车载hsd线束胶芯打端子装护套设备
技术领域
1.本发明属于端子护套加工设备技术领域,特别是涉及车载hsd线束胶芯打端子装护套设备。
背景技术:
2.端子是蓄电池与外部导体连接的部件。电工学中,端子多指接线终端,又叫接线端子,种类分单孔,双孔,插口,挂钩等,从材料分,铜镀银,铜镀锌,铜,铝,铁等。它们的作用主要传递电信号或导电用,护套用于接线端子的外层绝缘、防护用并被广泛应用于电线、电器、汽车、摩托车、空调、洗衣机、冰箱等各种电器线束;它具有使用方便、色彩鲜艳、金属防锈、标示、捆扎、阻燃、绝缘性能良好等特点,
3.车载hsd线束胶芯打端子装护套设备能够快速对端子护套进行安装及生产,但它在实际使用中仍存在以下弊端:现有的胶芯打端子装护套设备在对加工完成后的成品夹取时,大多需要通过人工对成品进行检测,以便于后续对同一批次加工产生的残次品进行检测把控,而通过人工检测不仅耗时耗力,还会影响设备的工作效率,从而导致设备的适用范围降低。
4.因此,现有的车载hsd线束胶芯打端子装护套设备,无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现要素:
5.为解决上述技术问题,本发明是通过以下技术方案实现的:
6.本发明为车载hsd线束胶芯打端子装护套设备,包括底座体和线材成品夹取机构,所述底座体的上端面固定有防护框架,所述底座体的上端面中央位置固定有加固底板,所述加固底板的上表面设置有链条驱动设备,所述链条驱动设备的前表面左右两侧对称设置有载具张紧机构,所述链条驱动设备的上侧输送卡接有线材载具,所述线材载具的上端面卡接有线材体,所述链条驱动设备的前表面中央均匀设置有载具定位机构,所述链条驱动设备的另一端设置有链条载具回流机构,所述链条驱动设备的后侧设置有加工部件,所述线材成品夹取机构设置于链条载具回流机构的后侧,所述线材成品夹取机构的下端面固定有加固底座且加固底座通过螺栓与加固底板连接,所述线材成品夹取机构的上端面中央开设有限位凹槽,所述限位凹槽的内部中央设置有调节丝杆,所述调节丝杆的另一端连接有伺服电机,所述调节丝杆的外表面螺纹连接有调节滑块,所述调节滑块的两侧设置有限位机构,所述调节滑块的前表面中央上端固定有上下位移气缸,所述上下位移气缸的下端设置有调节机构,所述加固底座的内侧设置有电控仓。
7.进一步地,所述载具张紧机构的上侧设置有安全感应光栅且安全感应光栅与载具张紧机构保持同一竖直中心线。
8.进一步地,所述加工部件包括胶芯振动送料机构、胶芯位移机构、模拟打端子机构、凸轮端子机构、护套夹取位移机构和护套振动送料机构,所述胶芯振动送料机构设置在
链条驱动设备后端面左侧且胶芯振动送料机构通过螺栓与加固底板连接,所述胶芯位移机构设置在胶芯振动送料机构的右侧,所述模拟打端子机构设置在胶芯位移机构的右侧且模拟打端子机构与链条驱动设备保持竖直,所述凸轮端子机构设置在模拟打端子机构的右侧,所述护套夹取位移机构安装在凸轮端子机构的右侧且护套夹取位移机构与加固底板固定连接,所述护套振动送料机构设置在护套夹取位移机构的右侧且护套振动送料机构与胶芯振动送料机构之间的外形结构相吻合。
9.进一步地,所述限位机构包括限位滑块和限位杆,所述限位滑块对称固定在调节滑块的前后两端面且限位滑块的横截面为t字形结构,所述限位杆固定在限位凹槽内部且限位杆贯穿于调节滑块的内部,所述调节滑块的横截面为三角形结构。
10.进一步地,所述调节机构包括调节气管、加持板和加持滑槽,所述调节气管连接在上下位移气缸的输出端且调节气管为波纹弹性材料,所述加持板连接在调节气管的另一端且加持板可上下滑动调节,所述加持滑槽开设在调节滑块的前表面左右两侧且加持板与加持滑槽滑动连接,所述加持板的前表面对称固定有夹持机构。
11.进一步地,所述夹持机构包括夹爪仓、加持气缸、连接气管和加持爪手,所述夹爪仓对称固定在加持板的前表面的左右两侧且夹爪仓与线材体保持同一竖直中心线,所述加持气缸固定在夹爪仓内部上端,所述连接气管对称连接在加持气缸的左右两侧,所述加持爪手连接在连接气管的尾端且加持爪手关于夹爪仓的竖直中心线对称。
12.进一步地,所述加持爪手的前后两侧上端固定有定位滑块且加持爪手通过定位滑块与夹爪仓滑动连接,所述加持爪手的内壁下端开设有加固凹槽且加固凹槽为圆弧形结构。
13.进一步地,所述电控仓的上端面中央位置设置有红外拍摄设备,所述电控仓的内部设置有电控机构。
14.进一步地,所述电控机构包括信号转换模块、控制端、信息存储模块、无线发送模块,所述信号转换模块设置在电控仓的内部左侧,所述控制端连接在信号转换模块的下侧,所述信息存储模块设置在控制端的右侧,所述无线发送模块电性连接在控制端的右侧。
15.本发明具有以下有益效果:
16.1、本发明通过设置防护框架可以对链条驱动设备进行防护,而线材载具可以对线材体的位置进行限位,可避免线材体出现偏移,而设置的载具张紧机构可以对线材载具的松紧度进行把控,并且设置的安全感应光栅能够对工作人员的手掌进行监控,使得设备的安全系数提升,并且设置的加工部件能够对端子护套正常进行加工生产;
17.2、本发明通过设置的调节丝杆与伺服电机配合,可以对调节滑块的位置进行调节,以便于后续根据需要对成品进行夹持,而设置的限位滑块与限位杆可以对调节滑块的位置进行限位,可以避免调节滑块出现偏移或大幅度晃动,进而影响调节滑块正常夹取,通过设置的调节机构与夹持机构配合,可以根据线材体的位置不同,进行上下运动并对线材体进行夹持,进而可以方便后续对线材体加工及检测,使得设备的实用性增加,而设置的加固凹槽可以增加加持爪手与线材体之间的摩擦力,避免线材体出现掉落;
18.3、本发明通过设置的红外拍摄设备可以对加工完成后的线材体进行拍摄记录,并通过信号转换模块对红外拍摄设备拍摄的信息进行转换,同时通过控制端与信息存储模块内部的成品信息进行对比,从而可以快速判断线材体是否合格,且设置的无线发送模块能
够使得信息可以共享,以便于工作人员远程对设备进行操控。
附图说明
19.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
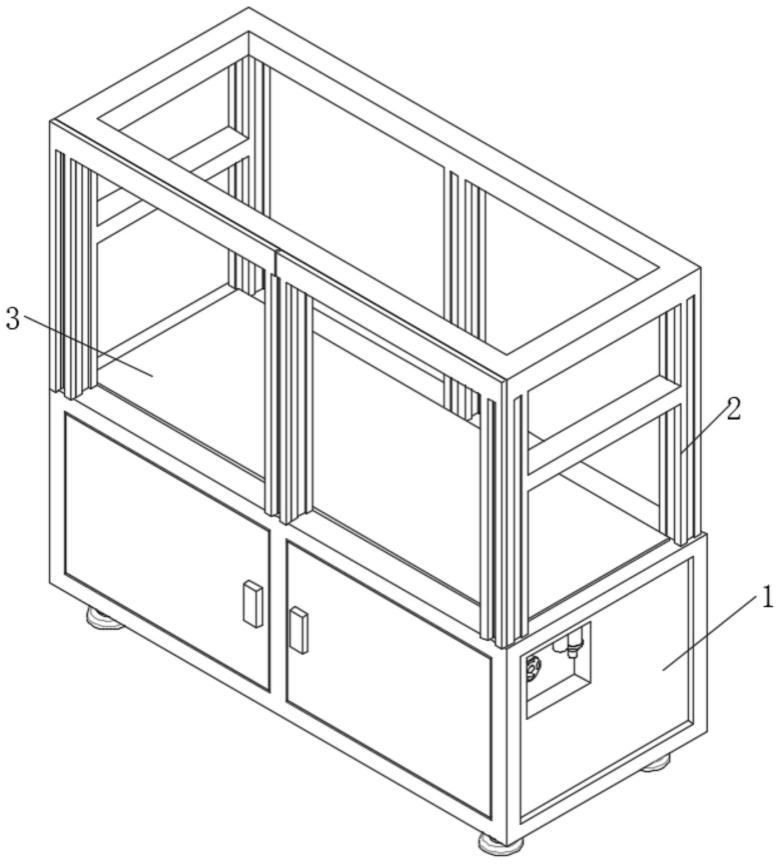
20.图1为本发明底座体示意图;
21.图2为本发明加固底板俯视示意图;
22.图3为本发明链条驱动设备示意图;
23.图4为本发明线材载具示意图;
24.图5为本发明线材成品夹取机构俯视示意图;
25.图6为本发明线材成品夹取机构仰视示意图;
26.图7为本发明线材成品夹取机构内部示意图;
27.图8为本发明图7中a处局部放大示意图;
28.图9为本发明图6中b处局部放大示意图。
29.附图中,各标号所代表的部件列表如下:
30.1、底座体;2、防护框架;3、加固底板;4、链条驱动设备;5、载具张紧机构;6、线材载具;7、线材体;8、安全感应光栅;9、载具定位机构;10、链条载具回流机构;11、胶芯振动送料机构;12、胶芯位移机构;13、模拟打端子机构;14、凸轮端子机构;15、护套夹取位移机构;16、护套振动送料机构;17、线材成品夹取机构;18、加固底座;19、限位凹槽;20、调节丝杆;21、伺服电机;22、调节滑块;23、限位滑块;24、限位杆;25、上下位移气缸;26、调节气管;27、加持板;28、加持滑槽;29、夹爪仓;30、加持气缸;31、连接气管;32、加持爪手;33、定位滑块;34、加固凹槽;35、电控仓;36、红外拍摄设备;37、信号转换模块;38、控制端;39、信息存储模块;40、无线发送模块。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
32.请参阅图1-9所示,本发明为车载hsd线束胶芯打端子装护套设备,包括底座体1和线材成品夹取机构17,底座体1的上端面固定有防护框架2,底座体1的上端面中央位置固定有加固底板3,加固底板3的上表面设置有链条驱动设备4,链条驱动设备4的前表面左右两侧对称设置有载具张紧机构5,链条驱动设备4的上侧输送卡接有线材载具6,线材载具6的上端面卡接有线材体7,链条驱动设备4的前表面中央均匀设置有载具定位机构9,链条驱动设备4的另一端设置有链条载具回流机构10,链条驱动设备4的后侧设置有加工部件,线材成品夹取机构17设置于链条载具回流机构10的后侧,线材成品夹取机构17的下端面固定有加固底座18且加固底座18通过螺栓与加固底板3连接,线材成品夹取机构17的上端面中央开设有限位凹槽19,限位凹槽19的内部中央设置有调节丝杆20,调节丝杆20的另一端连接有伺服电机21,调节丝杆20的外表面螺纹连接有调节滑块22,调节滑块22的两侧设置有限
位机构,调节滑块22的前表面中央上端固定有上下位移气缸25,上下位移气缸25的下端设置有调节机构,加固底座18的内侧设置有电控仓35。
33.其中如图2-3所示,载具张紧机构5的上侧设置有安全感应光栅8且安全感应光栅8与载具张紧机构5保持同一竖直中心线,并且设置的安全感应光栅8能够对工作人员的手掌进行监控,使得设备的安全系数提升,并且设置的加工部件能够对端子护套正常进行加工生产。
34.其中如图2-3所示,加工部件包括胶芯振动送料机构11、胶芯位移机构12、模拟打端子机构13、凸轮端子机构14、护套夹取位移机构15和护套振动送料机构16,胶芯振动送料机构11设置在链条驱动设备4后端面左侧且胶芯振动送料机构11通过螺栓与加固底板3连接,胶芯位移机构12设置在胶芯振动送料机构11的右侧,模拟打端子机构13设置在胶芯位移机构12的右侧且模拟打端子机构13与链条驱动设备4保持竖直,凸轮端子机构14设置在模拟打端子机构13的右侧,护套夹取位移机构15安装在凸轮端子机构14的右侧且护套夹取位移机构15与加固底板3固定连接,护套振动送料机构16设置在护套夹取位移机构15的右侧且护套振动送料机构16与胶芯振动送料机构11之间的外形结构相吻合,且设置的加工部件能够对端子护套正常进行加工生产。
35.其中如图5-6所示,限位机构包括限位滑块23和限位杆24,限位滑块23对称固定在调节滑块22的前后两端面且限位滑块23的横截面为t字形结构,限位杆24固定在限位凹槽19内部且限位杆24贯穿于调节滑块22的内部,调节滑块22的横截面为三角形结构,通过设置的调节丝杆20与伺服电机21配合,可以对调节滑块22的位置进行调节,以便于后续根据需要对成品进行夹持,而设置的限位滑块23与限位杆24可以对调节滑块22的位置进行限位,可以避免调节滑块22出现偏移或大幅度晃动,进而影响调节滑块22正常夹取。
36.其中如图5-7所示,调节机构包括调节气管26、加持板27和加持滑槽28,调节气管26连接在上下位移气缸25的输出端且调节气管26为波纹弹性材料,加持板27连接在调节气管26的另一端且加持板27可上下滑动调节,加持滑槽28开设在调节滑块22的前表面左右两侧且加持板27与加持滑槽28滑动连接,加持板27的前表面对称固定有夹持机构,通过设置的上下位移气缸25与调节气管26能够对气体进行补给,而设置的加持板27可上下调节,从而可以根据线材体7的位置不同进行调节及把控。
37.其中如图7-8所示,夹持机构包括夹爪仓29、加持气缸30、连接气管31和加持爪手32,夹爪仓29对称固定在加持板27的前表面的左右两侧且夹爪仓29与线材体7保持同一竖直中心线,加持气缸30固定在夹爪仓29内部上端,连接气管31对称连接在加持气缸30的左右两侧,加持爪手32连接在连接气管31的尾端且加持爪手32关于夹爪仓29的竖直中心线对称,通过设置的加持气缸30可以使得加持爪手32向内侧挤压,从而可以通过加持爪手32对线材体7夹持,可以根据线材体7的位置不同,进行上下运动并对线材体7进行夹持,进而可以方便后续对线材体7加工及检测,使得设备的实用性增加。
38.其中如图7和图9所示,加持爪手32的前后两侧上端固定有定位滑块33且加持爪手32通过定位滑块33与夹爪仓29滑动连接,加持爪手32的内壁下端开设有加固凹槽34且加固凹槽34为圆弧形结构,而设置的加固凹槽34可以增加加持爪手32与线材体7之间的摩擦力,避免线材体7出现掉落。
39.其中如图5-7所示,电控仓35的上端面中央位置设置有红外拍摄设备36,电控仓35
的内部设置有电控机构,通过设置的红外拍摄设备36可以对加工完成后的线材体7进行拍摄记录。
40.其中如图7所示,电控机构包括信号转换模块37、控制端38、信息存储模块39、无线发送模块40,信号转换模块37设置在电控仓35的内部左侧,控制端38连接在信号转换模块37的下侧,信息存储模块39设置在控制端38的右侧,无线发送模块40电性连接在控制端38的右侧,并通过信号转换模块37对红外拍摄设备36拍摄的信息进行转换,同时通过控制端38与信息存储模块39内部的成品信息进行对比,从而可以快速判断线材体7是否合格,且设置的无线发送模块40能够使得信息可以共享,以便于工作人员远程对设备进行操控。
41.需要说明的是,本技术车载hsd线束胶芯打端子装护套设备,首先,将底座体1放置在指定位置,并需要知道设置的防护框架2能够对底座体1防护,而加固底板3可以方便对链条驱动设备4与加工部件进行安装,
42.使用时,将线材体7放置在线材载具6的上端,并通过链条驱动设备4左侧的载具张紧机构5可以对线材载具6的位置进行限定,避免加工时线材体7出现晃动,而当工作人员的手掌远离线材载具6时,设置的安全感应光栅8可以进行感应,并命令设备开启,设置的胶芯振动送料机构11可以对胶芯进行上料,而设置的胶芯位移机构12能够灵活地对胶芯的角度进行调节,当到达指定位置时,设置的载具定位机构9可以对线材载具6的位置进行限位,而设置的模拟打端子机构13与凸轮端子机构14能够在胶芯送入左右挡端子块中间时,电机工作,推动左右挡端子块线胶芯靠拢,直至夹住胶芯,夹住胶芯后,线材端子送料机构工作,将可以将需要组装的端子送入胶芯安装位置,并上下压端子和打端子连杆工作,将施工端子压入胶芯中,端子组装完毕,左右挡端子块松开胶芯,回复到下一个组装状态,在命令载具定位机构9开启,使得链条驱动设备4可以对线材载具6进行输送,而设置的护套夹取位移机构15与护套振动送料机构16配合,呢个给对护套安装,以便于后续线材成品夹取机构17对成品进行处理;
43.当夹取时,设置伺服电机21可以带动限位凹槽19内侧的调节丝杆20转动,而设置的调节丝杆20能够灵活地改变调节滑块22的位置,而在调节滑块22两侧设置的限位滑块23可以滑动卡接在限位凹槽19内壁,进而可以对调节滑块22的位置进行限位,且设置的限位杆24能够使得调节滑块22固定得更加紧密,当到达指定位置时伺服电机21停止,随后设置的上下位移气缸25能够将气体引入调节气管26内,而调节气管26能够将加持板27向下推动,设置的加持滑槽28可以对加持板27的位置进行限位,与此同时,在夹爪仓29内部设置的加持气缸30可以将气体引入连接气管31内,并通过连接气管31对加持爪手32挤压,从而可以对线材体7夹持,而设置的加固凹槽34能够使得加持爪手32与线材体7之间的接触范围增加,避免线材体7出现偏移,而设置的定位滑块33能够使得加持爪手32调节时更加平稳,随后再将伺服电机21开启,设置的伺服电机21可以将调节滑块22推送至加固底座18内侧的电控仓35上,而在电控仓35上端设置的型号为b12hv2-ia的红外拍摄设备36可以对加工完成后的线材体7进行拍摄记录,并通过型号为rs485信号转换模块37对红外拍摄设备36拍摄的信息进行转换,同时通过控制端38与信息存储模块39内部的成品信息进行对比,从而可以快速判断线材体7是否合格,且型号为rfm64的无线发送模块40可以将信息发送总控制平台,从而能够使得信息可以共享,以便于工作人员远程对设备进行操控,若线材体7出现偏差,设置的伺服电机21可以将线材体7的位置进行调节,并放置在线材载具6上侧,而设置的
链条载具回流机构10可以将线材载具6从新回流至链条驱动设备4的一端。
44.以上仅为本发明的优选实施例,并不限制本发明,任何对前述各实施例所记载的技术方案进行修改,对其中部分技术特征进行等同替换,所作的任何修改、等同替换、改进,均属于在本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
