技术特征:
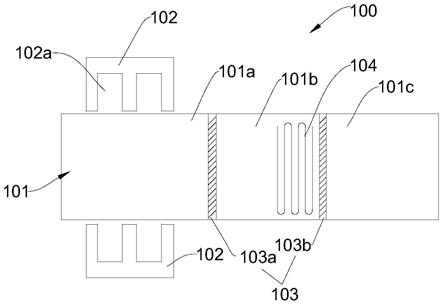
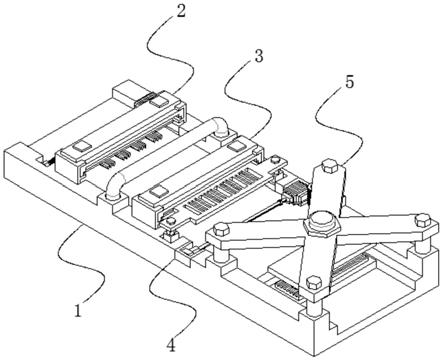
1.一种软管编织涂层一体化成型工艺,其特征在于:所述工艺包括以下步骤:—s1:提供一圆织机以及一成型模具,所述成型模具包括有外模、内芯、隔板以及加热管,所述内芯具有中空内腔,所述内芯包括有依次设置的涂覆段、固化段以及定型段,所述外模套设所述涂覆段的外围,所述外模中设置有所述涂层所需浆料的容纳腔,所述容纳腔中设置有出浆口,所述出浆口朝向所述内芯设置,所述隔板设置在所述内芯的中空内腔中,所述隔板包括有第一隔板和第二隔板,所述第一隔板将所述涂覆段和所述固化段隔开,所述第二隔板将所述固化段和所述定型段隔开,所述加热管设置在所述内芯的中空内腔中并位于所述固化段处;—s2:开启所述圆织机进行编织以得到编织层;—s3:将所述编织层牵引套设在所述内芯外围并夹置在所述内芯和所述外模之间;—s4:将所述编织层依次经过所述涂覆段、固化段以及定型段得到涂覆有表面涂层的编织层;—s5:对所述涂覆有表面涂层的编织层进行牵引收卷得到成品。2.根据权利要求1所述的成型工艺,其特征在于:所述内芯悬挂在所述圆织机上,所述内芯的涂覆段靠近所述圆织机上方,所述内芯的定型段靠近所述圆织机下方设置。3.根据权利要求2所述的成型工艺,其特征在于:所述涂覆段的长度大于所述外模的长度,所述涂覆段的长度为所述编织层外径的1.8~2.5倍,所述固化段的长度大于等于所述编织层外径的两倍。4.根据权利要求1所述的成型工艺,其特征在于:所述外模的长度等于所述编织层外径的0.8~1.2倍。5.根据权利要求1所述的成型工艺,其特征在于:所述容纳腔包括有沿所述外模长度方向平行设置的至少两个容纳腔。6.根据权利要求1所述的成型工艺,其特征在于:所述浆料的粘度为50~9000mpa.s,所述外模中浆料的涂覆压力小于等于300kpa。7.根据权利要求1所述的成型工艺,其特征在于:所述表面涂层的厚度大于0小于等于0.4mm。8.根据权利要求1所述的成型工艺,其特征在于:所述涂覆段的长度为50~500mm,所述固化段的长度为50~5000mm,所述定型段的长度为300~7000mm。9.根据权利要求1所述的成型工艺,其特征在于:所述涂覆的速度为10~200m/h。10.根据权利要求1~9任一所述的工艺制备得到的软管。
技术总结
本发明提供了一种软管编织涂层一体化成型工艺及软管,所述工艺包括以下步骤:提供一圆织机以及一成型模具,所述成型模具包括有外模、内芯、隔板以及加热管,开启所述圆织机进行编织以得到所述编织层;将所述编织层牵引套设在所述内芯外围并夹置在所述内芯和所述外模之间;将所述编织层依次经过所述涂覆段、固化段以及定型段得到涂覆有表面涂层的编织层;对所述涂覆有表面涂层的编织层进行牵引收卷得到成品,所述工艺增强了软管涂层的均匀性,提高了软管进行涂层的效率。高了软管进行涂层的效率。高了软管进行涂层的效率。
技术研发人员:卞冬明 黄裕中 张小红 陈军 吴宏亮 申华
受保护的技术使用者:中裕软管科技股份有限公司
技术研发日:2022.01.14
技术公布日:2022/5/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。