一种3d结构光模组组装结构、组装系统
技术领域
1.本实用新型属于电子技术领域,更具体而言,涉及一种3d结构光模组组装结构、组装系统。
背景技术:
2.3d结构光模组是从摄像头弹出数百万条投射光线到识别物体上,形成三维立体图像,能够更精确的识别物体,用深度一些的话来解释就是:根据投射的潜望结构光线扫描采集物体信息,通过"点"对"面"的特殊算法构成三维图像进行对比与识别。
3.其可以包含的器件为近红外摄像头、彩色摄像头、红外激光发射模组。
4.cn201810051680.8公开了一种微型生物智能结构光3d影像模组集成系统及制备方法,该系统包括红外激光发射模组、红外接收模组、彩色摄像头模组、下盖板和上盖板;红外激光发射模组包括第一承载电路板、晶元式红外激光发射芯片、第一支架、准直镜和光学衍射器件;红外接收模组包括第二承载电路板、黑白图像传感器、滤光片、第二支架和光学镜头;下盖板上分别设有相应的限位槽,上盖板上分别设有相应的通孔。
5.上述方案并未公开如何进行模组的自动化组装。
6.手工加工的工艺过程为:红外激光发射模组/nir(近红外摄像头)/rgb(彩色摄像头)模组贴片
→
手动点胶
→
安装支架
→
翻转
→
重新贴载板
→
胶水填充
→
烘烤。
7.在现有技术中,进行模组的自动化组装工序的研究和开发尚处在空白。
8.进行自动化组装所需要解决的第一个问题就是:人工组装知道力度,自动化组装力度控制比较难,对于很多器件来说,特别是rgb模块,其凸出于通孔较大的距离,通过自动化组装容易压块模块。
9.进行自动化组装的第二个问题在于:没有一套系统可适用于上述工艺。
技术实现要素:
10.本实用新型的主要目的在于提供一种3d结构光模组组装结构,该组装结构利用载体进行支架的传输,同时在载体和支架之间设置耐高温的双面高温胶带进行增高,使系统在加工的时候不会将器件的镜头部分压到载体上破坏器件,同时双面高温胶带能够提供一定的缓冲力,利于器件的贴合。
11.同时,本实用新型还提供了一种3d结构光模组组装系统。
12.根据本实用新型的第一方面,提供了一种3d结构光模组组装结构,所述组装结构包括载体、3d结构光模组的支架,所述支架上设有若干用于供待安装的器件穿过的通孔;所述载体和支架之间通过双面高温胶带粘结;所述双面高温胶带的厚度大于支架上待安装的器件凸出于通孔的高度。
13.在上述的3d结构光模组组装结构中,所述器件为近红外摄像头、彩色摄像头、红外激光发射模组。
14.在上述的3d结构光模组组装结构中,所述支架相对的两面分别为用于安装器件的
安装面和用于与载体粘结的粘结面;所述双面高温胶带的形状和粘结面的形状匹配;所述双面高温胶带上设有与至少部分通孔一一对应的开孔;所述开孔的面积不小于通孔的面积。
15.在上述的3d结构光模组组装结构中,所述支架的安装面设有与各器件一一对应的安装槽,所述通孔位于安装槽内。
16.在上述的3d结构光模组组装结构中,所述支架的安装面的两侧均设有固定块,所述固定块上设有贯穿固定块的安装孔。
17.在上述的3d结构光模组组装结构中,所述载体上设有若干支架安装位,所述支架通过双面高温胶带粘附在支架安装位上。
18.同时,本实用新型还提供了一种3d结构光模组组装系统,包括依次布置的点胶设备、贴合设备、封胶设备、输送设备,所述输送设备用于将如上任一所述的3d结构光模组组装结构依次输送到点胶设备、贴合设备、封胶设备、输送设备的位置进行加工;
19.所述输送设备包括具有真空吸附固定功能的输送带,所述载体通过真空吸附的方式固定在输送带上;
20.所述点胶设备用于在支架的待安装器件的位置点胶;
21.所述贴合设备用于将器件贴合在点胶的位置;
22.所述封胶设备用于在贴合有器件的支架上进行封胶固定器件。
23.在上述的3d结构光模组组装系统中,所述输送设备包括第一输送带、第二输送带、位于第一输送带和第二输送带之间的下料模块和上料模块;所述第一输送带用于将载体经点胶设备、贴合设备输出至下料模块的位置;所述下料模块用于将载体从第一输送带取下并经上料模块转移到第二输送带上;所述第二输送带用于将载体传送到封胶设备的位置;所述第一输送带和第二输送带均为具有真空吸附固定功能的输送带。
24.在上述的3d结构光模组组装系统中,所述组装系统还包括固化设备,所述固化设备用于对经封胶设备封胶后的支架进行烘烤使胶水固化。
25.本实用新型上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
26.本实用新型的3d结构光模组组装结构利用载体进行支架的传输,同时在载体和支架之间设置耐高温的双面高温胶带进行增高,使系统在加工的时候不会将器件的镜头部分压到载体上破坏器件,同时双面高温胶带能够提供一定的缓冲力,利于器件的贴合。
27.同时,本实用新型还提供了一种3d结构光模组组装系统,该系统通过将3d结构光模组组装结构依次输送到点胶设备、贴合设备、封胶设备、输送设备的位置进行加工,可实现自动化的加工操作。
附图说明
28.下面结合附图和实施例对本实用新型进一步地说明;
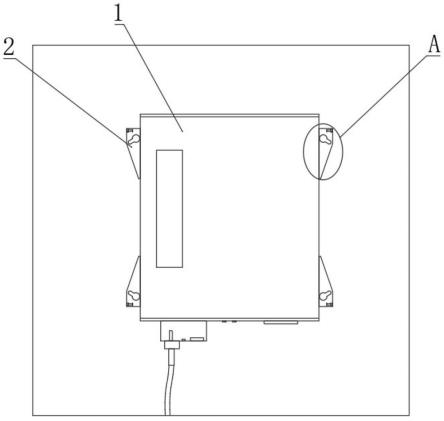
29.图1是本实用新型的实施例1的组装示意图;
30.图2是本实用新型的实施例1的图1的局部放大图;
31.图3是本实用新型的实施例1的双面高温胶带的结构示意图;
32.图4是本实用新型的实施例1的支架的结构示意图;
33.图5是本实用新型的实施例2的结构示意图。
具体实施方式
34.下面详细描述本实用新型的实施方式,实施方式的示例在附图中示出,其中相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
35.实施例1
36.参照图1-4所示,一种3d结构光模组组装结构,包括载体1、3d结构光模组的支架2,所述支架2上设有若干用于供待安装的器件穿过的通孔21;所述载体1和支架2之间通过双面高温胶带3粘结;所述双面高温胶带3的厚度大于支架2上待安装的器件凸出于通孔21的高度。
37.双面高温胶带3可选择为如东莞市美百达新材料有限公司所提供的crown513薄膜开关粘接双面胶、皇冠7928g高强度电子模切pet双面胶带等。
38.如果是上述的普通胶带,则在支架2与载体1粘结的一面的周围贴上一圈以及在中间贴上几条胶带就可以了,在此过程中应当保持每个贴胶带的位置的胶带的层数是一致的,避免在载体1上支架2不平整。
39.但是实际上如果按照上述的加工方式存在一定的繁琐性,即人工需要控制非常好的加工准确性。
40.为了进一步降低人工操作难度,本方案采用定制的双面高温胶带3,在本实施例中,所述支架2相对的两面分别为用于安装器件的安装面和用于与载体1粘结的粘结面;所述双面高温胶带3的形状和粘结面的形状匹配;所述双面高温胶带3上设有与至少部分通孔21一一对应的开孔31;所述开孔31的面积不小于通孔21的面积。在本实施例中,其开设了与彩色摄像头、红外激光发射模组所在位置的通孔对应的开孔。
41.粘结面的大体形状为矩形;整个支架优选通过一体铸造、一体挤压成型后钻孔等方式得到,材质优选为铝合金。
42.采用定制的具有特定结构的双面高温胶带3其可以将工人的操作难度显著的降低,将每卷胶带分隔为多个小块,每个小块对应一个支架2,工人只需要将每个小块取下贴附在支架2的粘结面即可。
43.优选地,所述器件为近红外摄像头4、彩色摄像头5、红外激光发射模组6。一般来说,彩色摄像头5凸出于通孔21的高度最高。
44.更为优选来说,本实施例的双面高温胶带3的厚度为l1,最凸出于通孔21的器件(在本实施例中为rgb模组即彩色摄像头)的凸出的高度为l2,则l1比l2至少应该大0.8-1.2mm。
45.对应的,在支架2的安装面上应该有3个安装槽22,其与各器件一一对应,每个安装槽22内均有通孔21。
46.优选地,所述支架2的安装面的两侧均设有固定块23,所述固定块23上设有贯穿固定块23的安装孔24。通过穿过安装孔的螺丝可以将支架2安装到用户设备上。
47.在本实施例中,载体1不仅仅限于可以固定一个支架2,优选地,所述载体1上设有若干支架安装位11,所述支架2通过双面高温胶带3粘附在支架安装位11上。
48.支架安装位11可以为设置在载体1上的凹进部,也可以是设置在载体上的凸台,优
选为设置在载体上的凹进部,其与支架的粘结面形状匹配,能起到对于支架初步定位的作用。
49.实施例2
50.参考图5所示,一种3d结构光模组组装系统,包括依次布置的点胶设备7、贴合设备8、封胶设备9、输送设备,所述输送设备用于将如实施例1所述的3d结构光模组组装结构依次输送到点胶设备7、贴合设备8、封胶设备9、输送设备的位置进行加工;
51.所述输送设备包括具有真空吸附固定功能的输送带,所述载体1通过真空吸附的方式固定在输送带上;
52.所述点胶设备7用于在支架2的待安装器件的位置点胶;
53.所述贴合设备8用于将器件贴合在点胶的位置;
54.所述封胶设备9用于在贴合有器件的支架2上进行封胶固定器件。
55.点胶设备7、贴合设备8、封胶设备9、输送设备合一的综合性系统在本领域中是已经常见的,该系统一般用于手机摄像头加工;
56.在实际应用中,如果用户需要根据个性化需求进行设计,不进行整机采购,点胶设备7和封胶设备9结构相同,可参考cn201721590871.9,摄像模组自动点胶装配设备中所述的点胶机构,大致包含(参考cn201721590871.9的说明书的第24-28段):支撑台,设于机架上;第一气缸,安装于支撑台上;支架,与第一气缸的推杆连接;点胶针管,设于支架上,并可在第一气缸的控制下沿其推杆调节点胶位置。作为优选地,在点胶机构的一侧还设有图像识别模块100,用于识别载体1上各安装槽22的位置,供点胶针管点胶。
57.贴合设备8可参考cn201620802305.9所公开的应用于镜筒自动组装设备上的装配机构,参考其说明书的第四段,记载:包括可纵向移动的第一侧板、固设于第一侧板上的第一上下升降气缸、与第一上下升降气缸的推杆相连接的吸笔座、以及设于吸笔座上并可产生负压吸力的若干个吸笔。
58.输送设备具有真空吸附功能属于市场常见设备,对此不作过多限制。一般来说其结构为输送带的下方有真空装置,输送带为pvc输送带,其表面有与真空装置导通的吸附孔,载体1通过真空吸附的方式贴合在输送带上。
59.更为具体来说,所述输送设备包括第一输送带110、第二输送带120、位于第一输送带110和第二输送带120之间的下料模块130和上料模块140;所述第一输送带110用于将载体1经点胶设备7、贴合设备8输出至下料模块130的位置;所述下料模块130用于将载体1从第一输送带110取下并经上料模块140转移到第二输送带120上;所述第二输送带120用于将载体1传送到封胶设备9的位置;所述第一输送带110和第二输送带120均为具有真空吸附固定功能的输送带。
60.上料模块140和下料模块130在实际应用中可以是机械手。上料模块140和下料模块130之间还具有托盘160,下料模块130将支架放到托盘160上,上料模块140从托盘160上取支架并放到第二输送带上。
61.当然在实际使用中,也可以只使用一个输送带,依次进行输送也是可选的。
62.最后,还包括固化设备150,所述固化设备150用于对经封胶设备9封胶后的支架2进行烘烤使胶水固化。固化设备150一般为隧道炉,当然也可以选择其他的设备。
63.尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理
解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。