1.本发明涉及电机自动化组装设备领域技术,尤其是指一种端盖组装机及其组装方法。
背景技术:
2.随着电机的广泛应用,市场对电机自动化组装设备的需求越来越高;在电机组装过程中,需要先将碳晶和阻尼片组装到电刷臂中;端盖组装时先将杯士压装到端盖中,再将组装好碳晶和阻尼片的电刷臂组装到端盖中,在端盖的左右两侧各组装一个电刷臂;现有的端盖组装机存在组装工作效率低,人工成本高的技术问题;同时,现有的端盖组装机还存在组装精度低、次品率高的技术问题;因此,针对这一现状,迫切需要开发一种端盖组装机及其组装方法,以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种端盖组装机及其组装方法,其通过采用传送机构、进出料机构、转盘机构、翻转机构、杯士组装机构、第一电刷臂组装机构、第二电刷臂组装机构、检测机构和不良品回收机构自动化的实现了端盖的传送、进出料、转移、翻转、组装杯士、组装电刷臂、检测和不良品回收,提高了工作效率。
4.为实现上述目的,本发明采用如下之技术方案:
5.一种端盖组装机,其包括机架、用于传送端盖的传送机构、用于带动端盖移动的转盘机构、用于端盖进出料的进出料机构、用于将端盖进行翻转的翻转机构、用于组装杯士的杯士组装机构、用于将电刷臂组装到端盖中的电刷臂组装机构、用于检测端盖内是否组装有电刷臂的检测机构以及用于回收不良品的不良品回收机构,该机架上设置有用于安装上述各机构的工作台;该进出料机构位于传送机构和转盘机构之间;该转盘机构具有可转动的转盘;该转盘圆周间隔设置有复数个用于放置端盖的治具座;该治具座随转盘转动依次与进出料机构、翻转机构、杯士组装机构、电刷臂组装机构、检测机构和不良品回收机构相对应。
6.作为一种优选方案:所述电刷臂组装机构分为用于将电刷臂组装到端盖左侧的第一电刷臂组装机构和用于将电刷臂组装到端盖右侧的第二电刷臂组装机构;该第一电刷臂组装机构包括用于将电刷臂预组装到端盖左侧的第一电刷臂预组装组件和用于将电刷臂紧固压装到端盖左侧的第一压紧组件;该第二电刷臂组装机构包括用于将电刷臂预组装到端盖右侧的第二电刷臂预组装组件和用于将电刷臂紧固压装到端盖右侧的第二压紧组件;该第一电刷臂预组装组件、第一压紧组件、第二电刷臂预组装组件和第二压紧组件依次沿转盘转动方向分布于转盘外侧;该转盘机构具有固定安装于转盘上方的安装盘。
7.作为一种优选方案:所述杯士组装机构包括安装架、用于杯士上料的上料组件和用于杯士压装的压装组件,该上料组件和压装组件均安装于安装架上;该压装组件位于上
料组件的出料端侧旁;该压装组件包括用于压固端盖上端的压固装置、用于接收杯士的接收驱动装置、用于驱动接收驱动装置上升将杯士顶升至端盖中的顶升驱动装置和用于接收上料组件输送的杯士并转移至接收驱动装置中的送料装置,该送料装置的送料端与上料装置的出料端相接;该接收驱动装置具有用于接料或退料的可升降的取料针,该送料装置的送料端可移动式与取料针相对接;该接收驱动装置安装于顶升驱动装置的输出端;该接收驱动装置可升降式位于压固装置的下方。
8.作为一种优选方案:所述接收驱动装置还包括安装座、接收驱动气缸和抵紧块,该接收驱动装置竖向的安装于安装座上,该抵紧块紧固安装于安装座上表面,该接收驱动气缸的轴端连接上述取料针,该取料针可升降移动式位于抵紧块内。
9.作为一种优选方案:所述送料装置包括送料驱动气缸和送料块,该送料驱动气缸横向的安装于安装架上,该送料块安装于送料驱动气缸的轴端,该送料块可横向移动式与取料针相对应;所述送料块前端具有用于容置杯士的容置槽,于容置槽位置设置有用于供杯士通过的开口,于开口前端设置有可开闭的挡块。
10.作为一种优选方案:所述第一电刷臂预组装组件和第二电刷臂预组装组件均包括用于放置治具的治具座、支撑立架、预组装驱动装置和压紧装置,该治具座位于支撑立架侧旁,该预组装驱动装置安装于支撑立架上,该压紧装置安装于安装盘上;该预组装驱动装置具有可移动的旋转夹紧气缸,该压紧装置具有可升降的压料块,该压料块将端盖上表面压紧,该旋转夹紧气缸可移动式将治具座上的电刷臂预组装至压料块下方的端盖中。
11.作为一种优选方案:所述第一压紧组件和第二压紧组件均包括压紧气缸和竖向滑动压块,该压紧气缸竖向的安装于安装盘上,该竖向滑动压块紧固安装于压紧气缸的轴端,该竖向滑动压块可升降式抵接在治具座之端盖上侧。
12.作为一种优选方案:所述进出料机构包括支撑座、升降驱动组件、旋转驱动组件和两个夹料气缸,该升降驱动组件竖向的安装于支撑座上,该旋转驱动组件安装于升降驱动组件的竖向端,该两个夹料气缸紧固安装于旋转驱动组件的输出端。
13.作为一种优选方案:所述翻转机构包括支撑立座、竖向驱动气缸和翻转夹紧气缸,该竖向驱动气缸竖向的安装于支撑立座上,该翻转夹紧气缸紧固安装于竖向驱动气缸的输出端。
14.所述端盖组装机的组装方法,其包括如下步骤:
15.第一、传送机构向前传送未组装的端盖;
16.第二、传送机构将端盖传送至进出料机构侧旁时,进出料机构将端盖由传送机构转移至转盘机构之治具座上;
17.第三、转盘机构带动端盖移动至翻转机构侧旁时,翻转机构将端盖翻转180度;
18.第四、转盘机构带动端盖移动至杯士组装机构侧旁时,杯士组装机构将杯士组装到端盖中;
19.第五、转盘机构带动端盖移动至电刷臂组装机构侧旁时,电刷臂组装机构将电刷臂组装到端盖中;
20.第六、转盘机构带动端盖移动至检测机构侧旁时,检测机构检测端盖内是否组装有电刷臂;
21.第七、转盘机构带动端盖移动至不良品回收机构侧旁时,不良品回收机构对不良
品进行回收;
22.第八、转盘机构带动端盖移动至进出料机构侧旁时,进出料机构将转盘机构已经组装好的端盖转移至传送机构上;
23.第九、传送机构向前传送组装好的端盖进行出料。
24.本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用传送机构、进出料机构、转盘机构、翻转机构、杯士组装机构、第一电刷臂组装机构、第二电刷臂组装机构、检测机构和不良品回收机构自动化的实现了端盖的传送、进出料、转移、翻转、组装杯士、组装电刷臂、检测和不良品回收,提高了工作效率,降低了人工成本;通过采用杯士组装机构自动化的实现了杯士的上料和压装,提高了组装精准度;降低了次品率。
25.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
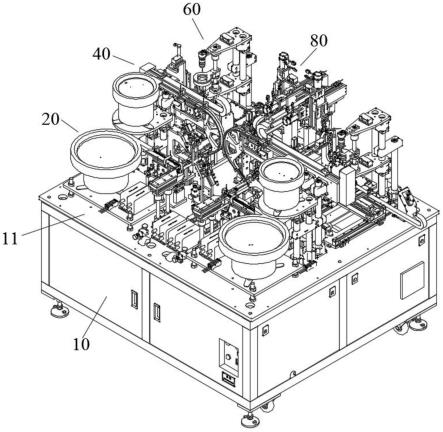
26.图1为本发明之端盖组装机第一视角立体结构示意图;
27.图2为本发明之端盖组装机第二视角立体结构示意图;
28.图3为本发明之进出料机构立体结构示意图;
29.图4为本发明之翻转机构立体结构示意图;
30.图5为本发明之杯士组装机构立体结构示意图;
31.图6为本发明之压装组件第一视角立体结构示意图;
32.图7为本发明之压装组件第二视角立体结构示意图;
33.图8为本发明之图7中m处放大图;
34.图9为本发明之第一电刷臂预组装组件立体结构示意图;
35.图10为本发明之第一压紧组件立体结构示意图;
36.图11为本发明之不良品回收机构示意图。
37.附图标识说明:
38.图中:10、机架;11、工作台;20、传送机构;30、转盘机构;31、转盘;32、安装盘;40、进出料机构;41、支撑座;42、升降驱动组件;421、升降驱动气缸;422、升降滑座;43、旋转驱动组件;431、旋转驱动气缸;432、旋转板;433、夹料气缸;50、翻转机构;51、支撑立座;52、竖向驱动气缸;53、翻转夹紧气缸;60、杯士组装机构;61、安装架;62、上料组件;63、压装组件;631、压固装置;6311、压固驱动气缸;6312、安装杆;6313、条形槽;6314、压盘;6315、连接轴;632、接收驱动装置;6321、安装座;6322、接收驱动气缸;6323、抵紧块;6324、取料针;633、顶升驱动装置;6331、顶升驱动气缸;6332、顶升滑座;634、送料装置;6341、送料驱动气缸;6342、送料块;6343、容置槽;6344、开口;6345、挡块;6346、物料传感器;70、电刷臂组装机构;71;第一电刷臂预组装组件;711、治具座;712、支撑立架;713、预组装驱动装置;7131、横向驱动气缸;7132、竖向驱动气缸;7133、旋转夹紧气缸;714、压紧装置;7141;压紧驱动气缸;7142;压料块;72、第一压紧组件;721、压紧气缸;722、竖向滑动压块;80、检测机构;90、不良品回收机构;91、纵移驱动气缸;92、竖向移料气缸;93、回收盘。
具体实施方式
39.本发明如图1至图11所示,一种端盖组装机,其包括机架10、用于传送端盖的传送机构20、用于带动端盖移动的转盘机构30、用于端盖进出料的进出料机构40、用于将端盖进行翻转的翻转机构50、用于组装杯士的杯士组装机构60、用于将电刷臂组装到端盖中的电刷臂组装机构70、用于检测端盖内是否组装有电刷臂的检测机构80以及用于回收不良品的不良品回收机构90,该机架10上设置有用于安装上述各机构的工作台11;该进出料机构40位于传送机构20和转盘机构30之间;该转盘机构30具有可转动的转盘31;该转盘31圆周间隔设置有复数个用于放置端盖的治具座711;该治具座711随转盘31转动依次与进出料机构40、翻转机构50、杯士组装机构60、电刷臂组装机构70、检测机构80和不良品回收机构90相对应。
40.该电刷臂组装机构70分为用于将电刷臂组装到端盖左侧的第一电刷臂组装机构和用于将电刷臂组装到端盖右侧的第二电刷臂组装机构;该第一电刷臂组装机构包括用于将电刷臂预组装到端盖左侧的第一电刷臂预组装组件71和用于将电刷臂紧固压装到端盖左侧的第一压紧组件72;该第二电刷臂组装机构包括用于将电刷臂预组装到端盖右侧的第二电刷臂预组装组件和用于将电刷臂紧固压装到端盖右侧的第二压紧组件;该第一电刷臂预组装组件71、第一压紧组件72、第二电刷臂预组装组件和第二压紧组件依次沿转盘31转动方向分布于转盘31外侧;该转盘机构30具有固定安装于转盘31上方的安装盘32。
41.将电刷臂组装到端盖中之前,需要将碳晶和阻尼片组装到电刷臂中,将组装上碳晶和阻尼片的电刷臂组装到端盖中;检测机构80包括两个光纤传感器,该两个光纤传感器分别对应检测电刷臂是否组装了碳晶和阻尼片;该传送机构20包括电机和传送带,该电机驱动传送带移动传送端盖;该转盘机构30还包括驱动电机,转盘31安装于驱动电机的输出端;安装盘32紧固安装于转盘31的上方;整体结构紧凑,节约了占用面积,提高了空间利用率;通过采用传送机构20、进出料机构40、转盘机构30、翻转机构50、杯士组装机构60、第一电刷臂组装机构、第二电刷臂组装机构、检测机构80和不良品回收机构90自动化的实现了端盖的传送、进出料、转移、翻转、组装杯士、组装电刷臂、检测和不良品回收,提高了工作效率,降低了人工成本,提高了组装精准度。
42.第一电刷臂预组装组件71将电刷臂预组装到端盖左侧,第一压紧组件将电刷臂紧固压装到端盖左侧;第二电刷臂预组装组件将电刷臂预组装到端盖右侧,第二压紧组件将电刷臂紧固压装到端盖右侧;将两个电刷臂分别组装到端盖中,组装精准度高。
43.该进出料机构40包括支撑座41、升降驱动组件42、旋转驱动组件43和两个夹料气缸433,该升降驱动组件42竖向的安装于支撑座41上,该旋转驱动组件43安装于升降驱动组件42的竖向端,该两个夹料气缸433紧固安装于旋转驱动组件43的输出端。
44.该升降驱动组件42包括升降驱动气缸421和升降滑座422,该升降驱动气缸421竖向的安装于支撑座41上,该升降滑座422竖向滑动式安装于支撑座41上,该升降驱动气缸421的输出端连接升降滑座422;该旋转驱动组件43包括旋转驱动气缸431和旋转板432,该旋转驱动气缸431安装于升降滑座422上,该旋转板432安装于旋转驱动气缸431的轴端,该两个夹料气缸433分布对应紧固安装于旋转板432的两端;升降驱动组件42驱动旋转驱动组件43和两个夹料气缸433升降以满足夹料气缸433取料放料时高度要求;该旋转驱动组件43驱动两个夹料气缸433旋转,将传送机构未组装的端盖与转盘机构上组装好的端盖交换位
置,结构紧凑,占地面积少。
45.该翻转机构50包括支撑立座51、竖向驱动气缸52和翻转夹紧气缸53,该竖向驱动气缸52竖向的安装于支撑立座51上,该翻转夹紧气缸53紧固安装于竖向驱动气缸52的输出端;竖向驱动气缸52驱动翻转夹紧气缸53竖向移动,满足端盖高度位置要求;该翻转夹紧气缸53将端盖翻转180度以满足端盖组装要求;自动化程度高,提高了组装效率。
46.该杯士组装机构60,包括有安装架61、用于杯士上料的上料组件62和用于杯士压装的压装组件63,该上料组件62和压装组件63均安装于安装架61上;该压装组件63位于上料组件62的出料端侧旁;该压装组件63包括用于压固端盖上端的压固装置631、用于接收杯士的接收驱动装置632、用于驱动接收驱动装置632上升将杯士顶升至端盖中的顶升驱动装置633和用于接收上料组件62输送的杯士并转移至接收驱动装置632中的送料装置634,其中:
47.该送料装置634的送料端与上料装置的出料端相接;该接收驱动装置632具有用于接料或退料的可升降的取料针6324,该送料装置634的送料端可移动式与取料针6324相对接;该接收驱动装置632安装于顶升驱动装置633的输出端;该接收驱动装置632可升降式位于压固装置631的下方。
48.杯士呈环状,杯士中部具有通孔,取料针6324在接收杯士时穿入通孔内;该压固装置631将端盖上端压固,该上料组件62将杯士传送至送料装置634的送料端,该送料装置634将杯士传送至接收驱动装置632的接收端,接收驱动装置632之取料针6324向上伸出穿入杯士中进而接收杯士,顶升驱动装置633驱动接收驱动装置632上升将杯士顶升至端盖中,顶升驱动装置633驱动接收驱动装置632对杯士施加向上的压力,接收驱动装置632之取料针6324向下移动退出杯士,顶升驱动装置633驱动接收驱动装置632下降至初始位置;通过采用上料组件62和压装组件63自动化的实现了杯士的上料和压装,提高了工作效率,降低了人工成本;采用接收驱动装置632之取料针6324向上移动接收杯士,将杯士组装完成后,接收驱动装置632对杯士施加向上的压力,取料针6324向下移动从杯士内退出,实现了对杯士的取料和退料,避免了取料针6324将已组装好的杯士带出的情况发生,提高了组装精准度。
49.该接收驱动装置632还包括安装座6321、接收驱动气缸6322和抵紧块6323,该接收驱动装置632竖向的安装于安装座6321上,该抵紧块6323紧固安装于安装座6321上表面,该接收驱动气缸6322的轴端连接上述取料针6324,该取料针6324可升降移动式位于抵紧块6323内。
50.当需要接收杯士时,接收驱动气缸6322驱动取料针6324上升至抵紧块6323上方进行取料;当杯士组装到端盖中之后,抵紧块6323抵紧杯士下侧壁,取料针6324下降收缩至抵紧块6323内,由于抵紧块6323给杯士向上的作用力,在取料针6324退出杯士时不会将杯士带出,进一步提高了组装精准度。
51.该送料装置634包括送料驱动气缸6341和送料块6342,该送料驱动气缸6341横向的安装于安装架61上,该送料块6342安装于送料驱动气缸6341的轴端,该送料块6342可横向移动式与取料针6324相对应;该送料块6342前端具有用于容置杯士的容置槽6343,于容置槽6343位置设置有用于供杯士通过的开口6344,于开口6344前端设置有可开闭的挡块6345。
52.该上料组件62包括振盘和直振送料器,该直振送料器安装于振盘的出料端,该直
振送料器的出料端与送料装置634之送料板相平齐对接,直振送料器输出的杯士进入送料块6342之容置槽6343中;杯士位于送料块6342之容置槽6343内,送料驱动气缸6341驱动送料块6342横向移动将杯士送至取料针6324上方,取料针6324上升贯穿于杯士中,送料驱动气缸6341驱动送料块6342向后移动,取料针6324带着杯士从开口6344处逐渐远离送料块6342,挡块6345的一端与送料块6342之间设置有扭簧,随着送料块6342的后移,取料针6324抵接于挡块6345上,挡块6345打开,取料针6324带着杯士从容置槽6343中取出;送料块6342设计独特,通过可开闭的挡块6345既能防止杯士掉落又能满足取料针6324取杯士,提高了送料的精准度。
53.该送料块6342前端设置有用于检测物料是否到来的物料传感器6346;物料传感器6346感应到杯士到达送料块6342前侧,将信号传送给接收驱动装置632,以便于取料针6324上升,将杯士套于取料针6324中,提高了组装精准度,防止漏装。
54.该压固装置631包括压固驱动气缸6311、安装杆6312和压盘6314,该压固驱动气缸6311竖向的紧固安装于安装架61上侧,该安装杆6312紧固安装于压固驱动气缸6311的轴端,该压盘6314可升降式安装于安装杆6312下端;压固驱动气缸6311通过安装杆6312带动压盘6314升降移动,压盘6314向下移动式将端盖的上端压固,以便于取料针6324带动杯士顶升组装到端盖中,防止在组装过程中端盖位置偏移,提高了组装精准度,降低了次品率。
55.该安装杆6312下侧竖向的设置有条形槽6313,该压盘6314上端紧固连接有连接轴6315,该连接轴6315可竖向移动式位于条形槽6313内;连接轴6315可以在条形槽6313竖向方向内活动,连接轴6315带动压盘6314在条形槽6313竖向位置移动,防止了压盘6314在下压过程中的刚性碰撞,降低了次品率。
56.该顶升驱动装置633包括顶升驱动气缸6331和顶升滑座6332,该顶升驱动气缸6331紧固安装于安装架61下侧,该顶升滑座6332紧固安装于顶升驱动气缸6331的轴端,上述安装座6321紧固安装于顶升滑座6332上;该顶升驱动气缸6331驱动顶升滑座6332升降,顶升滑座6332升降带动安装座6321升降,进而驱动接收驱动装置632升降,满足了取料针6324竖向位置移动的要求。
57.该第一电刷臂预组装组件71和第二电刷臂预组装组件均包括用于放置治具的治具座711、支撑立架712、预组装驱动装置713和压紧装置714,该治具座711位于支撑立架712侧旁,该预组装驱动装置713安装于支撑立架712上,该压紧装置714安装于安装盘上;该预组装驱动装置713具有可移动的旋转夹紧气缸7133,该压紧装置714具有可升降的压料块7142,该压料块7142将端盖上表面压紧,该旋转夹紧气缸7133可移动式将治具座711上的电刷臂预组装至压料块7142下方的端盖中。
58.该预组装驱动装置713还包括横向驱动气缸7131和竖向驱动气缸7132,该竖向驱动气缸7132安装于横向驱动气缸7131的输出端,该旋转夹紧气缸7133安装于竖向驱动气缸7132的输出端;压紧装置714还包括压紧驱动气缸7141,该压紧驱动气缸7141的轴端连接压料块7142;利用传送带将放置有电刷臂的治具传送至治具座711上,旋转夹紧气缸7133进行横向、竖向移动将电刷臂夹紧并旋转一定角度,压料块7142将治具座711上的端盖压紧,旋转夹紧气缸7133将电刷臂预压装到端盖中;横向驱动气缸7131、竖向驱动气缸7132满足了电刷臂位置移动要求;压料块7142防止了组装过程中端盖位置移动,提高了组装精准度。
59.该第一压紧组件72和第二压紧组件均包括压紧气缸721和竖向滑动压块722,该压
紧气缸721竖向的安装于安装盘上,该竖向滑动压块722紧固安装于压紧气缸721的轴端,该竖向滑动压块722可升降式抵接在治具座711之端盖上侧;压紧气缸721驱动竖向滑动压块722下降,竖向滑动压块722下降将预组装的电刷臂紧密压装到端盖中,提高了压装精度。
60.该不良品回收机构90包括纵移驱动气缸91、竖向移料气缸92和回收盘93,该竖向移料气缸92安装于纵移驱动气缸91的输出端,该回收盘93安装于竖向移料气缸92的输出端;该回收盘93移动将不良品转移至回收区域。
61.该端盖组装机的组装方法,其包括如下步骤:
62.第一、传送机构向前传送未组装的端盖;
63.第二、传送机构将端盖传送至进出料机构侧旁时,进出料机构将端盖由传送机构转移至转盘机构之治具座上;
64.第三、转盘机构带动端盖移动至翻转机构侧旁时,翻转机构将端盖翻转180度;
65.第四、转盘机构带动端盖移动至杯士组装机构侧旁时,杯士组装机构将杯士组装到端盖中;
66.第五、转盘机构带动端盖移动至电刷臂组装机构侧旁时,电刷臂组装机构将电刷臂组装到端盖中;
67.第六、转盘机构带动端盖移动至检测机构侧旁时,检测机构检测端盖内是否组装有电刷臂;
68.第七、转盘机构带动端盖移动至不良品回收机构侧旁时,不良品回收机构对不良品进行回收;
69.第八、转盘机构带动端盖移动至进出料机构侧旁时,进出料机构将转盘机构已经组装好的端盖转移至传送机构上;
70.第九、传送机构向前传送组装好的端盖进行出料。
71.本发明的设计重点在于,通过采用传送机构、进出料机构、转盘机构、翻转机构、杯士组装机构、第一电刷臂组装机构、第二电刷臂组装机构、检测机构和不良品回收机构自动化的实现了端盖的传送、进出料、转移、翻转、组装杯士、组装电刷臂、检测和不良品回收,提高了工作效率,降低了人工成本;通过采用杯士组装机构自动化的实现了杯士的上料和压装,提高了组装精准度;降低了次品率。
72.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。