1.本实用新型涉及软包电池焊接技术领域,特别涉及一种电池保险丝焊接机的撕离型纸机构。
背景技术:
2.随着科技的迅猛发展以及人们对产品品质的不断提高。电子类产品更新换代也越来越快,同时对装配精度要求也越来越高。然而,目前电子类产品的装配在我国还属于劳动密集型产业,主要以人工作业为主。目前在生产软包电池过程中需要进行焊接和贴胶,贴胶后还需撕掉离型纸与其他的部件进行粘贴,当前的撕离型纸操作通常是依靠人工来进行。不过,通过人工来进行撕离型纸操作存在作业效率低,且容易对产品造成伤害,增加生产成本,因此,有必要制作出一种电池保险丝焊接机的撕离型纸机构,以解决上述问题。
技术实现要素:
3.本实用新型的目的是提供一种电池保险丝焊接机的撕离型纸机构以解决背景技术中所提及的问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种电池保险丝焊接机的撕离型纸机构,包括第一驱动组件、第一调节板、第二调节板、第二驱动组件、夹紧组件和回收组件,第一调节板固定在第一驱动组件的动力输出端,第一驱动组件驱动第一调节板水平运行,第二调节板固定在第一调节板上且上下位置可调,第二驱动组件固定在第二调节板上端,第二驱动组件的动力输出端向前方下侧倾斜,夹紧组件固定在第二驱动组件的动力输出端,用于夹紧离型纸,回收组件固定在第二调节板的前侧,用于回收离型纸。
6.对本实用新型的进一步描述:第一驱动组件包括第一滑台、第一气缸和第一滑板,第一滑台沿前后方向设置,第一气缸固定设置在第一滑台的后侧,第一滑板固定在第一气缸的动力输出端且与第一滑台滑动连接,第一调节板固定在第一滑板上方。
7.对本实用新型的进一步描述:第二驱动组件包括底板、第二滑台、第二气缸和第二滑板,底板固定在第二调节板的上端,底板向前方下侧倾斜,第二滑台固定在底板的上方左右两侧,第二气缸固定在底板上,第二滑板固定在第二气缸的动力输出端且与第二滑台滑动连接,夹紧组件固定在第二滑板上。
8.对本实用新型的进一步描述:夹紧组件包括夹紧气缸和夹块,夹紧气缸固定在第二滑板上,夹块设置两组且固定在夹紧气缸的动力输出端,夹紧气缸驱动两组夹块夹紧。
9.对本实用新型的进一步描述:回收组件包括外壳和回收管,外壳固定在第二调节板前端,外壳上端设有开口,回收管上端与外壳下端连通,回收管内设有锥形孔。
10.对本实用新型的进一步描述:还包括安装板和感应器,安装板固定在外壳上方,感应器固定在安装板上且角度可调。
11.本实用新型的有益效果为:在需要对电池撕离型纸时,夹紧组件将离型纸夹紧,接
着第二驱动组件驱动夹紧组件斜向下运行,将离型纸初步撕离电池,接着再通过第一驱动组件驱动夹紧组件向前运行,将离型纸完全撕离电池,并投放到回收组件中进行回收,完成电池离型纸的自动撕离,不仅能够提高生产效率,而且能更精确、稳定地将离型纸撕离,避免损坏产品。
附图说明
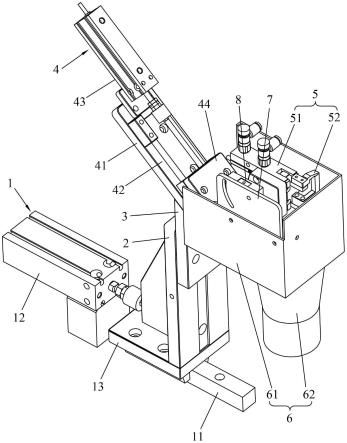
12.图1是本实用新型的整体结构图;
13.附图标记说明:
14.1、第一驱动组件;11、第一滑台;12、第一气缸;13、第一滑板;2、第一调节板;3、第二调节板;4、第二驱动组件;41、底板;42、第二滑台;
15.43、第二气缸;44、第二滑板;5、夹紧组件;51、夹紧气缸;52、夹块;6、回收组件;61、外壳;62、回收管;7、安装板;8、感应器。
具体实施方式
16.以下结合附图对本实用新型进行进一步说明:
17.如图1所示,一种电池保险丝焊接机的撕离型纸机构,包括第一驱动组件1、第一调节板2、第二调节板3、第二驱动组件4、夹紧组件5和回收组件6,第一调节板2固定在第一驱动组件1的动力输出端,第一驱动组件1驱动第一调节板2水平运行,第二调节板3固定在第一调节板2上且上下位置可调,第二驱动组件4固定在第二调节板3上端,第二驱动组件4的动力输出端向前方下侧倾斜,夹紧组件5固定在第二驱动组件4的动力输出端,用于夹紧离型纸,回收组件6固定在第二调节板3的前侧,用于回收离型纸。
18.前工序将电池移动到本设备旁侧,电池上的离型纸对应于夹紧组件5,夹紧组件5将离型纸夹紧,接着第二驱动组件4驱动夹紧组件5斜向下运行,将离型纸初步撕离电池,接着再通过第一驱动组件1驱动夹紧组件5向前运行,将离型纸完全撕离电池,并投放到回收组件6中进行回收,完成电池离型纸的自动撕离,不仅能够提高生产效率,而且能更精确、稳定地将离型纸撕离,避免损坏产品。第一调节板2相对于第二调节板3的竖直位置可调,以便适应不同规格电池的撕离型纸工序。
19.所述第一驱动组件1包括第一滑台11、第一气缸12和第一滑板13,第一滑台11沿前后方向设置,第一气缸12固定设置在第一滑台11的后侧,第一滑板13固定在第一气缸12的动力输出端且与第一滑台11滑动连接,第一调节板2固定在第一滑板13上方。
20.第一气缸12驱动第一滑板13在第一滑台11上沿前后方向滑行,从而驱动第一调节板2前后移动。
21.所述第二驱动组件4包括底板41、第二滑台42、第二气缸43和第二滑板44,底板41固定在第二调节板3的上端,底板41向前方下侧倾斜,第二滑台42固定在底板41的上方左右两侧,第二气缸43固定在底板41上,第二滑板44固定在第二气缸43的动力输出端且与第二滑台42滑动连接,夹紧组件5固定在第二滑板44上。
22.第二气缸43驱动第二滑板44在第二滑台42上沿斜向滑行,从而驱动夹紧组件5沿斜向移动。
23.所述夹紧组件5包括夹紧气缸51和夹块52,夹紧气缸51固定在第二滑板44上,夹块
52设置两组且固定在夹紧气缸51的动力输出端,夹紧气缸51驱动两组夹块52夹紧。
24.当电池由前工序运送到夹紧组件5处时,离型纸位于两组夹块52之间,夹紧气缸51驱动两组夹块52将离型纸夹紧,以便后续进行离型纸的撕离。
25.所述回收组件6包括外壳61和回收管62,外壳61固定在第二调节板3前端,外壳61上端设有开口,回收管62上端与外壳61下端连通,回收管62内设有锥形孔。
26.回收管62下端与抽气设备连接,离型纸从电池上撕离后,夹块52正好对应在回收管62的上方,夹紧气缸51驱动夹块52松开,离型纸通过回收管62内的锥形孔滑落到底部,并被抽气设备抽走进行回收,外壳61不仅能够防止离型纸飘散在外周,而且能够防止操作人员触碰夹紧组件5而受伤。
27.在本设计中,还包括安装板7和感应器8,安装板7固定在外壳61上方,感应器8固定在安装板7上且角度可调。
28.当电池被运输到夹紧组件5旁侧时,感应器8先对离型纸的位置进行感应,感应到了离型纸再进行后续撕离型纸工序,避免误操作,感应器8可以针对不同规格的电池灵活地调整角度。
29.本实施例的工作原理:
30.前工序将电池移动到本设备旁侧,电池上的离型纸对应于夹紧组件5,夹紧组件5将离型纸夹紧,接着第二驱动组件4驱动夹紧组件5斜向下运行,将离型纸初步撕离电池,接着再通过第一驱动组件1驱动夹紧组件5向前运行,将离型纸完全撕离电池,并投放到回收组件6中进行回收,完成电池离型纸的自动撕离。
31.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。