1.本发明涉及膜的加工装置、袋的制造装置、膜的加工方法以及袋的制造方法。
背景技术:
2.已知有在袋上形成开封用的突舌片(tab)的技术。例如,在专利文献1中记载有如下技术:在将突舌片形成于袋基材的膜的切断装置中,除了切断刃及承受台以外,还在第一膜与第二膜之间配置间隔构件,由此防止在将突舌片形成于第一膜时因切断刃的贯穿而将突舌片形成至第二膜的情况,并且可靠地形成所谓的半切割。
3.在先技术文献
4.专利文献
5.专利文献1:日本特开2018-176437号公报
技术实现要素:
6.发明要解决的课题
7.然而,在上述的专利文献1所记载的技术中,由于切断刃与间隔构件接触,因此存在切断刃的磨损快这一问题。另外,加工时的工序较多且繁琐。而且,为了在膜中夹入间隔构件,需要在形成突舌片的周围的密封区域之前形成突舌片的切口,在形成密封区域时切口有可能因热封的热量而熔接。
8.因此,本发明的目的在于提供能够在膜上形成半切割时减少切断刃的磨损并通过加工工序的简化来提高制造效率的膜的加工装置、袋的制造装置、膜的加工方法以及袋的制造方法。
9.用于解决课题的方案
10.[1]膜的加工装置具备:第一切断刃及第一承受台,它们隔着至少两张膜重叠而成的膜对置,并能够相对于彼此接近及远离;及第一间隔调整机构,其不与膜接触地调整第一切断刃与第一承受台之间的最小间隔。
[0011]
[2]根据[1]所述的膜的加工装置,其中,膜的加工装置还具备:第二切断刃及第二承受台,它们在与第一切断刃及第一承受台不同的位置隔着膜对置,并能够相对于彼此接近及远离;以及第二间隔调整机构,其不与膜接触地调整第二切断刃与第二承受台之间的最小间隔,第二切断刃及第二承受台相对于膜分别配置于与第一切断刃及第二承受台相反的一侧。
[0012]
[3]根据[2]所述的膜的加工装置,其中,在第一切断刃和第一承受台、以及第二切断刃和第二承受台分别接近至最小间隔时,在膜的厚度方向上,第一切断刃与第二切断刃彼此重叠。
[0013]
[4]根据[3]所述的膜的加工装置,其中,膜包括彼此重叠的第一面及第二面,在第一面与第二面之间插入撕裂条片及夹链带的基部条片,第一切断刃与第一承受台之间的最
小间隔以将第一面、撕裂条片及基部条片切断而不将第二面切断的方式进行调整,第二切断刃与第二承受台之间的最小间隔以将第二面及基部条片切断而不将第一面及撕裂条片切断的方式进行调整。
[0014]
[5]根据[4]所述的膜的加工装置,其中,膜还包括被折入到第一面与第二面之间的第三面及第四面,撕裂条片及基部条片插入第一面与第三面之间,第一切断刃与第一承受台之间的最小间隔以将第一面、撕裂条片、基部条片以及第三面切断而不将第四面及第二面切断的方式进行调整,第二切断刃与第二承受台之间的最小间隔以将第二面、第四面、第三面以及基部条片切断而不将第一面及撕裂条片切断的方式进行调整。
[0015]
[6]根据[2]至[5]中任一项所述的膜的加工装置,其中,第一切断刃及第二承受台安装于第一间隔调整机构及第二间隔调整机构所包含的共用的驱动机构,第一承受台及第二切断刃被工作台支承,该工作台包含在第一间隔调整机构及第二间隔调整机构中且隔着膜配置于与驱动机构相反的一侧。
[0016]
[7]一种袋的制造装置,其包括[1]至[6]中任一项所述的膜的加工装置,其中,袋的制造装置还包括密封装置,密封装置在袋的一部分形成密封膜的包围形状的密封部,第一切断刃及第一承受台在由密封部包围的区域形成突舌片。
[0017]
[8]一种袋的制造装置,其包括[5]所述的膜的加工装置,其中,袋的制造装置还包括密封装置,密封装置在袋的一部分形成将第一面与第三面之间密封的密封部,第一切断刃及第一承受台在密封部形成突舌片。
[0018]
[9]一种膜的加工方法,其中,膜的加工方法包括如下工序:使用隔着膜对置的第一切断刃及第一承受台在至少两张膜重叠而成的膜上形成第一切口,第一切断刃与第一承受台之间的最小间隔使用不与膜接触的第一间隔调整机构进行调整。
[0019]
[10]根据[9]所述的膜的加工方法,其中,膜的加工方法还包括如下工序:使用在与第一切断刃及第一承受台不同的位置隔着膜对置的第二切断刃及第二承受台,从与第一切口相反的一侧在膜上形成第二切口,第二切断刃与第二承受台之间的最小间隔使用不与膜接触的第二间隔调整机构进行调整。
[0020]
[11]根据[10]所述的膜的加工方法,其中,第一切口与第二切口在膜的厚度方向上彼此重叠。
[0021]
[12]根据[11]所述的膜的加工方法,其中,膜包括彼此重叠的第一面及第二面,在第一面与第二面之间插入撕裂条片及夹链带的基部条片,第一切口形成于第一面、撕裂条片及基部条片而不形成于第二面,第二切口形成于第二面及基部条片而不形成于第一面及撕裂条片。
[0022]
[13]根据[12]所述的膜的加工方法,其中,膜还包括被折入到第一面与第二面之间的第三面及第四面,撕裂条片及基部条片插入第一面与第三面之间,第一切口形成于第一面、撕裂条片、基部条片以及第三面而不形成于第四面及第二面,第二切口形成于第二面、第四面、第三面以及基部条片而不形成于第一面及撕裂条片。
[0023]
[14]根据[10]至[13]中任一项所述的膜的加工方法,其中,第一切断刃及第二承受台安装于第一间隔调整机构及第二间隔调整机构所包含的共用的驱动机构,第一切口及第二切口通过共用的驱动机构的往复运动而形成。
[0024]
[15]一种袋的制造方法,其包括[9]至[14]中任一项所述的膜的加工方法的工序,
其中,袋的制造方法还包括如下工序:通过第一切口将突舌片形成于袋,在包围突舌片的区域形成密封膜的密封部。
[0025]
[16]一种袋的制造方法,其包括[13]所述的膜的加工方法的工序,其中,袋的制造方法还包括如下工序:在袋的一部分形成密封第一面与第三面之间的密封部,通过第一切口将突舌片形成于密封部。
[0026]
根据上述的结构,通过不与膜接触的间隔调整机构来调整切断刃与承受台之间的最小间隔,因此能够在膜上形成半切割时减少切断刃的磨损,并且通过加工工序的简化来提高制造效率。
附图说明
[0027]
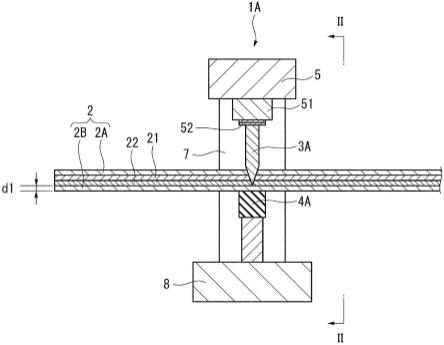
图1是表示本发明的第一实施方式的膜的加工装置的示意性结构的图。
[0028]
图2是图1的ii-ii线向视图。
[0029]
图3是使用在本发明的第一实施方式中加工的膜而制造的袋的局部平面图。
[0030]
图4是图3的iv-iv线剖视图。
[0031]
图5是表示本发明的第二实施方式的膜的加工装置的示意性结构的图。
[0032]
图6是使用在本发明的第二实施方式中加工的膜而制造的袋的局部剖视图。
[0033]
图7是表示本发明的第三实施方式的膜的加工装置的示意性结构的图。
[0034]
图8是使用在本发明的第三实施方式中加工的膜而制造的袋的部分的剖视图。
具体实施方式
[0035]
以下,参照附图对本发明的优选的实施方式进行详细说明。需要说明的是,在本说明书以及附图中,对实质上具有相同的功能构成的构成要素标注相同的附图标记,省略重复说明。
[0036]
(第一实施方式)
[0037]
图1是表示本发明的第一实施方式的膜的加工装置的示意性结构的图,图2是图1的ii-ii线向视图。在图示的例子中,加工装置1a包括隔着膜2对置的切断刃3a及承受台4a、经由保持件51而安装有切断刃3a的驱动机构5、支承驱动机构5的臂6、支承臂6的支柱7、以及支承支柱7及承受台4a的工作台8。驱动机构5以臂6为支点沿上下方向在规定的可动范围内往复运动,由此切断刃3a与承受台4a相对于彼此接近及远离。
[0038]
在此,切断刃3a与承受台4a之间的最小间隔d1、即切断刃3a最接近承受台4a时的切断刃3a的前端与承受台4a的表面之间的距离能够通过插入切断刃3a与保持件51之间的垫片52来变更。也就是说,在本实施方式中,包括保持件51及垫片52的驱动机构5、臂6、支柱7、工作台8构成对切断刃3a与承受台4a之间的最小间隔d1进行调整的间隔调整机构。如图2所示,间隔调整机构作为整体而配置成截面c字形,因此不与膜2接触。
[0039]
在本实施方式中,膜2包括彼此重叠的两个面2a、2b,在面2a、2b之间插入撕裂条片21和夹链带的基部条片22。在加工装置1a中,切断刃3a与承受台4a之间的最小间隔d1以切断面2a、撕裂条片21以及基部条片22而不切断面2b的方式进行调整。具体而言,最小间隔d1对应于面2b的厚度。由此,加工装置1a能够形成仅将膜2、撕裂条片21以及基部条片22重叠而成的多层构造体的一部分的层切断的切口(半切割)。
[0040]
图3是使用在本发明的第一实施方式中加工的膜而制造的袋的局部平面图,图4是图3的iv-iv线剖视图。图4的截面方向与图1相同,但未接合的部分隔开间隙而图示。在图示的例子中,与加工装置1a分开设置的密封装置利用侧密封部23及包围密封部24将膜2的面2a、2b之间进行密封。如图示那样,侧密封部23的一部分及包围密封部24形成包围形状的密封部。加工装置1a在由侧密封部23及包围密封部24包围的区域通过切口25a形成突舌片。在该情况下,侧密封部23及包围密封部24的形成、以及由切口25a进行的突舌片的形成哪一个先实施都可以,但是如后述那样,为了防止由热封的热量引起的切口的熔接,优选先实施密封部的形成。
[0041]
如图4的(a)所示,由于切口25a贯穿面2a、撕裂条片21以及基部条片22而形成,因此用户如图4的(b)所示能够以由切口25a形成的突舌片为起点,从面2a侧拉起上述的3层。当用户捏住突舌片拉动时,如图4的(c)所示,基部条片22在包围密封部24处断裂,沿着撕裂条片21仅撕裂面2a,由此袋被开封。需要说明的是,这种袋例如记载在日本特开2019-051963号公报等,因此省略关于袋的更详细的说明。
[0042]
根据以上说明的本发明的第一实施方式,通过不与膜2接触的间隔调整机构来调整切断刃3a与承受台4a之间的最小间隔d1。由于间隔调整机构以不与膜2接触的形式配置,因此不会像例如将间隔构件夹入膜中来作为间隔调整机构的情况那样切断刃与间隔调整机构接触,因此能够减少切断刃的磨损,另外通过加工工序的简化,能够提高制造效率。另外,间隔调整机构不与膜2接触,因此能够在通过热封形成例如图3所示那样的密封区域之后,利用加工装置1a形成切口,切口不会因热封的热量而熔接。
[0043]
需要说明的是,在上述说明的例子中,由配置于切断刃3a侧的驱动机构5、臂6、支柱7以及工作台8形成间隔调整机构,但间隔调整机构也可以不必包括被称为臂或支柱、工作台的部分。与具体的构件的形状无关,支承切断刃3a及承受台4a,作为整体以包围膜2的方式配置的c字形、箱形、或门型等的框架能够用作本发明的实施方式的间隔调整机构。作为在间隔调整机构中变更间隔的构成,例示了垫片52,但除此以外,也可以使用滚珠丝杠等能够作为直线上的位置调整机构利用的各种机构来变更间隔。另外,对于驱动机构5,也可以不必配置于切断刃3a侧,也可以例如配置于承受台4a侧。
[0044]
(第二实施方式)
[0045]
图5是表示本发明的第二实施方式的膜的加工装置的示意性结构的图。需要说明的是,本实施方式的结构除了以下进行说明点以外与上述的第一实施方式相同,因此省略重复的详细的说明。在图示的例子中,加工装置1b除了上述说明的切断刃3a、承受台4a、驱动机构5、臂6、支柱7以及工作台8以外,还包括在与切断刃3a及承受台4a不同的位置隔着膜2对置的切断刃3b及承受台4b。切断刃3b及承受台4b相对于膜2分别配置于与切断刃3a及承受台4a相反的一侧。因此,在本实施方式中,切断刃3b经由保持件81被工作台8支承,承受台4b安装于驱动机构5。即,切断刃3a及承受台4a通过驱动机构5使切断刃3a往复运动而相对于彼此接近及远离,与此相对地,切断刃3b及承受台4b通过驱动机构5使承受台4b往复运动而相对于彼此接近及远离。
[0046]
在此,切断刃3b与承受台4b之间的最小间隔d2、即切断刃3b最接近承受台4b时的切断刃3b的前端与承受台4b的表面之间的距离能够通过插入切断刃3b与保持件81之间的垫片82来变更。也就是说,在本实施方式中,驱动机构5、臂6、支柱7、包括保持件81及垫片82
的工作台8构成对切断刃3b与承受台4b之间的最小间隔d2进行调整的间隔调整机构。需要说明的是,在本实施方式中,调整切断刃3a与承受台4a之间的最小间隔d1的第一间隔调整机构、以及调整切断刃3b与承受台4b之间的最小间隔d2的第二间隔调整机构在驱动机构5的主体部分、臂6、支柱7以及工作台8的主体部分重复。与参照图2的例子相同,第一间隔调整机构及第二间隔调整机构均作为整体而配置成截面c字形,因此不与膜2接触。
[0047]
在本实施方式中,膜2包括与第一实施方式相同的面2a、2b,在面2a、2b之间插入撕裂条片21和基部条片22。在加工装置1b中,切断刃3a与承受台4a之间的最小间隔d1与第一实施方式相同地以切断面2a、撕裂条片21以及基部条片22而不切断面2b的方式进行调整。另一方面,切断刃3b与承受台4b之间的最小间隔d2以切断面2b及基部条片22而不切断面2a及撕裂条片21的方式进行调整。具体而言,最小间隔d2对应于将面2a和撕裂条片21合起来的厚度。由此,在本实施方式中,使用切断刃3a及承受台4a从面2a侧形成的第一切口、以及使用切断刃3b及承受台4b从与第一切口相反一侧形成的第二切口通过共用的驱动机构5的往复运动大致同时形成。
[0048]
需要说明的是,在如上述那样调整了最小间隔d1及最小间隔d2的情况下,如图5所示,在切断刃3a和承受台4a、以及切断刃3b和承受台4b分别接近至最小间隔时,在膜2的厚度方向上,切断刃3a与切断刃3b彼此重叠。在该情况下,在膜2、撕裂条片21以及基部条片22重叠而成的多层构造体中,存在至少一个切断刃3a与切断刃3b共同切断的层。在本实施方式的情况下,基部条片22相当于被切断刃3a、3b共同切断的层。
[0049]
图6是使用在本发明的第二实施方式中加工的膜而制造的袋的局部剖视图。图6的截面方向与图5相同,但未接合的部分隔开间隙而图示。在本实施方式中,加工装置1b形成来自面2a侧的切口25a和来自面2b侧的切口25b。切口25a形成开封用的突舌片。如图6的(a)所示,由于切口25a贯穿面2a、撕裂条片21以及基部条片22而形成,因此用户如图6的(b)所示能够以由切口25a形成的突舌片为起点,从面2a侧拉起上述的3层。当用户捏住突舌片拉动时,通过切口25b将撕裂条片21与基部条片22之间分离,沿着撕裂条片21仅撕裂面2a,由此袋被开封。本实施方式的袋的开封构造大致与上述的第一实施方式相同,但通过形成切口25b,不需要使基部条片22断裂,能够以更小的力将袋开封。
[0050]
根据以上说明的本发明的第二实施方式,通过不与膜2接触的间隔调整机构来调整切断刃3a与承受台4a之间的最小间隔d1、以及切断刃3b与承受台4b之间的最小间隔d2。在本实施方式中,由于间隔调整机构以不与膜2接触的形式配置,因此能够减少切断刃的磨损,另外切口不会因热封的热量而熔接。需要说明的是,关于对切断刃3a与承受台4a之间的最小间隔d1进行调整的第一间隔调整机构,上述说明的变形例也同样适用于对切断刃3b与承受台4b之间的最小间隔d2进行调整的第二间隔调整机构。
[0051]
(第三实施方式)
[0052]
图7是表示本发明的第三实施方式的膜的加工装置的示意性结构的图。需要说明的是,本实施方式除了膜2的构成以及加工装置1b中的最小间隔d1的设定值以外,与上述的第二实施方式相同,因此省略重复的详细的说明。在图示的例子中,由膜2形成的袋具有所谓的侧折叠(side gusset)构造。具体而言,膜2包括彼此重叠而构成袋的表面及背面的两个面2a、2b、以及通过折入袋的侧部而形成的两个面2c、2d。在由加工装置1b形成切口25a、25b的部分中,面2a、2c、2d、2b依次重叠。
[0053]
在本实施方式中,在加工装置1b中,切断刃3a与承受台4a之间的最小间隔d1以切断面2a、撕裂条片21、基部条片22以及面2c而不切断面2d及面2b的方式进行调整。具体而言,最小间隔d1对应于将面2d及面2b重叠而成的厚度。另一方面,切断刃3b与承受台4b之间的最小间隔d2以切断面2b、面2d、面2c以及基部条片22而不切断面2a及撕裂条片21的方式进行调整。具体而言,最小间隔d2对应于将面2a和撕裂条片21合起来的厚度。由此,加工装置1b能够形成来自面2a侧的切口25a和来自面2b侧的切口25b。切口25a形成开封用的突舌片,切口25b如上述说明那样具有容易开封的功能。
[0054]
图8是使用在本发明的第三实施方式中加工的膜而制造的袋的局部剖视图。图8的截面方向与图7相同,但未接合的部分隔开间隙而图示。图8的(a)及图8的(b)所示的袋的开封构造大致与上述的第二实施方式相同,但袋具有侧折叠构造这一点与第二实施方式不同。如图示那样,在以侧折叠构造折入的面2c、2d之间未接合的情况下,若切口25a贯穿至面2b侧,则存在以突舌片为起点的开封变得困难的可能性。因此,利用切断刃3a以半切割形成突舌片的本实施方式的结构是有利的。其他本实施方式的优点以及变形例与上述的第二实施方式相同。
[0055]
在本实施方式的袋的制造中,除了与上述参照图3说明的例子相同地利用侧密封部23及包围密封部24包围由切口25a形成突舌片的区域的工序以外,也可以是先在包含突舌片的形成预定位置的袋的一部分形成密封膜2的面2a、2c之间的密封部,之后利用加工装置1c在密封部形成切口25a的突舌片及切口25b的工序。
[0056]
以上,参照附图对本发明的优选的实施方式进行了详细说明,但本发明并不限定于这些例子。只要是本发明所属的技术领域中的具有通常的知识的人,显然就能够在技术方案所记载的技术的思想的范畴内想到各种变更例或者修正例,这些当然也属于本发明的技术范围。
[0057]
附图标记说明:
[0058]
1a、1b
…
加工装置,2
…
膜,2a、2b、2c、2d
…
面,3a、3b
…
切断刃,4a、4b
…
承受台,5
…
驱动机构,6
…
臂,7
…
支柱,8
…
工作台,21
…
撕裂条片,22
…
基部条片,23
…
侧密封部,24
…
包围密封部,25a、25b
…
切口,51、81
…
保持件,52、82
…
垫片,d1、d2
…
最小间隔。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。