1.本实用新型属于机械加工技术领域,具体涉及一种用于加工航空发动机叶片夹具中的压紧装置。
背景技术:
2.目前,普遍应用的压紧装置有两种;一、带有导引的斜面压块,如图1所示压紧装置由压紧块、导向销、 定位座和压紧螺钉组成;
3.导向销在定位座的安装孔中能够轴向自由进出,导向销固定在压紧块上,压紧螺钉旋入压紧块后有一定活动间隙,定位座与压紧螺钉螺纹连接;其工作原理是用扳手旋转压紧螺钉,推动、拉动压紧块沿导向销移动,使压紧块实现压紧、松开零件。该技术方案中存在的问题:1、导向销与定位座的间隙较小,定位销与压紧块的装配精度要求较高,否则定位销无法插入定位座;2、由于压紧块有一定的角度,压紧时压紧力的方向与定位销轴线成一定角度,定位销受力变形,此时定位销与定位座已无间隙,定位销在定位座中移动承受较大的摩擦力,在压紧零件时这种机构使用非常不便;3、这种结构刚性差,受力易变形,不稳定。
4.二、螺钉直接和压紧块连接,如图2所示,压紧装置由压紧块、定位座和压紧螺钉组成;压紧块旋入压紧螺钉后有一定活动间隙,定位座与压紧螺钉螺纹连接;其工作原理是用扳手旋转压紧螺钉,推动、拉动压紧块运动,使压紧块实现压紧、松开零件;该技术方案中存在的问题:1、由于压紧块与压紧螺钉必须有活动间隙,加工零件中产生的震动会使压紧块松动,影响零件的加工质量;2、这种结构只能应用于零件的压紧面与压紧螺钉轴线垂直的情况。
技术实现要素:
5.本实用新型提供一种用于加工航空发动机叶片夹具中的压紧装置,具体方案如下:
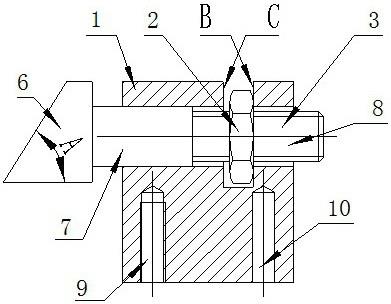
6.一种用于加工航空发动机叶片夹具中的压紧装置,包括定位座、螺母和压紧件;
7.所述定位座上端设有正方形孔,且定位座设有条形凹槽;
8.所述定位座底端设有螺纹孔和定位销孔,通过螺钉和定位销使其固定在夹具座上;
9.所述压紧件由压紧块、引导段和螺柱构成一个整体;
10.所述引导段呈正方形柱体;
11.所述螺母卡在定位座的条形凹槽内,将压紧件从定位座前方的正方形孔穿入,其螺柱至螺母内,通过转动螺母将压紧件的螺柱穿入后方的正方形孔。
12.所述的一种用于加工航空发动机叶片夹具中的压紧装置,其优选方案为所述压紧块中a角根据工件被压紧面的角度确定。
13.所述的一种用于加工航空发动机叶片夹具中的压紧装置,其优选方案为所述引导段柱体的四个角均设有倒角,用于避免导引端柱体与定位座的正方形孔尖角接触。
14.所述的一种用于加工航空发动机叶片夹具中的压紧装置,其优选方案为所述引导段的柱体与正方形孔为间隙配合,其配合间隙为0.03mm-0.05mm。
15.所述的一种用于加工航空发动机叶片夹具中的压紧装置,其优选方案为所述定位座中的正方形孔与压紧件中引导段的正方形柱体的配合关系,或更换为长方形、多边形孔、柱来实现本压紧装置的功能。
16.一种用于加工航空发动机叶片夹具中的压紧装置,其工作原理是通过用扳手旋转螺母,使压紧件的螺柱与螺母产生相对运动;螺母向右旋转,螺母与定位座槽的b面贴合拉动压紧件松开工件;螺母向左旋转,螺母与定位座槽的c面贴合推动压紧件压紧工件。
17.有益效果
18.本实用新型的有益效果为:本实用新型的技术方案中正方形孔与正方形柱配合具有足够的刚性,在压紧力的作用下不会产生变形;可应用广泛,通过改变压紧块中a角,可用于不同形状工件的压紧;压紧件沿螺柱中心线方向自由滑动不能转动,保证本压紧装置压紧工件稳定可靠;该压紧装置实际应用效果良好,操作简单,压紧稳定可靠,制造成本低。
附图说明
19.图1为现有技术带有导引的斜面压块压紧装置的结构示意图;
20.图2为现有技术螺钉直接和压紧块连接压紧装置的结构示意图;
21.图3为本实用新型的压紧装置结构示意图;
22.图4为本实用新型所述压紧件结构示意图;
23.图5为本实用新型所述定位座结构示意图;
24.图6为本实用新型的压紧装置应用于一种叶片夹具的状态结构示意图。
25.图中:1-定位座,2-螺母,3-压紧件,4-正方形孔,5-条形凹槽,6-压紧块,7-导引段,8-螺柱,9-螺纹孔,10-定位销孔,11-第一压紧装置、12-第二压紧装置、13-第三压紧装置、14-夹具座。
具体实施方式
26.如图1-5所示,一种用于加工航空发动机叶片夹具中的压紧装置,包括定位座1、螺母2和压紧件3;
27.所述定位座1上端设有正方形孔4,且定位座设有条形凹槽5;
28.所述定位座1底端设有螺纹孔9和定位销孔10,通过螺钉和定位销使其固定在夹具座14上;
29.所述压紧件3由压紧块6、引导段7和螺柱8构成一个整体;
30.所述引导段7呈正方形柱体;
31.所述螺母2卡在定位座1的条形凹槽5内,将压紧件3从定位座1前方的正方形孔4穿入至正方形孔4的后方。
32.所述引导段7柱体的四个角均设有倒角,用于避免导引段7柱体与定位座1的正方形孔4尖角接触。
33.所述引导段7的柱体与正方形孔4为间隙配合,其配合间隙为0.03mm-0.05mm。
34.将本技术方案的压紧装置应用到一种叶片的夹具中,由图6所示,应用了三组压紧
装置,分别为第一压紧装置11、第二压紧装置12和第三压紧装置13。压紧块6形状跟据叶片被压紧部位的结构做成三种不同的结构;f1向视图的压紧块a角是钝角,f2向视图的压紧块a角是锐角,f3向视图的压紧块a角是直角;其三个压紧装置的定位座1尺寸完全相同, 通过用扳手旋转螺母,使压紧件的螺柱与螺母产生相对运动;螺母向右旋转,螺母与定位座槽的b面贴合拉动压紧件松开工件;螺母向左旋转,螺母与定位座槽的c面贴合推动压紧件压紧工件;可互换使用,便于批量生产。
技术特征:
1.一种用于加工航空发动机叶片夹具中的压紧装置,其特征在于:包括定位座、螺母和压紧件;所述定位座上端设有正方形孔,且定位座设有条形凹槽;所述定位座底端设有螺纹孔和定位销孔,通过螺钉和定位销使其固定在夹具座上;所述压紧件由压紧块、引导段和螺柱构成一个整体;所述引导段呈正方形柱体;所述螺母卡在定位座的条形凹槽内,将压紧件从定位座前方的正方形孔穿入,其螺柱至螺母内,通过转动螺母将压紧件的螺柱穿入后方的正方形孔。2.根据权利要求1所述的一种用于加工航空发动机叶片夹具中的压紧装置,其特征在于:所述压紧块中a角根据工件被压紧面的角度确定。3.根据权利要求1所述的一种用于加工航空发动机叶片夹具中的压紧装置,其特征在于:所述引导段柱体的四个角均设有倒角,用于避免导引端柱体与定位座的正方形孔尖角接触。4.根据权利要求1所述的一种用于加工航空发动机叶片夹具中的压紧装置,其特征在于:所述引导段的柱体与正方形孔为间隙配合,其配合间隙为0.03mm-0.05mm。5.根据权利要求1所述的一种用于加工航空发动机叶片夹具中的压紧装置,其特征在于:所述定位座中的正方形孔与压紧件中引导段的正方形柱体的配合关系,或更换为长方形、多边形孔、柱来实现本压紧装置的功能。
技术总结
本实用新型属于机械加工技术领域,具体涉及一种用于加工航空发动机叶片夹具中的压紧装置,包括定位座、螺母和压紧件;定位座上端设有正方形孔,且定位座设有条形凹槽;定位座底端设有螺纹孔和定位销孔,通过螺钉和定位销使其固定在夹具座上;压紧件由压紧块、引导段和螺柱构成一个整体;引导段呈正方形柱体;螺母卡在定位座的条形凹槽内,将压紧件从定位座前方的正方形孔穿入,其螺柱至螺母内,通过转动螺母将压紧件的螺柱穿入后方的正方形孔。本实用新型的压紧装置实际应用效果良好,操作简单,压紧稳定可靠,制造成本低。制造成本低。制造成本低。
技术研发人员:郭仁国 郭彦东 李占龙
受保护的技术使用者:沈阳强航时代精密科技有限公司
技术研发日:2022.04.25
技术公布日:2022/6/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
