述缺点外,如果使用过氧化氢作为消毒介质,颗粒的存在也可导致燃烧。因此,需要一种提供从待填充式包装中改进去除颗粒的填充机。
技术实现要素:
7.本发明的一个目的是至少部分地克服现有技术的一个或多个上述限制。具体而言,一个目的是提供一种用于填充机的颗粒去除装置,其能够从待填充式包装中去除颗粒。由于在生产待填充式包装的操作期间可产生颗粒,因此在填充机中靠近颗粒生成位置布置颗粒去除装置是有利的。
8.为了解决这些目的,提供了一种颗粒去除装置。颗粒去除装置将与配置为形成、填充和密封单个包装的填充机一起使用。该颗粒去除装置包括空气供应管和控制器,该控制器经编程以致动颗粒去除装置,使得空气射流被引导到经过颗粒去除装置的待填充式包装中。
9.控制器可以经编程以基于通过颗粒去除装置的待填充式包装的运动来控制颗粒去除装置的致动。
10.控制器可以经编程以控制在整个分度循环中颗粒去除装置的致动,在此期间两个连续的待填充式包装正经过颗粒去除装置。
11.在一实施方案中,空气射流在颗粒去除装置的致动期间是恒定的。
12.当待填充式包装的前导侧壁定位在与空气供应管的孔口相同的竖直平面中时,可以开始颗粒去除装置的致动。
13.颗粒去除装置还可以包括罩体,并且空气供应管可以布置在所述罩体内部。罩体可以设置有气体抽放单元。空气供应管的孔口可以布置在罩底端的竖直下方。
14.罩体的尺寸可以设计成覆盖至少一个待填充式包装。
15.根据第二方面,提供一种填充机,其包括根据第一方面的颗粒去除装置。
16.填充机还可包括盖帽施加器站,其中颗粒去除装置布置在盖帽施加器站的下游。
17.填充机还可以包括消毒站,其中颗粒去除装置布置在消毒站的上游。
18.根据第三方面,提供了一种用于填充机的方法,该填充机被配置为形成、填充和密封单个包装。该方法包括提供根据第一方面的颗粒去除装置的第一步骤,以及致动所述颗粒去除装置使得空气射流被引导进入经过颗粒去除装置的待填充式包装的步骤。
19.本发明的其他目的、特征、方面和优点将从以下详细描述以及附图中显现。
附图说明
20.现在将参考所附示意图以示例的方式描述本发明的实施方案,其中:
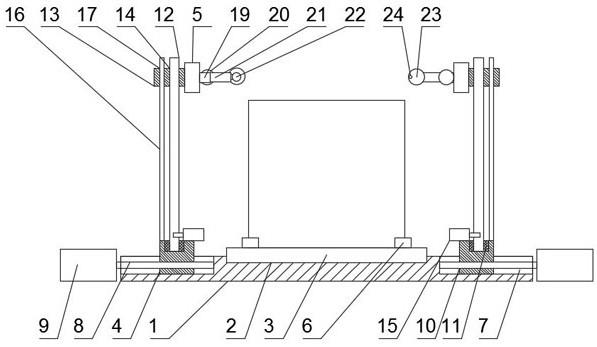
21.图1是根据一实施方案的填充机的示意图;
22.图2是由图1所示的填充机生产的包装的立体图;
23.图3是包括根据一实施方案的颗粒去除装置的填充机的部分示意图;
24.图4是根据一实施方案的颗粒去除装置的等距视图;
25.图5是示意性地示出颗粒去除装置的操作的图;以及
26.图6是根据一实施方案的方法的示意图。
具体实施方式
27.参考图1,示意性地示出了填充机10。被配置成形成、填充和密封包装4的填充机10具有进料站12,其中接收包装材料的坯件2。坯件2通常被生产为基于纸盒的包装材料的套筒,如本领域公知的并且已经在背景部分中简要描述。进料站12布置在底部密封站14的上游,在该底部密封站14中,坯件2被竖立成套筒状,并且在该站中,每个坯件的底端被密封以形成一个底端闭合而上端仍然打开的半成品包装。
28.在底部密封站14的上游或下游,可以提供盖帽施加器站16。盖帽施加器站16的目的是将开口装置附接到套筒形坯件2,例如具有相关颈部的螺盖帽。通常,颈部和盖帽作为预制组件提供,并且通过超声波密封完成与套筒形坯件的附接。
29.紧邻盖帽施加器站16的下游,布置了颗粒去除装置18。颗粒去除装置18被配置为在消毒之前从套筒形坯件中去除不需要的颗粒。
30.在经过颗粒去除装置18之后,半成品包装被输送到消毒站20,在该消毒站20中活微生物的数量减少。灭菌水平可因用户目标而异。对包装材料进行灭菌可以例如通过用过氧化氢、紫外光、电子束辐射等处理来完成。
31.在消毒站20的下游,布置了填充站22。在这里,待填充式包装用其期望的内容物填充。在填充之后,可以将包装输送到预折叠站24,在该站中将端部开口的包装的上部形成为期望的形状。在预成形之后,包装被输送到加热站26,在该站中,包装材料的可热密封材料被加热到升高的温度。当包装进入紧邻加热站26之后布置的密封站28时,包装的上端的升高温度有助于上端的密封。
32.一旦密封,包装4就通过出料站30排出。
33.应该提到的是,填充机10的构造可能不完全如参考图1所描述的那样,但填充机10也可以被配置为生产其他类型的包装,例如塑料顶部包装等。
34.在图2中,示出了由填充机10生产的包装4的示例。包装4是所谓的山形顶包装,其上附接有螺盖帽6。如下文进一步描述的,可以使用螺盖帽施加器站16将螺盖帽6附接到包装4。
35.填充机10的具体部件进一步在图3中示出。套筒形坯件2如方框箭头所示沿方向a输送通过盖帽施加器站16。盖帽施加器站16可以包括分度转盘161,其承载作为辐条径向向外延伸的偶数个盖帽施加单元162。在所示的示例中,存在八个盖帽施加单元162,尽管其他数量也是可能的。
36.分度转盘161不是连续旋转的,但它有四个不同的致动位置;对于每个致动位置,两个相邻的盖帽施加单元162靠近各自的坯件2定位,由此这两个坯件2将同时配备它们各自的盖帽6。四个致动位置之一如图3所示。
37.分度转盘161的运动顺序也需要以类似方式控制坯件2的流动;坯件2将相对于主动盖帽施加单元162静止定位,此后坯件2将向前移动直到接下来的两个坯件2相对于下一个主动盖帽施加单元162准确定位。
38.在图3中,可以看出已经分别使用盖帽施加单元162a和162b附接盖帽6a和6b。
39.颗粒去除装置18布置为紧邻盖帽施加器站16的下游。颗粒去除装置18被配置为从离开盖帽施加器站16的待填充式包装中去除不需要的颗粒。
40.现在转向图4,进一步详细地示出了颗粒去除装置18。颗粒去除装置18通过向待填充式包装或套筒形坯件2中提供空气(优选清洁空气)流来操作。为此,颗粒去除装置18包括空气供应管181,该空气供应管181基本上在竖直方向上延伸,并且在其端部具有孔口182以允许空气流入包装中。孔口182可以是单个孔口或一系列孔口。每个孔口可以具有圆形、矩形或任何其他合适的形状。
41.空气供应管181及其孔口182被布置在罩体183中,该罩体183的尺寸设计成当颗粒去除装置18被致动时覆盖至少一个待填充式包装。罩体183进一步与气体抽放单元184流体连通,以允许空气通过罩体183被抽出。抽放单元184可以一直致动,或者它可以被控制成使得当颗粒去除装置18被致动时仅执行空气的抽放。罩体183可以基本上竖直向上,但它也可以弯曲,例如形成l形而弯曲,以避免被抽放的颗粒落入罩体183正下方的包装中。
42.空气供应管181连接到阀185,该阀185又由控制器186控制。控制器186经编程以向阀185提供控制信号,使得通过空气供应管181的空气供应相应地得到控制。空气供应管181可以竖直向上延伸,或者它可以弯曲,例如通过形成l形而弯曲;优选地,弯曲的空气供应管181可以与来自罩体183的直的抽放管一起使用,而直的空气供应管181可以与来自罩体183的弯曲的抽放管一起使用。
43.现在转向图5,示意性地示出了颗粒去除装置18的操作。不同阶段i)-ix)表示经过固定的颗粒去除装置18的待填充式包装或套筒形坯件2流的不同位置,此处仅示出为空气供应管181。
44.在i)处,由于上游正在进行的加盖帽过程(未显示),包装是静止的。此时,颗粒去除装置18处于非工作状态,这意味着没有空气从空气供应管181流出。然而,抽放单元184可能仍然处于工作状态。
45.在ii)处,包装在箭头a的方向上远离盖帽施加器站16并朝向消毒站20移动。当包装与空气供应管181的孔口182对准,使得包装的前导侧壁布置在与孔口182相同的竖直平面中时,颗粒去除装置18通过控制器186致动,使得阀185打开,从而允许加压空气从孔口182流出。由于孔口182仅布置在距包装上端非常小的距离处,例如在1-35mm的范围内,将形成有效的射流,向下传播到包装中,而不会受到抽放流的负面影响。射流将“附着”到包装侧壁的内侧,由此射流沿着包装的内侧到达包装的另一侧,从而有效地从壁上以及从包装主体中去除颗粒。
46.随着包装继续向前移动,如在iii)处所示,空气供应将基本上被直接引导到包装中,直到前导包装的尾随侧壁与孔口182对准,如在iv)处所示。此时,射流将附着到尾随侧壁上,从而使供应的空气有效地扩散到包装的整个内侧上。在v)处,清洁前导包装,由此孔口182在两个相邻包装之间的小空间中被对准。尽管颗粒去除装置18仍处于工作状态,即空气仍然从孔口供应出来,但在随后的包装与孔口182对准之前实际上没有发生颗粒去除,如vi)处所示。步骤vi)-ix)在颗粒去除操作方面与步骤ii)-v)相同,但是在ix)处,包装停止并保持静止,以便在颗粒去除装置上游进行加盖帽操作。此时,颗粒去除装置18的操作通过切断空气供应而变为非工作状态。在步骤ii)-ix)期间,包装的运动在方向a上是连续的。
47.如上所述,该技术概念基于利用包装/坯件2相对于脉冲空气射流的移动来从待填充式包装或坯件2中去除颗粒并通过来自罩体的抽放单元184的受控抽放流捕获颗粒。
48.空气供应管181优选地是单个入口管,其从上包装边缘向下延伸短距离,以使有效的射流向下传播到包装或坯件2中而不受抽放流的负面影响。
49.单个加压空气脉冲在成分度对的包装或坯件2经过孔口182时覆盖该包装或坯件2。以这种方式,包装或坯件2的移动会确保射流首先到包装壁一侧然后到包装壁另一侧的壁附着,从而有效地从壁以及从包装主体中去除颗粒。在仍考虑空气消耗的情况下,控制脉冲的位置、时间和长度以确保包装两侧和两个包装上的壁附着。优选地,当前导包装边缘进入入口管下方时即刻开始空气脉冲,并且一旦对成分度对的第二/尾随包装完成处理就结束空气脉冲,如图5中的ix)处。替代地,颗粒去除装置18可以不断地致动,使得空气不断地从空气供应管181排出,即使当包装静止时也是如此。
50.离开包装开口的颗粒将被放置在上方的抽放罩体(优选在受控的稳态流量下运行的中央抽放管)有效地捕获。由于空气供应管181向下延伸并因此在抽放点竖直下方并与其分离,因此空气射流不会受到抽放流的负面影响,仍能够捕获从包装中去除的颗粒。以这种方式,可以最大限度地减少机器中的灰尘堆积。该过程的控制可以基于具有集成空气供应管181的罩体的设计、空气供应管181相对于包装的定位、分度运动曲线、由阀185控制的脉冲定时、加压空气的流量(优选由压力控制)和抽放流量。如果在阀185之前有足够的积聚体积,则可以优选地通过压力控制来确保在整个脉冲期间受控的空气流量。
51.本文提出的解决方案以加压空气的相对低消耗量从待填充式包装或坯件2中有效地去除颗粒。特别是,所提出的解决方案不仅在去除较大颗粒而且在去除较小颗粒(直径低至0.1mm)方面都非常有效。由于颗粒去除装置18与包装消毒站20分离,它允许创造用于颗粒去除的最佳条件,而不受包装消毒过程的要求和保持卫生区域中的卫生条件的要求的限制。
52.颗粒去除装置18是一种节省空间的解决方案,因为只需要一个包装位置就仍对成分度对的两个包装进行处理。这种节省空间的解决方案能够在盖帽的超声波密封下游实施,因此允许还针对在超声波盖帽密封过程期间生成的微米级颗粒进行实施。那些仍然存在于包装主体中的小颗粒优选在它们粘附到包装材料之前被捕获,例如由于颗粒和包装壁之间的静电力和范德华键的强度而被捕获。本文提出的解决方案允许在小颗粒粘附到壁上之前对包装进行早期处理,从而冲洗掉大部分小颗粒。
53.在包装消毒站20之前实施颗粒去除装置18的另一个益处是颗粒去除功能将分别独立于包装消毒和保持卫生腔室条件的过程,由此可以在不损害这些关键功能的情况下获得有效的颗粒去除。颗粒去除装置18由此可以在不增加消毒过程之后或结束时再次污染包装的风险的情况下进行操作,从而降低消毒之后再次污染包装的风险。它还实现了在不影响颗粒去除功能的情况下优化包装消毒过程。
54.现在转向图6,示意性地示出了方法100。方法100在配置为形成、填充和密封单个包装的填充机处执行。方法100包括提供根据上述描述的颗粒去除装置18的步骤102,以及致动所述颗粒去除装置使得空气射流被引导到经过颗粒去除装置的待填充式包装中的步骤104。
55.从上面的描述可以看出,尽管已经描述和示出了本发明的各种实施方案,但是本发明不限于此,而是还可以在所附权利要求限定的主题范围内以其他方式实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。