1.本实用新型属于法兰加工领域,具体地说是一种法兰内外圆柱面大螺纹孔专用加工装置。
背景技术:
2.法兰内外圆柱面大螺纹孔传统的加工方法是先用划规划线,打样冲眼,再用磁力钻或手枪钻钻底孔和攻丝,这种工艺方法辅助时间长,加工质量过于依赖操作工人的个人技术水平,只适合于单件或小批量生产。当进行批量生产时,该工艺方法已不能满足要求,具有以下缺点:第一,加工时间长,不但成本高,工期也难以保证;第二,产品加工质量也不易控制;第三,受限于设备本身的扭矩,大螺纹孔无法用磁力钻或手枪钻进行加工。
技术实现要素:
3.针对上述问题,本实用新型的目的在于提供一种法兰内外圆柱面大螺纹孔专用加工装置。
4.本实用新型的目的是通过以下技术方案来实现的:
5.一种法兰内外圆柱面大螺纹孔专用加工装置,包括卧式镗床、千斤顶、压板及若干个水平滑动支撑台,所述卧式镗床包括滑动工作台,各所述水平滑动支撑台及所述卧式镗床的滑动工作台对工件共同进行支撑,各所述水平滑动支撑台分别对工件进行径向夹紧;
6.所述千斤顶安装于所述滑动工作台上,所述压板安装于所述千斤顶的输出端上,所述千斤顶的输出端收缩带动所述压板压住工件。
7.所述压板平行于所述滑动工作台的上表面。
8.所述滑动工作台上安装有导向螺杆的一端,所述导向螺杆的另一端穿过所述压板、并螺纹连接有限位螺母。
9.所述导向螺杆的轴向中心线垂直于所述滑动工作台的上表面。
10.所述滑动工作台上安装有限位螺杆的一端,所述限位螺杆的另一端套设有用于对工件进行径向限位的限位销轴。
11.所述水平滑动支撑台包括底座a、导轨a、丝杠a、立柱及用于对工件进行径向夹紧的工件径向夹紧组件,所述导轨a及丝杠a分别安装于所述底座a上,所述立柱的下端分别设有与所述丝杠a螺纹连接的丝母a及与所述导轨a滑动连接的滑块,所述工件径向夹紧组件安装于所述立柱上方、并在工件的内侧或者外侧对工件进行径向夹紧。
12.所述立柱的上端设有安装台,所述工件径向夹紧组件安装于所述安装台上。
13.所述安装台的上表面上开设有若干条平行设置的t形槽。
14.所述工件径向夹紧组件包括底座b、丝杠b及夹紧块,所述底座 b固接于所述安装台上,所述底座b的顶端开设有凹槽,所述丝杠b 安装于底座b的凹槽中,所述夹紧块的一端位于所述凹槽中、并设有与所述丝杠b螺纹连接的丝母b,所述夹紧块的另一端延伸出所述凹槽、并与工件的内侧面或外侧面抵接;所述底座b的顶面与工件底面抵接,旋动所述丝杠
b,进而带动所述夹紧块沿所述凹槽移动,从而夹紧工件或远离工件表面。
15.每个所述水平滑动支撑台上的所述丝杠a与所述丝杠b的轴向中心线均平行。
16.本实用新型的优点与积极效果为:
17.本实用新型通过卧式镗床、千斤顶、压板、若干个设有工件径向夹紧组件的水平滑动支撑台的配合设置,可快速稳定地实现对工件的径向定位夹紧及轴向支撑固定,能够方便地在法兰内外圆柱面钻攻大规格螺纹孔,提高工作效率,保证产品质量,缩短生产周期,节省生产成本。
附图说明
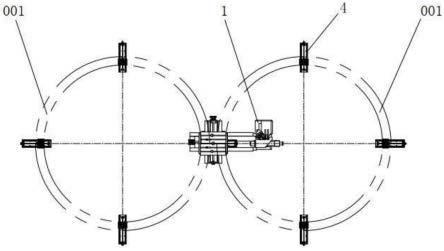
18.图1为本实用新型的使用状态示意图;
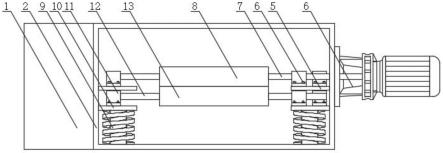
19.图2为本实用新型的卧式镗床的设置结构示意图;
20.图3为图2的a处放大图;
21.图4为本实用新型的水平滑动支撑台的设置结构侧视示意图;
22.图5为本实用新型的水平滑动支撑台的设置结构俯视示意图。
23.图中:1为卧式镗床、101为滑动工作台、2为千斤顶、3为压板、 4为水平滑动支撑台、5为导向螺杆、6为限位螺母、7为限位螺杆、 8为限位销轴、9为底座a、10为导轨a、11为丝杠a、12为立柱、 13为滑块、14为安装台、15为底座b、16为丝杠b、17为夹紧块、 001为工件。
具体实施方式
24.下面结合附图1-5对本实用新型作进一步详述。
25.一种法兰内外圆柱面大螺纹孔专用加工装置,如图1-3所示,包括卧式镗床1、千斤顶2、压板3及三个水平滑动支撑台4,卧式镗床1包括滑动工作台101,各水平滑动支撑台4及卧式镗床1的滑动工作台101对工件001共同进行支撑,各水平滑动支撑台4分别对工件001进行径向夹紧。其中图1分别示出了对工件001外径进行定位及对工件001内径进行定位的使用状态图。千斤顶2安装于滑动工作台101上,压板3安装于千斤顶2的输出端上,千斤顶2的输出端收缩带动压板3压住工件001。本实施例中千斤顶2及设有滑动工作台 101的卧式镗床1均为市购产品,安装使用方法均采用现有技术。
26.具体而言,如图3所示,本实施例中压板3平行于滑动工作台 101的上表面,并能压住工件001的上表面,用于实现工件001的轴向固定。
27.具体而言,如图3所示,本实施例中滑动工作台101上安装有导向螺杆5的一端,导向螺杆5的另一端穿过压板3、并螺纹连接有限位螺母6,导向螺杆5的轴向中心线垂直于滑动工作台101的上表面。导向螺杆5及限位螺母6的配合设置,起到对压板3的导向及限位作用。
28.具体而言,如图3所示,本实施例中滑动工作台101上安装有限位螺杆7的一端,限位螺杆7的另一端套设有用于对工件001进行径向限位的限位销轴8。限位螺杆7与限位销轴8的配合设置,用于在对工件001夹紧前,对工件001先进行径向定位的作用,使工件001 夹紧定位更准确。
29.具体而言,如图4和图5所示,本实施例中水平滑动支撑台4包括底座a 9、导轨a 10、丝杠a 11、立柱12及用于对工件001进行径向夹紧的工件径向夹紧组件,导轨a 10及丝
杠a 11分别安装于底座a 9上,立柱12的下端分别设有与丝杠a 11螺纹连接的丝母a及与导轨a 10滑动连接的滑块13,工件径向夹紧组件安装于立柱12 上方、并在工件001的内侧或者外侧对工件001进行径向夹紧。旋动丝杠a 11,进而带动立柱12沿导轨a 10移动,可方便根据工件001 调整工件径向夹紧组件的位置。
30.具体而言,如图4和图5所示,本实施例中立柱12的上端设有安装台14,工件径向夹紧组件安装于安装台14上;安装台14的上表面上开设有若干条平行设置的t形槽,方便安装工件径向夹紧组件。
31.具体而言,如图4和图5所示,本实施例中工件径向夹紧组件包括底座b 15、丝杠b 16及夹紧块17,底座b 15固接于安装台14上,底座b 15的顶端开设有凹槽,丝杠b 16安装于底座b 15的凹槽中,夹紧块17的一端位于凹槽中、并设有与丝杠b 16螺纹连接的丝母b,夹紧块17的另一端延伸出凹槽、并与工件001的内侧面或外侧面抵接;底座b 15的顶面与工件001底面抵接,旋动丝杠b 16,进而带动夹紧块17沿凹槽移动,从而夹紧工件001或远离工件001表面。本实施例中每个水平滑动支撑台4上的丝杠a 11与丝杠b 16的轴向中心线均平行,丝杠a 11的一端与丝杠b 16的一端均设有方便工人旋动的把手部。
32.工作原理:
33.使用前,根据需加工的工件001的大小及需加工的情况,将卧式镗床1和各水平滑动支撑台4均匀放置在工作场地上并调整好位置;使工件001放置在卧式镗床1的滑动工作台101顶面及各水平滑动支撑台4的底座b 15的顶面上,对工件001共同进行支撑,其中待加工螺纹孔处放置于滑动工作台101顶面上;使工件001的内侧面或外侧面与限位销轴8抵接,对工件001先进行径向定位,然后旋动各丝杠b 16使各夹紧块17分别夹紧工件001的内侧面或外侧面;使千斤顶2的输出端收缩带动压板3压住工件001的上表面,实现工件的 001轴向固定;完成对工件001定位夹紧后,使用卧式镗床1对工件 001进行螺纹孔的加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。