1.本发明涉及激光加工领域,特别涉及一种大幅面窗口镜的超快激光制备装置及制备方法。
背景技术:
2.窗口镜材料,例如蓝宝石带晶体,为优良的透波材料,在紫外线、可见光、红外波段、微波都具有良好的透过率,可以满足多模式复合制导的要求,在军事工业领域被作为窗口材料及整流罩部件,在光电通讯领域作为重要的窗口材料使用。事实上,常用的观察窗口例如蓝宝石窗口材料是一种纯度极高的蓝宝石材料,然而天然蓝宝石在质量上和尺寸上无法满足现代工业和军用需求,尤其是各种高性能、宽波段、多光谱军用光电设备的多个传感器共用一个的观察窗口,例如可见光和中波红外的机载观察窗口,其要求直径在450mm左右,最好直径在600mm及以上。
3.而随着输出窗口镜强度要求越来越高,人工生长的蓝宝石尺寸不能满足现代光学系统对大孔径光学材料的需求。通过单晶生长形成的大尺寸窗口镜,无论从晶体质量、成本、工艺控制精度、工艺重现性、晶体尺寸、生产效率等方面均难以需求。因此,需要通过连接技术,来获取大尺寸的窗口镜。
4.常用的蓝宝石连接技术中,胶接法由于接口中存在高分子聚合物,不适用于高温环境,且接头极易氧化,影响部件的寿命;熔块法焊接蓝宝石时,焊缝中存在微裂纹,易损坏,且工艺需要很高的连接温度、工艺复杂;钎焊蓝宝石时,由于钎料很难在其表面润湿,需要高真空度和连接温度,且焊接后同样存在很大应力,同样工艺复杂、稳定性不够。总体来说,大尺寸窗口镜(例如蓝宝石)的制备存在生长周期长、工艺复杂及成品率低等难题,向现有工艺提出了挑战。
5.就现有技术而言,激光焊接技术已用于玻璃材料的封装中,例如,专利cn112171055a提出一种玻璃材料超快激光精密焊接系统及方法,通过超快激光焊接叠放的多层玻璃板实现多层玻璃材料的有效焊接;专利cn112846499a提出一种玻璃与金属封装的超快激光焊接方法以及系统,通过超快激光作用于叠放的玻璃与金属材料中间,实现玻璃与金属的焊接封装。
6.以前述两类专利为代表的焊接封装办法,其焊接对象均为上下叠放的两层或者多层材料,该类接触方式下接触表面均为平面,对于超快激光的焦深没有要求,因而超快激光(焦深一般在十微米左右)可通过设定的图形在恒定的平面上完成焊接,不存在技术障碍。
7.但是,在对玻璃材料进行幅面扩增或立体封装时,前述两类专利的方法通过焊接叠放的平面样品与平面样品的方式,并不能实现幅面扩增或立体封装,效果较差。为此,迫切需要展开新的方法来满足大幅面窗口镜的制备,包括窗口镜幅面扩增与立体结构封装。
技术实现要素:
8.本发明提供了一种大幅面窗口镜的超快激光制备装置及制备方法,其目的是为了
解决现有技术方案中,大幅面窗口镜的高效制备难题。
9.为了达到上述目的,本发明的实施例提供了一种大幅面窗口镜的超快激光制备装置,包括:
10.激光器,用于产生激光;
11.斜面样品夹具,用于夹持多个小幅面窗口镜以实现多个小幅面窗口镜斜面位置紧密拼接;
12.整形装置,设置在激光传输的路径上,对经过的激光进行时间整形和/或空间整形;
13.聚焦镜,设置在激光传输路径上,且所述激光器和所述聚焦镜位于所述整形装置的两端;
14.三维移动平台,所述斜面样品夹具设置在所述三维移动平台上,所述三维移动平台带动被斜面样品夹具的小幅面窗口镜移动至聚焦镜的焦点处。
15.优选的,所述大幅面窗口镜的超快激光制备装置还包括导光镜,所述导光镜设置在所述激光传输路径上,所述导光镜折射激光以使得激光照射在被斜面样品夹具夹持的小幅面窗口镜处,所述导光镜的上方设置有ccd相机,所述ccd相机用以记录制备过程。
16.优选的,所述大幅面窗口镜的超快激光制备装置还包括透镜,所述透镜设置在所述ccd相机和所述导光镜之间。
17.本技术还提供了一种大幅面窗口镜的超快激光制备方法,采用前述大幅面窗口镜的超快激光制备装置,包括如下步骤:
18.s1.对待连接的小幅面窗口镜的端角进行抛光形成用于连接的斜面,所述斜面的表面质量需要达到光学接触的要求;
19.s2.将数量不低于两个的小幅面窗口镜通过夹具固定,保证多个小幅面窗口镜的斜面形成光学接触;
20.s3.开启激光器,调整整形装置和聚焦镜,使得激光器发出的激光聚焦在小幅面窗口镜相互接触的斜面,且通过整形装置整形的激光其焦深与斜面的高度匹配,进而通过局部融化实现窗口镜幅面扩增。。
21.优选的,在步骤s2中,调整斜面样品夹具保证待加工的小幅面窗口镜的斜面贴合,并在斜面融化的同时,斜面样品夹具对接触的斜面施加压力。
22.优选的,在所述步骤s3中,所述激光器为超快激光器,所述超快激光器的波长范围为226-2000nm。
23.优选的,所述大幅面窗口镜的超快激光制备方法还包括观测步骤,所述观测步骤与步骤s3同时实施,所述观测步骤包括,采用所述ccd相机实时观测多个待加工小幅面窗口镜的熔池形貌、等离子体溅射形态。
24.优选的,所述大幅面的窗口镜的超快激光制备方法还包括步骤s4,所述步骤s4为在实现窗口镜幅面扩增后,通过超快激光制备增透结构,增强窗口镜焊接处的不同波段光线的透过率。
25.优选的,所述窗口镜为透明材料。
26.优选的,所述窗口镜为蓝宝石或者石英材料制成。
27.本发明的上述方案有如下的有益效果:
28.(1)在本技术中,采用小幅面窗口镜拼接形成大幅面窗口镜的理念,不同于现有技术中大块的蓝宝石单晶体人工制造方法,不存在背景技术中阐述的问题;而且,该方式通过超快激光的高速扫描即可实现幅面扩增,效率极高;同时,小幅面窗口镜的制造工艺简单、成品率高,而超快激光焊接由于热输入小可最大化保证样品的材料特性不受影响,整体的加工质量可以得到有效保证。
29.(2)与现有技术方案中的平面样品不同,本技术制备斜面样品,并通过时间整形、空间整形超快激光形成聚焦焦点深度与斜面样品深度的匹配,从而在特定夹具下完成斜面样品的高强度超快激光焊接,从而实现窗口镜的幅面扩增与立体封装。事实上,窗口镜的传统的钢架结构固定会形成对光线的遮挡,从而会存在小范围的探测盲区。本发明通过对小幅面窗口镜进行任意角度的抛光,可实现窗口镜的空间立体结构封装,且整体结构均能够保证高的光线透过率,这是一种全新的窗口镜设计与制备方式,不仅可做幅面扩增,同时还可实现立体镜面的构架。
30.(3)实际上,某些高功率微波源、高功率激光输出窗口镜中由于高的功率存在,会加热传统的胶合材料,从而降低胶合的强度以及稳定性,这对系统整体的稳定性造成了严重影响。而通过超快激光封装的方式,中间无任何涂层、胶合物,因此不会受热的影响,可保证系统长期高效稳定运行。
附图说明
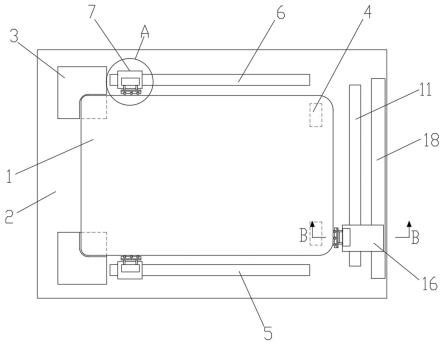
31.图1是大幅面的窗口镜的超快激光制备装置的示意图;
32.图2是小幅面窗口镜的拼接方式示意图;
33.图3是本技术加工后的产品示意图。
34.【附图标记说明】
35.1-激光器、2-整形装置、3-导光镜、4-透镜、5-ccd相机、6-聚焦镜、7-夹具、8-三维移动平台。
具体实施方式
36.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
37.如图1-3所示,本发明的实施例提供了一种大幅面的窗口镜的超快激光制备装置,主要用于如图2的小幅面窗口镜的各角度拼接。一种大幅面的窗口镜的超快激光制备装置包括激光器1、整形装置2、聚焦镜6、斜面样品夹具7,三维移动平台8,其中激光器1用于产生激光,整形装置2对经过整形装置的激光进行空间整形和/或空间整形,聚焦镜6用于将整形后的激光进行聚焦,三维移动平台8用于移动,使得位于三维移动平台8上的小幅面窗口镜可以移动至聚焦镜6的焦点上。其中用于夹持小幅面窗口镜的斜面样品夹具7设置在三维移动平台8,斜面样品夹具7可调节两个待加工的小幅面窗口镜的相对位置。
38.具体来说,激光器1用于发射激光,在激光的传输路径上设置有整形装置2,整形装置2对激光进行时间整形(如burst模式)或/和空间整形(如贝塞尔光束),在激光的传输路径上还设置有聚焦镜6和三维移动平台8,其中激光经过聚焦镜6后进行聚焦,三维移动平台8带动被斜面样品夹具夹持的小幅面窗口镜移动至聚焦镜6的焦点处,三维移动平带上设置
有斜面样品夹具7,斜面样品夹具7用于夹持两个小幅面窗口镜以实现两个小幅面窗口镜的光学接触。如图2(a),两个小幅面窗口通过水平的拼接实现幅面扩增,借助于斜面样品夹具7对接触的斜面施加压力,形成两斜面间的紧密接触以达到光学接触;此外,两个小幅面窗口也可通过空间任意角度拼接,形成特定的空间结构,如图2(b)、2(c)所示的立体封装。
39.优选的,所述大幅面窗口镜的超快激光制备装置还包括导光镜3,所述导光镜3设置在所述激光传输路径上,所述导光镜3将激光折射,导光镜3通过折射可以调整激光传输方向,可以减小本装置占用的空间。优选的,在本技术中导光镜3可以将激光折射90
°
,所述导光镜3的上方设置有ccd相机,所述ccd相机用于焊接过程的熔池形貌、等离子体溅射形态等进行在线监测,用于分析并提高焊接的强度与稳定性.
40.优选的,所述大幅面窗口镜的超快激光制备装置还包括透镜4,所述透镜4设置在所述ccd相机和所述导光镜3之间。
41.在本技术中,整形装置2对经过的激光进行空间整形和/或时间整形,使得照射在小幅面窗口镜上的焦点深度实现变化,获取焦深匹配的聚焦光束,同时通过时间整形调制波形增强焊接的强度,以完成对小幅面窗口镜幅面扩增的同时完成立体封装。
42.本技术还公布了一种大幅面窗口镜的超快激光制备方法,采用大幅面窗口镜的超快激光制备装置,包括如下步骤:
43.s1.对待连接的小幅面窗口镜的端角进行抛光形成用于连接的斜面,所述斜面的表面质量达到光学接触的要求;小幅面窗口镜为透明材料制成,优选的为蓝宝石或者石英材料制成。通过研磨抛光的方式在小幅面窗口镜端角位置制备了不同角度的斜面,整体表面粗糙度优于200nm,平整度优于λ/4。
44.s2.将数量不低于两个的小幅面窗口镜通过斜面样品夹具7固定,保证多个小幅面窗口镜的斜面形成接触,调整斜面样品夹具7保证待加工的小幅面窗口镜的斜面贴合,并对接触的斜面施加压力。
45.s3.开启激光器1,调整整形装置2和聚焦镜6,使得激光器1发出的激光聚焦在小幅面窗口镜的相互接触的斜面,且通过整形装置整形的激光其焦深与斜面的高度匹配,进而通过局部融化实现窗口镜幅面扩增。。所述激光器1为超快激光器1,所述超快激光器1的波长范围为226-2000nm。
46.在实施步骤时s3时,还需实施观测步骤,所述观测步骤包括采用所述ccd相机实时观测两个待加工小幅面窗口镜的熔池形貌、等离子体溅射形态。
47.优选的,所述大幅面的窗口镜的超快激光制备方法还包括步骤s4,所述步骤s4为在实现小幅面窗口镜幅面扩增后,通过超快激光制备增透结构,增强小幅面窗口镜焊接处的不同波段光线的透过率。
48.本技术提供的大幅面窗口镜的超快激光制备方法,不但可以实现以现有技术为代表的两种焊接方法,还能够针对立体封装进行焊接。在本技术中,当小幅面窗口镜需要斜面接触并焊接时,斜面样品夹具7对两个或者多个小幅面窗口镜进行夹持,并且依据小幅面窗口镜的斜面夹角和样品厚度,调整适合的焦深和脉冲形状,在完成焊接的同时,还可以提高焊接强度。
49.实施例1
50.对于生长的100mm*100mm*6mm的蓝宝石窗口片,通过如图2(a)所示的小幅面窗口
镜制备模块制备斜面角度30度的两小幅面蓝宝石窗口片,整体表面粗糙度优于200nm,平整度优于λ/4,在斜面样品夹具7的固定下可形成紧密的光学接触;超快激光器1采用波长1064nm、脉宽100fs、输出功率30w、重频10mhz的飞秒激光器1,通过整形装置2实现包含8脉冲的burst输出,空间上形成贝塞尔焦深为1.5mm的聚焦光束;聚焦镜6采用na为0.4(20x)的显微物镜;三维移动平台8移动速度为2mm/s;激光焦点在两斜面的结合处,通过移动平台形成焊接,最终获得强度高、耐热冲击、稳定的焊接结果,实现幅面的扩增。
51.实施例2
52.对于生长的100mm*100mm*6mm的金刚石窗口片,通过如图2(c)所示的小幅面窗口镜制备模块制备斜面角度45度的两小幅面金刚石窗口片,整体表面粗糙度优于200nm,平整度优于λ/4,在斜面样品夹具7的固定下可形成紧密的光学接触;超快激光器1采用波长1064nm、脉宽300fs、输出功率30w、重频10mhz的飞秒激光器1,通过整形装置2实现包含8脉冲的burst输出,空间上形成贝塞尔焦深为2.5mm的聚焦光束;聚焦镜6用焦距20mm的远心透镜4;三维移动平台8移动速度为10mm/s;激光焦点在两斜面的结合处,通过移动平台形成焊接;随后,通过飞秒激光在样品表面制备增透微结构,用以提高光线的透过率,最终获得强度高、耐热冲击、高透过率、稳定的焊接结果,实现幅面的立体封装,如图3所示。
53.本技术的方法制备的大幅面窗口镜结合强度高、耐热冲击、高透过率、稳定的大幅面窗口,且可用于三维形状可控的大幅面立体窗口镜结构。
54.通过超快激光封装的方式,中间无任何涂层、胶合物,因此不会受热的影响,可保证系统长期高效稳定运行。
55.超快激光的高速扫描即可实现幅面扩增,效率极高;同时,小幅面窗口镜的制造工艺简单、成品率高,而超快激光焊接由于热输入小可最大化保证样品的材料特性不受影响,整体的加工质量可以得到有效保证。
56.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。