1.本实用新型涉及电路板制作领域,具体地说,涉及一种超薄线路板导胶压合工具。
背景技术:
2.目前pcb产品或其他行业的多层线路板均采用纯胶直接压合,依个人经验调整胶水升温速率及上压时间、压力,胶水在加热后,并流入相邻两层线路板之间,控制温度,加压,以压出符合要求的厚度。
3.存在的缺点或不足:
4.1.在不同的温度下,线路板不同板材材料受热不同,导致胶水熔解的时间不一致,上压时间和压力控制需要非常及时才能保证所要压合的厚度,且线路板边缘一般比中间部分薄0.2mm左右,对于要求压合厚度较低的线路板来说,0.2mm的厚度超出了要求,压合后整个线路板的均匀性难以控制。
5.2.压合后线路板胶水的区域为圆形,此时就需要在线路板边缘裁掉不合格,未有胶水的区域,一般厚度100mm左右。
6.3.此类材料熔点高(400℃-450℃),冷却后凝胶时间无法手动测试,导致压合上压时间点不易控制。
技术实现要素:
7.本实用新型的目的在于提供一种超薄线路板导胶压合工具,解决了现有技术中施胶后压合平整度低,裁切板材导致材料浪费的技术问题。
8.本实用新型的一种超薄线路板导胶压合工具用于对所述线路板辅助施胶压合,其中线路板由多层线路层施胶压合形成。
9.其中,所述导胶压合工具包括:
10.边框,所述边框为金属铜材质,所述边框内有镂空区域,所述镂空区域用于防止待施胶压合的线路层;
11.导胶槽,所述导胶槽具有多个,多个所述导胶槽间隔设置于所述边框边缘;
12.其中,所述导胶槽包括自所述边框朝向所述镂空区域倾斜的斜面,所述导胶槽位于所述镂空区域一端的深度大于位于所述导胶槽位于所述边框外侧的另一端的深度。
13.其中,所述导胶槽的宽度不完全相同。
14.其中,所述边框的上下两侧面上均设置有所述导胶槽。
15.其中,所述导胶压合工具具有多个,每个所述工具的镂空区域均放置有线路层;多个所述工具叠加,多个所述线路层叠加。
16.其中,一个所述导胶压合工具中的所述导胶槽与相邻的另一个所述导胶压合工具中的导胶槽的位置错位设置。
17.在本实用新型中,在使用时,将需要压合的线路层放置在导胶施压工具的镂空区域内,从导胶槽上施入加热后的胶水;然后将第二层的线路层放置在施胶后的线路层上,通
过压合机将两层线路层以及导胶压合工具进行压合。一方面压合机同时作用在导胶压合工具上,能够提高线路板的压合力,相对于只对多个线路层进行压合的情况下导致线路板压合不足,或者压力过大导致的不良;另一方面,通过导胶槽施胶,能最大限度的保证施胶的均匀性。
18.其中,当具有多层线路层需要施胶压合时,可以采用多个导胶压合工具叠加,每层线路层放置在每个导胶压合工具的镂空区域,依次一层层的施胶和压合,能够快速的实现多层线路板的压合工作,同时也能保证施胶和压合的质量。
附图说明
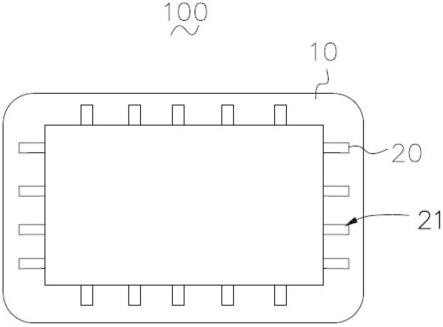
19.图1和图2是本实用新型的结构示意图;
20.图3是多个导胶压合工具叠加使用的示意图。
具体实施方式
21.下面结合具体实施例和说明书附图对本实用新型做进一步阐述和说明:
22.请参考图1至图3,本实用新型提供的超薄线路板导胶压合工具100用于对所述线路板辅助施胶压合,其中线路板由多层线路层200施胶压合形成。
23.在本实施方式中,所述导胶压合工具100包括:边框20以及设置在边框20上的导胶槽。
24.其中,所述边框20为金属铜材质,所述边框20内有镂空区域,所述镂空区域用于防止待施胶压合的线路层200;所述导胶槽具有多个,多个所述导胶槽间隔设置于所述边框20边缘。
25.其中,所述导胶槽包括自所述边框20朝向所述镂空区域倾斜的斜面21,所述导胶槽位于所述镂空区域一端的深度大于位于所述导胶槽位于所述边框20外侧的另一端的深度。
26.在本实用新型中,在使用时,将需要压合的线路层200放置在导胶施压工具100的镂空区域内,从导胶槽上施入加热后的胶水;然后将第二层的线路层200放置在施胶后的线路层200上,通过压合机将两层线路层200以及导胶压合工具100进行压合。一方面压合机同时作用在导胶压合工具100上,能够提高线路板的压合力,相对于只对多个线路层200进行压合的情况下导致线路板压合不足,或者压力过大导致的不良;另一方面,通过导胶槽施胶,能最大限度的保证施胶的均匀性。
27.其中,所述导胶槽的宽度不完全相同。
28.本实施方式中,采用不完全相同的导胶槽能够针对不同大小的线路板做出调整,从而使施胶更加均匀。
29.其中,所述边框20的上下两侧面上均设置有所述导胶槽。
30.在本实施方式中,两面设置的方式也能进一步保证胶水的均匀。
31.其中,所述导胶压合工具100具有多个,每个所述工具100的镂空区域均放置有线路层200;多个所述工具100叠加,多个所述线路层200叠加。
32.其中,一个所述导胶压合工具100中的所述导胶槽与相邻的另一个所述导胶压合工具100中的导胶槽的位置错位设置。
33.其中,当具有多层线路层200需要施胶压合时,可以采用多个导胶压合工具100叠加,每层线路层200放置在每个导胶压合工具100的镂空区域,依次一层层的施胶和压合,能够快速的实现多层线路板的压合工作,同时也能保证施胶和压合的质量。
34.当线路层200压合成线路板后,直接从线路板的边缘取下导胶压合工具100即可,不需要对线路板在进行裁剪,减少材料的浪费。
35.取下的具有胶水的导胶压合工具100,经过加热后,能够快速的去除其上的胶水残留,方便再次使用。
36.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
技术特征:
1.一种超薄线路板导胶压合工具,所述线路板由多层线路层施胶压合形成,其特征在于,所述导胶压合工具包括:边框,所述边框为金属铜材质,所述边框内有镂空区域,所述镂空区域用于防止待施胶压合的线路层;导胶槽,所述导胶槽具有多个,多个所述导胶槽间隔设置于所述边框边缘;其中,所述导胶槽包括自所述边框朝向所述镂空区域倾斜的斜面,所述导胶槽位于所述镂空区域一端的深度大于位于所述导胶槽位于所述边框外侧的另一端的深度。2.如权利要求1所述的超薄线路板导胶压合工具,其特征在于,所述导胶槽的宽度不完全相同。3.如权利要求1或2所述的超薄线路板导胶压合工具,其特征在于,所述边框的上下两侧面上均设置有所述导胶槽。4.如权利要求3所述的超薄线路板导胶压合工具,其特征在于,所述导胶压合工具具有多个,每个所述工具的镂空区域均放置有线路层;多个所述工具叠加,多个所述线路层叠加。5.如权利要求4所述的超薄线路板导胶压合工具,其特征在于,一个所述导胶压合工具中的所述导胶槽与相邻的另一个所述导胶压合工具中的导胶槽的位置错位设置。
技术总结
本实用新型公开了一种超薄线路板导胶压合工具,其包括边框和导胶槽。其中,边框为金属铜材质,边框内有镂空区域,镂空区域用于防止待施胶压合的线路层;导胶槽具有多个,多个导胶槽间隔设置于边框边缘;导胶槽包括自边框朝向镂空区域倾斜的斜面,导胶槽位于镂空区域一端的深度大于位于导胶槽位于边框外侧的另一端的深度。本实用新型的超薄线路板导胶压合工具解决现有技术中施胶后压合平整度低,裁切板材导致材料浪费的技术问题。材导致材料浪费的技术问题。材导致材料浪费的技术问题。
技术研发人员:黄卫斌
受保护的技术使用者:深圳中富电路股份有限公司
技术研发日:2021.12.23
技术公布日:2022/7/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
