一种组合式大尺寸聚合物3d打印后处理装置
技术领域
1.本发明属于3d打印领域,具体涉及一种组合式大尺寸聚合物3d打印后处理装置。
背景技术:
2.融沉积成型(fused deposition modeling,fdm)是一种广泛应用的聚合物3d打印成型技术。在这一增材制造技术中,塑料聚合物被加热熔化以熔体的形式堆积粘附在预定的打印位置,打印制品最终由熔体逐条逐层堆积粘结成型。
3.在这个过程中,当前打印层的熔融聚合物在下层聚合物的上表面冷却和凝固时,会出现收缩现象,但由于受到下方已硬化结构的限制,这种收缩会导致层与层之间形成剪切力,即残余应力,这种残余应力一层一层累计起来具有极大的破坏性,可能导致零件变形,使其边缘卷起,甚至脱离支撑。
4.一般通过机械固定或化学粘接的方法来提高打印件与底板的结合效果来抑制打印件由于边缘卷起而导致的脱离底板,但当打印件被取下后,由于残余应力并未释放完全,在无约束的条件下仍会缓慢地进行释放,导致打印件变形,变形严重的甚至导致打印件报废。
5.制件尺寸越大残余应力越大,一般的处理方法是打印完成之后,去除约束将其在一定温度下进行热处理,但在无约束状态下的后处理过程打印件仍会产生部分变形,导致打印件尺寸偏差较大。
6.现有技术中,对打印件后处理时采用的方法有:
7.1、现有关于聚合物3d打印的处理方法多数集中于如何提高表面质量,因为大多聚合物打印尺寸较小(最大尺寸1m以内),这些小尺寸打印件在抑制变形方面比较容易实现,残余应力较小,通过打印前留余量,后期机械加工的方式可以达到要求的表面尺寸及精度;
8.2、《一种基于fdm技术的3d打印后处理工艺》中介绍的聚合物3d打印后处理方法就是通过预留加工余量来弥补变形,同时增加打印过程中打印件与基板的结合力来抑制变形,打印完成后直接机械加工的方法来达到要求的尺寸及表面精度,事实上,当制件尺寸比较大(1m尺寸以上)且结构比较容易变形的打印件,往往无法通过预留加工余量的方法来弥补变形;
9.3、现有技术也有通过热处理的方法来减少残余应力,但一般都是将制件取下,或与基板一起放入加热容器种进行后处理,但当制件较大,取下不方便(一般基板是固定死的),且取下后在无约束状态下后处理,仍会在残余应力作用下发生变形,导致尺寸精度变差。
技术实现要素:
10.本发明的目的在于提供一种组合式大尺寸聚合物3d打印后处理装置,解决了现有技术中存在的上述不足。
11.为了达到上述目的,本发明采用的技术方案是:
12.本发明提供的一种组合式大尺寸聚合物3d打印后处理装置,包括若干个加热板,若干个加热板拼接连接形成组合式的框型结构,所述框型结构的底部为开口端;且两个相邻的加热板之间可拆卸式连接。
13.优选地,两个相邻的加热板之间通过搭扣连接。
14.优选地,两个相邻的加热板之间卡接连接。
15.优选地,所述加热板包括外板,所述外板的一端面开设有卡槽,所述卡槽内从内至外依次设置有保温板和加热圈,所述加热圈朝向框型结构内腔一侧。
16.优选地,所述外板上还安装有风扇,所述风扇置于保温板和加热圈之间,且风扇的风向朝向加热圈一侧。
17.优选地,所述外板上还安装有匀风板,所述均风板置于加热圈的外侧。
18.优选地,所述均风板上安装有用于测量内腔温度的温控探头。
19.优选地,所述框型结构的底部设置有支座。
20.优选地,所述框型结构的底部设置有万向轮。
21.与现有技术相比,本发明的有益效果是:
22.本发明提供的一种组合式大尺寸聚合物3d打印后处理装置,采用可组合式的加热板,对打印完成的工件进行后处理,工件不需要移动,不需要脱约束,最大限度减少应力变形;且组装、搬运方便,能实现大尺寸聚合物打印完成后的即时热处理,降低大尺寸聚合物打印件的变形,打印件后处理时,该组合后处理装置与打印件是互不约束的,可使打印件残余应力自由释放,不会收到外在的挤压变形。
附图说明
23.图1是后处理装置的整体结构示意图;
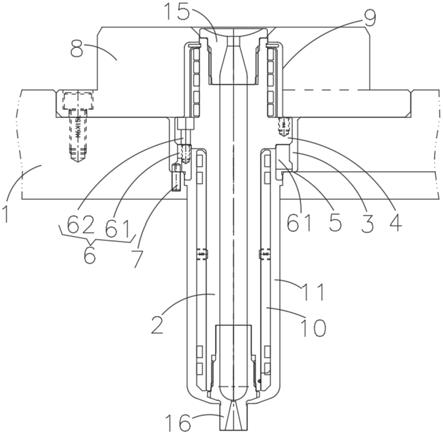
24.图2是加热板结构示意图;
25.其中,1、加热板 2、搭扣 3、支座 4、万向轮 1、外板 2、保温板 3、风扇安装板 4、风扇 5、加热圈 6、匀风板 7、温控探头。
具体实施方式
26.下面结合附图,对本发明进一步详细说明。
27.如图1和图2所示,本发明提供的一种组合式大尺寸聚合物3d打印后处理装置,包括若干个加热板1,若干个加热板1拼接连接形成组合式的立方体结构;同时,两个相邻的加热板1之间通过搭扣2活动连接。
28.所述置于立方体结构的下端面均布有多个支座3和万向轮4。立方体下端安装万向轮4,可将立方体下端拼接块移至任意位置。待位置固定后放下支座3将立方体下端固定在指定位置,而后拼接立方体上端部分。
29.所述加热板1包括外板11、保温板12、风扇安装板13、风扇14、加热圈15、匀风板16和温控探头17,其中,所述外板11为方形板状结构,方形板状结构的四边为锯齿状结构;用于实现相邻的两个外板11之间的卡接连接。
30.所述外板11的一端面开设有卡槽,所述卡槽内从内至外依次设置有保温板12、风扇安装板13、加热圈15和匀风板16。
31.所述风扇安装板13上开设有多个安装孔,所述安装孔内配合安装有风扇14。
32.所述均风板16包括板体,所述板体上开设有多个出风口。
33.多个出风口自中心向径向发散布置,且从中心向外围孔径依次变大。
34.每层出风口同轴布置。
35.所述均风板16上安装有用于测量框型结构内腔中温度的温控探头17。
36.所述温控探头17的输出端连接有控制器,所述控制器的输出端与加热圈15控制连接。
37.在使用时,
38.将3d打印件打印完成后保持原位置不动,根据打印件尺寸大小选择不同数量的拼接块,每个拼接块通过锁扣连接;例如,打印件尺寸为1300*1300*1300mm时,由于每个拼接块尺寸为500*500*500mm,需选择45个拼接块,组成1500*1500*1500mm的底部开放的立方体将打印件包围其中进行退火处理。
39.本发明对打印件进行后处理时,高分子材料成型后,在合适的温度下进行退火处理,可使链段发生运动,从而使得分子链逐渐由蜷曲状态转变为自然舒展状态,最终达到消除内应力的效果。
40.本发明涉及的结构具有以下优点:
41.1、采用可组合式的加热板,对打印完成的工件进行后处理,工件不需要移动,不需要脱约束,最大限度减少应力变形;且组装、搬运方便,能实现大尺寸聚合物打印完成后的即时热处理,降低大尺寸聚合物打印件的变形。
42.2、打印件后处理时,该组合后处理装置与打印件是互不约束的,可使打印件残余应力自由释放,不会收到外在的挤压变形。
43.3、加热板分不同规格,可以根据打印件尺寸大小自由组合最佳尺寸,减少加热空间浪费,提高热量利用率,降低不必要的热量损耗。
44.4、加热板内外板之间有鼓风装置,内板表面有点阵结构,以保证打印工件周边区域温度分布更为均匀。
45.5、加热板底部装有滚轮,便于加热板的转移搬运。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。