1.本实用新型涉及容器焊接技术领域,具体为一种容器快夹焊接工装。
背景技术:
2.在容器上,为了保证容器开口处的真空盖能够方便快捷的固定和取下,一般都要使用快夹部件,快夹部件包括快夹压板和连接座,需要焊接到容器和真空盖上,在进行焊接操作时,由于真空盖与容器法兰之间的快夹压板之间需要准确的定位,仅靠肉眼定位是不可取的,在不借助其他工具的情况下,我们无法保证快夹压板和连接座焊接在正确的位置上。通常情况下,焊接完成后的快夹部件往往不符合使用标准;其次,工人在焊接时为了将真空盖与容器法兰之间的快夹部件定位,需要花费大量的时间,这样不仅降低了工人效率,而且焊接的产品质量和产量均得不到保证。
技术实现要素:
3.为了解决现有容器与真空盖上快夹部件焊接质量差,效率低的问题,本实用新型提供了一种容器快夹焊接工装,其能够保证焊接位置精确,提高焊接效率和质量。
4.其技术方案是这样的:一种容器快夹焊接工装,其特征在于,其包括同心布置的外环和内环,所述外环通过至少两个连杆与所述内环连接,所述外环上安装有两个连线过所述外环圆心的工装定位块,所述外环的外周面和内周面分别开设有数量和位置一一对应的外凹槽和内凹槽,所述内凹槽上卡装有连接座定位块,所述连接座定位块的一端延伸至容器法兰下方用于容器上连接座的定位,所述外凹槽用于真空盖上快夹压板的定位。
5.其进一步特征在于,所述外环包括两个通过拉紧把手连接成一体的半圆环;
6.所述工装定位块安装在所述连杆与所述外环连接处;
7.所述连接座定位块卡装于内凹槽用于连接座定位时,所述外凹槽处卡嵌有支撑块;
8.所述外环上安装有容器锁紧定位板。
9.采用本实用新型后,外环支撑在容器开口法兰上,由卡嵌在内凹槽上的连接座定位块实现容器上连接座的定位,内环和真空盖连接,再将内环和外环支撑于真空盖上,由外凹槽实现快夹压板的定位,由于内凹槽和外凹槽的位置是对应的,实现了快夹部件的精确定位,定位操作简单方便,提高了焊接效率和焊接质量。
附图说明
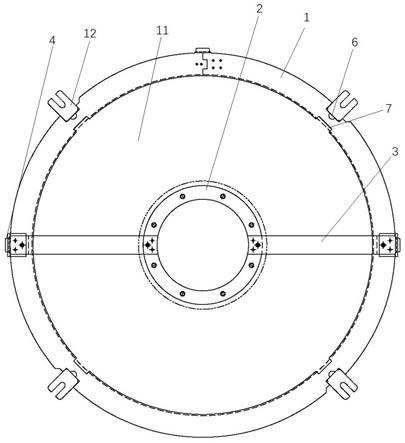
10.图1为本实用新型结构示意图;
11.图2为外环结构示意图;
12.图3为外环在容器法兰上连接座定位示意图;
13.图4为图3中a处放大示意图;
14.图5为图3中b处放大示意图;
15.图6为外环和内环在真空盖上快夹压板定位示意图;
16.图7为图6中c处放大示意图;
17.图8为图7中d向示意图。
具体实施方式
18.见图1至图8所示,一种容器快夹焊接工装,其包括同心布置的外环1和内环2,内环用于和真空盖11连接,外环1通过两个连杆3与内环2连接,外环1上安装有两个连线过圆心的工装定位块4,即在直径的两端,一般情况下,工装定位块4安装在连杆3与外环2连接处;当工装定位块4正好卡在容器法兰9边缘时,实现工装的定位,外环1的外周面和内周面分别开设有数量和位置一一对应的外凹槽6和内凹槽7,本实施例中为均布四组,用于实现四个快夹部件的焊接定位,内凹槽7上卡装有连接座定位块8,连接座定位块8的一端延伸至容器法兰9下方用于容器10上连接座13的定位,定位通过开设定位槽实现,外凹槽6用于真空盖11上快夹压板12定位,直接卡在外凹槽6内即可实现定位。
19.为了便于存放等,外环1包括两个通过拉紧把手14连接成一体的半圆环,在不使用时可以拆分为两半,使用时再用拉紧把手14将两者拼接成一体。
20.连接座定位块8卡装于内凹槽7用于连接座13定位时,由内凹槽和外凹槽导致外环该处宽度较窄,为了保证连接座定位块8的可靠定位,外凹槽6处卡嵌有支撑块15。
21.外环1上还安装有容器锁紧定位板16,用于容器锁紧块5的定位焊接,容器锁紧块5可以保证真空盖11只能旋转到一定的位置,实现真空盖与容器的可靠连接。
22.见图3所示,将外环1单独支撑在容器法兰9上,依靠两个工装定位块4实现整个工装定位后,将连接座定位块8卡入内凹槽7内,将连接座13对准位置进行焊接,完成后,将内环2与真空盖11连接,并将内环2和外环1由连杆连成一体,真空盖11放到容器10上,再由连接座定位块8与连接座13进行位置校准,取下连接座定位块8后,在外凹槽6位置插入快夹压板12,实现定位,然后进行焊接,即可完成连接座13和快夹压板12的精确定位焊接。
技术特征:
1.一种容器快夹焊接工装,其特征在于,其包括同心布置的外环和内环,所述外环通过至少两个连杆与所述内环连接,所述外环上安装有两个连线过所述外环圆心的工装定位块,所述外环的外周面和内周面分别开设有数量和位置一一对应的外凹槽和内凹槽,所述内凹槽上卡装有连接座定位块,所述连接座定位块的一端延伸至容器法兰下方用于容器上连接座的定位,所述外凹槽用于真空盖上快夹压板的定位。2.根据权利要求1所述的一种容器快夹焊接工装,其特征在于,所述外环包括两个通过拉紧把手连接成一体的半圆环。3.根据权利要求1所述的一种容器快夹焊接工装,其特征在于,所述工装定位块安装在所述连杆与所述外环连接处。4.根据权利要求1所述的一种容器快夹焊接工装,其特征在于,所述连接座定位块卡装于内凹槽用于连接座定位时,所述外凹槽处卡嵌有支撑块。5.根据权利要求1所述的一种容器快夹焊接工装,其特征在于,所述外环上安装有容器锁紧定位板。
技术总结
本实用新型涉及容器焊接技术领域,具体为一种容器快夹焊接工装,其能够保证焊接位置精确,提高焊接效率和质量,其包括同心布置的外环和内环,所述外环通过至少两个连杆与所述内环连接,所述外环上安装有两个连线过所述外环圆心的工装定位块,所述外环的外周面和内周面分别开设有数量和位置一一对应的外凹槽和内凹槽,所述内凹槽上卡装有连接座定位块,所述连接座定位块的一端延伸至容器法兰下方用于容器上连接座的定位,所述外凹槽用于真空盖上快夹压板的定位。快夹压板的定位。快夹压板的定位。
技术研发人员:胡建兵 葛文娜 宋臣龙 张备
受保护的技术使用者:罗斯(无锡)设备有限公司
技术研发日:2021.12.09
技术公布日:2022/5/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。