1.本公开涉及具有束带和/或扣紧系统的吸收制品。
背景技术:
2.制造技术的改进和材料技术的发展使一次性尿布制造商能够减少制造中使用的材料数量,并减少此类产品的各种部件的大小、体积和/或重量。例如,超吸收聚合物(也称为吸收胶凝材料)的开发和改进以及吸收芯设计的改进使得制造商能够减少吸收芯部件的大小和膨松度。聚合物材料和加工技术的改进使得制造商能够使用较低基重部件,包括较低基重的非织造纤维网材料和膜材料。这使得每单位节省材料和运输的成本,而不会影响产品的吸收性或密封功能。
3.作为这些改进的结果,当前的尿布设计虽然相对较轻、不笨重且经济,但也可能具有一些消费者认为负面的属性。在一些当前设计中,尿布的上腰区可以具有相对较少或不具有吸收材料,并且可以仅由几层相对低基重的薄纤维网材料组成。在这样的当前设计中,上腰区对消费者来说可能具有不结实、不牢固的感觉。此外,随着材料基重的减少(和相关的厚度减少),上腰区的坚硬性可能比其他/早期产品的那些区的坚硬性更小,并且由此对传统扣紧系统的支持较少,并且更容易在穿着者身上起皱、翻转或下垂,特别是当尿布装载有穿着者的流出物的重量和/或穿着者相对活跃时。
4.因此,用于改进腰区结构和扣紧系统的任何成本有效的方法和/或特征可以为产品的制造商提供竞争优势。
技术实现要素:
5.一种尿布具有面向穿着者侧和面向外侧、纵向轴线和横向轴线。所述尿布也能够包括基础结构,所述基础结构具有顶片、底片和设置在所述顶片与底片之间的吸收芯;前腰区、后腰区和设置在所述前腰区与所述后腰区之间的裆区;前腰边、后腰边和从所述前腰边延伸到所述后腰边的一对左纵向边和右纵向边。
6.在一些实施方案中,所述尿布还可以包括初级扣紧系统,所述初级扣紧系统具有能够与初级第二部件可扣紧地接合的初级第一部件,其中所述初级第一部件设置在所述后腰区的所述面向穿着者侧上并且所述初级第二部件设置在所述前腰区的所述面向外侧上。所述尿布还可以包括组合束带结构,所述组合束带结构设置在所述前腰区中,所述组合束带结构包括所述初级第二部件和当所述尿布处于未折叠构型时从所述左纵向边和所述右纵向边中的一者延伸的前耳片。
7.在一些实施方案中,所述尿布包括设置在所述前腰区的一个或多个纤维网材料区段,其中当所述尿布处于未折叠构型时,所述一个或多个纤维网材料区段包括从所述左纵向边和所述右纵向边中的一者延伸的前耳片。前耳片可以包括曲线形状,曲线形状包括至少两个凸面和设置在两个凸面中间的至少一个凹面。
8.除此之外或另选地,尿布可以包括在所述后腰区域中背离所述纵向轴线侧向地延
伸的基座构件,具有在位于距所述后腰边第一纵向距离d1的上交叉点处与所述左纵向边和所述右纵向边中的一者相交的顶部边和在位于距所述后腰边第二纵向距离d2的下交叉点处与所述左纵向边和所述右纵向边中的一者相交的底部边。尿布还可以包括设置在前腰区、前耳片和初级扣紧系统中的纤维网材料。初级扣紧系统具有能够与初级第二部件可扣紧地接合的初级第一部件,其中所述初级第一部件设置在所述基座构件的所述面向穿着者侧上并且所述初级第二部件设置在所述纤维网材料的所述面向外侧上。尿布还可以包括第二扣紧系统,所述第二扣紧系统具有能够与次级第二部件可扣紧地接合的次级第一部件,其中所述次级第二部件设置在所述基座构件的面向穿着者侧上并且所述次级第一部件设置在所述组合束带结构的所述面向外侧上。所述次级第一部件可以设置在所述前腰区中的纵向位置处,使得所述次级第一部件完全位于从所述前腰边测量的所述距离d1与所述距离d2之间。
9.在某些实施方案中,所述尿布可以包括具有初级第一扣紧部件的基座构件,其中所述基座构件与所述顶片、所述底片和任何近侧箍结构分离。基座构件可以在包括选自由机械粘结部、热粘结部、粘合剂粘结部和其组合组成的组的一个或多个粘结部的粘结部位处粘结到顶片、底片和任何近侧箍结构中的一个或多个。粘结部位可以覆盖后腿带线、与之相切或侧向地设置在其外侧。
附图说明
10.图1a为尿布的示例的示意性平面图,面向外的表面面对观察者;
11.图1b为尿布的另一示例的示意性平面图,面向外的表面面对观察者;
12.图1c为尿布的另一示例的示意性平面图,面向穿着者的表面面对观察者;
13.图2为前腰区的示例的示意性平面图,其中层被移除以显示锚固区的非限制性示例。
14.图2a为图2中的锚固区的示例性周边的示意图。
15.图3为尿布的另一示例的示意性平面图,面向外的表面面对观察者;
16.图4为尿布的另一示例的示意性平面图,面向外的表面面对观察者;
17.图5为示例性组合束带结构的示意性平面图。
18.图6为另一示例性组合束带结构的示意性平面图。
19.图7a至图7b为根据非限制性实施方案的沿图1a中的线7-7截取的示意性横截面视图。
20.图8为尿布的另一示例的示意性平面图,面向外的表面面对观察者;
21.图9为尿布的另一示例的示意性平面图,面向外的表面面对观察者;
22.图10为扣紧部件的示例的放大示意性平面图。
23.图11为尿布的另一示例的示意性平面图,面向外的表面面对观察者;
24.图12为图11的尿布的示意性平面图,面向外的表面面对观察者,示出前耳片侧向地折叠。
25.图13为尿布的另一示例的示意性平面图,面向穿着者的表面面对观察者,示出前耳片侧向地折叠。
26.图14为图13的尿布的示意性平面图,面向穿着者的表面面对观察者,示出扣紧构
件和侧边缘侧向地折叠。
27.图15为图14的尿布的示意性平面图,示出了围绕侧向折叠线折叠大约一半,其中面向穿着者的表面在内并且面向外的表面在外。
28.图16为沿图14中的线16至16截取的图14的尿布的示意性侧向横截面。
29.图17a为另一折叠构型的非限制性示例中的前腰区的示意性侧向横截面。
30.图17b为另一折叠构型的非限制性示例中的前腰区的示意性侧向横截面视图。
31.图17c为折叠构型的非限制性示例中的尿布的示意性侧向横截面视图。
32.图18为用于制造束带结构的工艺步骤的示意图。
33.图19为用于制造束带结构的附加工艺步骤的示意图。
34.图20a和图20b为用于制造束带结构的替代侧边轮廓、折叠线和切割线的示意图。
35.图21至图23为用于制造束带结构的位于纤维网材料的条带上的各种替代切割线和折叠线的示意图。
具体实施方式
[0036]“吸收制品”意指吸收和容纳身体流出物的装置,并且更具体地意指与穿着者的身体紧贴或邻近放置以用于吸收和容纳由身体排放的各种流出物的装置。示例性吸收制品包括尿布、可重复扣紧的尿布或裤型尿布、失禁贴身短内裤和内衣、尿布固定器和衬垫、女性卫生内衣,诸如卫生护垫、吸收插件等。
[0037]“设置”是指元件被定位于特定的部位或位置。设置在部件的表面或侧面上的特征部可以与所述部件成一体,或者可以接合到所述部件。
[0038]“弹性的”和“弹性体的”意指材料能够在给定载荷下拉伸至少100%而不破裂或断裂,并且在释放载荷时弹性材料或部件在如本文所述的滞后测试的其中一个方向上表现出至少70%的恢复(即,具有小于30%的永久变形率)。拉伸有时候称作应变,应变百分比、工程应变、拉伸比、或伸长率,它连同恢复率和永久变形率一起可各自根据下文所更详述的“滞后测试”来测定。非弹性材料被称为非弹性的。
[0039]
与部件“成一体”是指由所述部件或其部分形成或通过所述部件或其部分形成,而不是接合到部件上。
[0040]“接合”是指其中通过将一个元件直接附连到另一个元件来使该元件直接固定到另一个元件的构型,以及其中通过将一个元件附连到一个或多个中间构件,继而附连到另一个元件来使该元件间接固定到另一个元件的构型。
[0041]“纵向”意指组件中沿长度的方向,使得纵向在组件的x-y平面中平行于最大线性尺度延伸。在如本文所述的吸收制品中,当吸收制品处于平展未收缩状态时,纵向从腰部端边至相对的腰部端边基本上垂直地延伸,或者在双折制品中从腰部端边至裆部的底部基本上垂直地延伸。
[0042]“侧向”是指大致垂直于纵向方向的方向。在本文所述的吸收制品中,侧向从侧边到相对的侧边基本上平行地延伸。
[0043]“长度”是指在纵向方向上的尺寸。特征部的“宽度”是其在侧向方向上的尺寸。
[0044]
关于制品的第一特征部及其相对于制品上的第二特征部或位置的定位,“内侧”是指沿着水平x-y平面,第一特征部比第二特征部或位置更靠近制品的相应轴线,该水平x-y
平面大致由被平放、延伸到其部件纤维网材料的完全纵向尺寸和侧向尺寸以对抗由任何所包括的预应变弹性体材料在水平表面上引起的任何收缩时的制品占据。侧向内侧意味着第一特征部更靠近纵向轴线,并且纵向内侧意味着第一特征部更靠近侧向轴线。相反地,关于制品的第一特征部及其相对于制品上的第二特征部或位置的位置,“外侧”意味着第一特征部比第二特征部或位置距离制品的相应轴线更远。
[0045]
关于通过加工或制造线移动的材料的材料或组件的“纵向”意指平行于通过所述线的移动方向的方向。“横向”意指垂直于通过所述线的移动方向的方向。
[0046]
尿布的“面向外”的表面或其部件是当穿戴尿布时背离穿着者的表面。
[0047]“配准(registration)”、“配准(register)”、“配准(registered)”或“配准(registering)”是指用于控制目标位置处的基底或层压体上的物体(例如,标记、耳片、扣紧部件)的放置的机器控制过程或系统。目标位置可以通过预设间隔和/或相对于设置在基底或层压体上的特定位置或特征部来确定。
[0048]
尿布的“面向穿着者”表面或其部件是当穿戴尿布时面向穿着者的表面。
[0049]
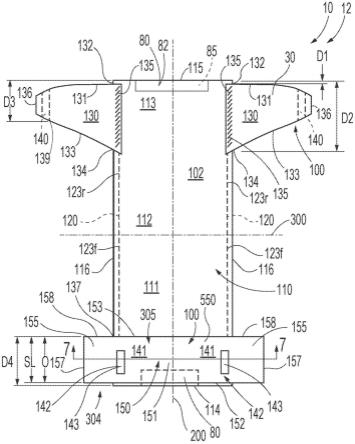
图1a至图1b为呈尿布12形式的吸收制品10的示例性非限制性示例的平面图,示出在面向外侧110上。吸收制品可为一次性的。图1c是尿布12的示例性非限制性示例的平面图,其中面向穿着者侧109面对观察者。如图1c所示,吸收制品10包括由液体可渗透的顶片101、液体不可渗透的底片102和设置在其间的吸收芯103形成的基础结构20。制品10可以进一步包括设置在顶片与吸收芯之间的采集分配系统104。在一些非限制性示例中,吸收芯包括一个或多个通道105。
[0050]
制品10和基础结构20具有前腰区111、与前腰区111相对的后腰区113、和位于前腰区111与后腰区113之间的裆区112。制品10包括纵向中心线200和侧向中心线300。制品10的外周边由纵向边116和腰边(前腰区111中的前腰边114和后腰区113中的后腰边115)限定。制品10可具有大致平行于纵向中心线200取向的相对纵向边116。然而,为了获得更好的贴合性,纵向边116可弯曲或成角度以产生例如当在平面图中观察时“沙漏形”形状的制品,如图1b所示。
[0051]
返回图1c,一个或多个箍结构117可以设置在面向穿着者侧上,并且可以具有通过任何合适的机构附连到其上的部分。箍结构117可以具有用于一次性尿布的任何形式,并且不同地被称为阻碍箍、支撑箍、阻碍腿箍、纵向箍、阻碍翼片等。在一些示例中,箍结构117可以具有描述于例如美国专利第8,939,957号和第6,248,097号中的构型和材料。箍结构117的自由远侧边118可以具有沿其设置的纵向定向的弹性股线、条带或其他箍弹性构件119,其收缩将导致箍结构沿其自由边118纵向收集,并且沿穿着者的身体通过裆区112提供衬圈阻碍以帮助容纳流出物。箍弹性构件119可以以纵向预应变状态设置在箍结构中。
[0052]
制品可以包括一个或多个腰部特征部80,其可以设置在前腰区和/或后腰区中。在一些非限制性示例中,制品的腰边115、114中的一者或两者可以至少部分地由如图1c所示的腰部特征部限定。在另外的非限制性示例中,腰部特征部可以设置在最靠近的腰边的内侧。腰部特征部可与腰区中的基础结构、箍结构和/或其他元件的一个或多个层成一体,或者可接合到设置在腰区中的基础结构、腿箍结构和/或其他元件的一个或多个层。腰部特征可以接合在层之间(图1a在前腰区中),在制品的面向外的表面110上(图1a在后腰区中),或者在制品的面向穿着者的表面109上(图1c)。腰部特征部可为可延展的或弹性的。弹性化腰
部特征部82通常旨在伸展和收缩以动态地贴合穿着者的腰部。弹性化腰部特征部包括腰带、具有由与基础结构脱离的腰部特征部的一部分形成的口袋的腰箍、和被设计成围绕穿着者的腹部固定地贴合的腰片。弹性化腰部特征部的非限制性示例公开于美国专利申请14/533,472;15/074,675和62/855,001中。弹性化腰部特征部可以包括一个或多个非织造层和一个或多个弹性元件85。在非限制性示例中,弹性化腰部特征部包括接合到非织造层的弹性股线。在另外的非限制性示例中,弹性化腰部特征部包括一个或多个非织造层和一个或多个膜的层压体。
[0053]
在另选的实施方案中,腰部特征部可以是非弹性的。在此类构型中,腰部特征部可以提供围绕穿着者的腰部的附加锚固。
[0054]
腰部特征部可与耳片结合使用,以提供期望的拉伸和柔韧性,或以其他方式增强制品在穿着者身上的贴合性。
[0055]
纵向边116可以由底片102、顶片101、箍结构117的横向外侧部分中的任一者的纵向边形成,或由这些中的任何一者的分层组合形成。纵向边116可以如图1b所建议的那样被切割和/或轮廓化,或者可以如图1a所建议的那样是笔直的。纵向边116还可以具有沿其设置的纵向定向的弹性股线、条带或其他腿带弹性构件120,以使纵向边116围绕穿着者的腿收集,如图1b所示。例如,腿带弹性构件120可以夹在顶片101与底片102之间,或夹在形成箍结构117与底片102的材料之间、夹在形成箍结构117与顶片101的材料之间或夹在形成箍结构117的材料的折叠或层内,靠近纵向边。腿带弹性构件120可以在预应变状态下沿纵向边116设置。
[0056]
扣紧系统
[0057]
返回图1a,制品10可以包括扣紧系统100,其可以包括设置在后腰区域113中的基座构件130上的扣紧部件140。在非限制性示例中,制品可以包括在后腰区113中分别横向地背离纵向边和背离尿布的纵向轴线200延伸的一对基座构件,以及靠近相对的纵向边设置的一对扣紧部件140。基座构件130可以由形成底片102和/或顶片101的材料的连续横向延伸部形成;如图1b至图1c所示;或者,如图1a所建议,可以各自由单独的材料片形成,所述材料在经由基础结构附接粘结部135的附接位置处附连到基础结构,例如,附连到顶片101和/或底片102。可以存在基础结构附接粘结部135以经由加热和/或压缩(导致材料的机械缠结和/或混合和熔合)将基座构件粘结到顶片、底片和箍结构中的一个或多个的材料。基座构件130可以附连到底片102的面向外侧,或附连到顶片101的面向穿着者侧,或者附连到形成箍结构117的材料的面向穿着者侧。另选地,基座构件130可以夹在基础结构20的层之间或基础结构与箍结构之间。基座构件130可以呈耳片30的形式,使得基座构件130在裆区中侧向延伸到纵向边116的外侧,例如如图1a所示。
[0058]
基座构件可以包括一个或更多个聚合物层。在非限制性示例中,基座构件130可以由被构造成在侧向方向上表现出弹性拉伸和收缩的材料形成,从而增强尿布围绕穿着者的舒适度和牢固贴合性。基座构件可以包括弹性层压体,其可以包括层叠、层压或散布有一层或多层非织造材料的弹性聚合物材料(诸如膜,或由弹性聚合物形成的侧向定向的条带或股线)的组合。在一些示例中,基座构件可以包括夹在两层非织造材料之间的弹性膜的层压体。合适的层压材料描述于例如pct申请号wo2005/110731和美国申请公开号us2011/0092947;us2007/0293111;us2004/0181200和us2004/0193133中。基座构件130包括收拢层
压体,其中在层压和/或粘结期间,这些层中的一个层的应变程度大于剩余层。这样,当层压体处于松弛状态时,延展性较小的层(即,非织造层)将形成密褶。然后当随后形成的层压体处于松弛状态时,在非织造层中形成褶皱。基座构件可包括如例如以下专利所公开的超声粘结型层压体:美国专利公布2018/0042777、2018/0042778;2018/0271716;和2018/0271717。另选地,基座构件130可通过例如以下专利中公布的过程激活:美国专利公布2013/0082418;美国专利4,834,741;5,167,897;5,993,432;5,156,793;5,167,897;7,062,983和6,843,134。
[0059]
仍然参考图1a至图1c,制品可以包括初级扣紧系统100,其包括初级第一部件140。在非限制性示例中,尿布可以包括一对初级第一部件140,每个初级第一部件分别设置在相应左基座构件和右基座构件130中的一者的面向穿着者侧上。初级扣紧系统还可以包括设置在前腰区111的面向外侧上的一个或多个初级第二部件141。初级第一部件能够操作地与初级第二部件接合,使得初级扣紧系统将制品围绕穿着者的腰部和/或髋部固定。可接合扣紧部件的非限制性示例包括带接片、钩连部和环圈扣紧部件、互锁扣紧件诸如接片和槽、搭扣、按钮、搭锁和/或雌雄同体扣紧部件。一些示例性表面扣紧系统公开于以下专利中:美国专利3,848,594;4,662,875;4,846,815;4,894,060;4,946,527;5,151,092;和5,221,274。示例性互锁扣紧系统公开于美国专利6,432,098中。初级第一部件和/或初级第二部件还可包括释放带(release tape)或其他材料,所述释放带或其他材料保护部件在使用前免受损伤。在非限制性示例中,初级第一部件和/或基座构件是可折叠的,并且可以在使用前折叠,使得初级第一部件与保护其免受损伤的材料(例如,基座构件材料)接合。
[0060]
基座构件130可以经由附连到基座构件130的主要部分的带、条带或其他合适的端部构件的区段终止于远侧端部136处。另选地,基座构件130的端部部分可以简单地由形成基座构件130的主要部分的材料中的一个或多个的延伸部形成。每个基座构件130可以具有靠近远侧端部136设置在其上的初级第一部件140,其通过粘合剂、热和/或压缩粘结或任何其他合适的附接机构附接到其上。初级第一部件140可以是任何合适类型的扣紧部件,其被构造成在设置在前腰区111中的着陆区150处可扣紧地接合尿布的面向外的表面。在非限制性示例中,初级第一部件140可以是钩连部的补片,并且着陆区150可以由适于接收和可扣紧地接合钩连部的材料限定和/或由其形成,由此提供钩连部和环圈扣紧系统中的初级第二部件141。初级第二部件141可以由覆盖底片到其面向外侧的纤维网材料151的区段形成。在特定非限制性示例中,纤维网材料151的区段可以是非织造纤维网材料。由双组分或多组分纤维形成的非织造纤维网材料例如描述于美国专利号9,468,265;美国专利公布2014/0000784;2014/000070和us2014/0000003中。可能期望将初级第一部件从纤维网材料151分离所需的力为至少约20n剪切力以确保固定和延长扣紧。在另外的非限制性示例中,纤维网材料151的区段可以包括膜或非织造材料和膜材料的层压体。
[0061]
在一些示例中,初级第一部件140可以是通过热、压缩、粘合剂、超声波粘结或其任何组合粘结的单独施加的钩连部材料的区段或补片。在其他示例中,初级第一部件可以是直接形成在基座构件的区段上,更具体地直接形成在基座构件的聚合物层的区段上的钩连部的补片。例如,可以经由将熔融聚合物树脂施加到该层上,随后经由已知的方法在熔融的、施加的树脂中以及由该树脂形成钩连部来产生钩连部。可以通过加热和软化聚合物材料的一部分以及将其如美国专利8,784,722所公布的压入钩连部形成腔中来由聚合物材料
一体地形成初级第一部件。初级第一部件可由聚合物材料通过单个连续过程一体地形成,如代理人案卷号15308m下的共同转让的美国专利申请16/545,425中所公开的。
[0062]
当前市场上的许多一次性尿布包括前耳片155,该前耳片从尿布的前腰部分邻近前腰边侧向延伸,靠近和/或从左纵向边和右纵向边延伸。前耳片用于向护理者提供尿布的侧向突出的前部部分以容易地沿每一侧抓握和拖拉,从而便于将每一扣紧构件130扣紧到前腰区的着陆区150。前耳片也用于为穿着者髋部区域中的皮肤提供附加的覆盖。目前的设计具有前耳片,该前耳片是底片材料和顶片材料中的一者或多者的延伸部,或另选地由粘结到顶片、底片和/或箍结构中的一者或多者的材料的单独的区段形成,以便从主基础结构的左侧和右侧侧向地延伸。
[0063]
在前耳片是底片材料和顶片材料中的一者或多者的延伸部的情况下,制造必然包括这些材料的成型切割以提供延伸的前耳片部分和相关联的材料废料。当前耳片由粘结到顶片、底片和/或箍结构中的一者或多者的单独的材料区段形成时,制造必须包括与将这些前耳片部件放置和粘结到基础结构上相关联的步骤。
[0064]
然而,作为替代方案,可选择纤维网材料151的区段,以便在切割成允许纤维网材料151的区段沿纵向侧边侧向地延伸超过基础结构的大小时不仅用作初级第二部件141,也用于形成和提供一个或多个前耳片155。在一些非限制性示例中,纤维网材料151的至少一部分可以适于接收和可扣紧地接合作为初级第一部件140包括的或与其一起包括的钩连部,并且由此用作钩连部和环圈初级扣紧系统的环部件。在其他示例中,非织造纤维网材料的一部分可以以热粘结部图案进行图案粘结,该热粘结部被构造成增强材料及其提供的环圈结构的强度和可靠性,以及材料的扣紧属性。合适的图案粘结公开于代理人案卷号15360m下的美国专利申请16/575,424。纤维网材料151的此类区段的这种双重用途可以用于提供或支撑合适的初级第二部件141并提供前耳片155,从而消除了对用于提供如上所述的前耳片的其他构型和步骤的需要。
[0065]
另外,包括纤维网材料151的区段以补充基础结构的其他材料提供了明显和实际增加的侧向拉伸强度、抗弯强度、厚度和前腰区的坚固性。
[0066]
(i)提供和/或支撑扣紧系统的第二部件141和(ii)形成一个或多个耳片155的纤维网材料151的区段在本文中也被称为“组合束带结构”550。
[0067]
如图1c所示,组合束带结构可包括约30mm至约100mm,或约35mm至约90mm,或约40mm至约85mm的最大纵向长度n,针对每个范围列出了其中每1mm的增量。组合束带结构可包括约100mm至约500mm,或约150mm至约400mm,或约180mm至约300mm的最大侧向宽度m,针对每个范围列出了其中每1mm的增量。
[0068]
组合束带结构可以通过包括例如粘合剂材料的任何合适的粘结机构粘结或粘附到底片102的面向外的表面或形成前腰区111中的尿布的面向外的表面的其他材料。在一些实施方案中,粘结图案不应超过底片边116并且优选地在纵向边116的内侧结束,以避免将粘合剂暴露于穿着者的皮肤。除此之外或另选地,在前腰区中的一个或多个区域中,纤维网材料151可以与基础结构和/或形成尿布的面向外的表面的其他材料脱离。在图2至图2a所示的非限制性示例中,束带结构和基础结构的层可以接合在由周边p界定的锚固区316中。在所述周边之外,层可以不附接,以比锚固区更弱和/或更可延伸的方式附接(例如,被激活以增加延展性),从而产生脱离区314。脱离区与周边的一个或多个部分相邻。周边可以包括
基本上笔直的部分和/或曲线部分。在一些非限制示例中,笔直部分可以相对于侧向轴线或纵向轴线成5-89
°
的角度设置。
[0069]
参考图3至图4和图6,在一些示例中,可提供纤维网材料151的两个离散区段,以提供相应的左前耳片和右前耳片155以及提供或支撑相应的左初级第二部件和右初级第二部件141。在一些情况下,这种构型可以简化和/或降低制造成本。为了避免疑问,离散区段包括组合束带结构550,因为它们各自为初级第二部件141提供支撑以及形成耳片155。
[0070]
参考图4,在一些示例中,纤维网材料151的区段的内侧和/或外侧侧向边153、152可以是弯曲的而不是笔直的。在图4所描绘的示例中,前耳片部分155中的内侧侧向边158具有基础结构的侧向外侧的凹曲率。此类曲率可在髋部区域提供尿布围绕穿着者的舒适和/或视觉上吸引人的贴合。此类曲率可以伴随外侧侧向边159的曲率,该外侧侧向边具有平行于内侧侧向边158的轮廓,这允许在制造期间纤维网材料151的区段的形状的嵌套,从而允许纤维网材料部件的最大使用和/或浪费的最小化。
[0071]
在另外的非限制性示例中,可能期望前耳片155的内侧侧边158在基础结构的纵向边116的外侧朝向尿布的侧向轴线向下延伸。在一些情况下,这可能是期望的,以在髋部区域对穿着者的皮肤的提供更大的覆盖,或提供更大的保证,即形成前耳片的纤维网材料151的区段的存在,以保护穿着者的皮肤免受与扣紧部件的可能接触的影响。
[0072]
除上述之外,前耳片155可以被构造成贴合穿着者的大腿上部和髋部区域。当耳片作为组合束带结构550的一部分提供时,束带550可适于配合复杂几何形状,该几何形状包括前腰区域以及穿着者的至少一部分髋部和大腿上部区域。如图4和图5所示,例如,束带在其纵向长度的至少一部分中可以具有变化的宽度。如图5和图6所示,纵向边157可以包括曲线形状。曲线形状可以具有至少两个凸面301和302以及设置在两个凸面中间的至少一个凹面303。凸面可以设置在不同的侧向位置处,使得一个凸面相对于另一个凸面在更侧向内侧的位置。在一些实施方案中,一个凸面301可以设置在另一个凸面302的侧向外侧和纵向外侧两者。在制品(或束带)包括设置在相对侧向侧上的两个耳片的实施方案中,每个耳片可包括两个凸面,在所述两个凸面之间具有一个凹面。在此类实施方案中,纵向外侧凸面301之间的侧向距离可以大于两个纵向内侧凸面302之间的侧向距离(参见图2)。不受理论的束缚,据信这些实施方案允许束带平滑地贴合到身体的复杂几何形状中,并且通过如下方式提供更舒适的穿着体验:允许穿着者的腿部进行移动而受到较小的来自材料的阻碍(即,束带在大腿附近较窄),同时保持围绕腰部的牢固贴合性。此外,最小化邻近内侧边的材料量还减小了在施加期间当定位在基座构件下方时该材料卷折的可能性,从而增加了贴合性和舒适性。
[0073]
参考图6,耳片155可包括夹持部分162。夹持部分162是耳片的这样的区域,其可以用于将前耳片拉平,同时将后腰区围绕穿着者包裹以扣紧。在某些实施方案中,夹持部分被定位成比内侧侧向边158更靠近耳片的外侧侧向边159。耳片可以被构造成识别夹持部分。在非限制性示例中,耳片(或包括耳片的组合束带结构)在凸面301处包括其最大宽度,如图5至图6所示。不受理论的束缚,据信此类构型直观地指示适于如图6所示的拇指和/或手指夹持部的区域。除此之外或另选地,夹持部分162可以设置有信号164以将该区域与剩余耳片区分开。信号可以包括颜色、纹理、图案(例如,粘结图案)和/或标记(例如,字词、徽标、商标)。
[0074]
除此之外或另选地,前腰区可以包括刚度的变化。前腰区的刚度可以在侧向方向上变化。回到图7a至图7b,在某些实施方案中,前腰区包括抗弯区304,该抗弯区至少部分地设置在纵向边116的外侧。根据本文的刚度测试方法,抗弯区304可包括至少约0.2n/mm,或至少约0.6n/mm直到约1n/mm,或直到约0.96n/mm,或约0.2n/mm至约1.5n/mm,或约0.6n/mm至约1n/mm的刚度,针对所述范围列出了其中每0.1n/mm的增量。抗弯区可以包括组合束带结构的一部分。在非限制性示例中,抗弯区包括前耳片155的至少一部分。抗弯区可以由前耳片的层(或包括前耳片的组合束带结构的层)形成。还可以使用一个或多个加强部件310(诸如另外的非织造层)来形成抗弯区。
[0075]
加强部件可以向耳片155提供更多的刚度,以及/或者提供或支撑初级第二部件141。除此之外或另选地,加强部件可以提供或支撑次级第一部件143。加强部件310可以包括如图7a所示的单独材料层和/或折叠材料层,诸如折叠束带或耳片,如图7b所示。加强部件可以包括非织造材料、膜、粘合剂及其组合。除此之外或另选地,加强部件可以包括间歇粘结以产生三维结构,这种结构比由连续粘结形成的平坦结构更抗弯曲。在非限制性示例中,加强部件以组合束带结构-基础结构复合物的附接装置306重叠的关系设置。还可以设想,加强元件310接合到组合束带结构或接合到在附接区域外侧或与附接区域分开的基础结构。
[0076]
加强部件可以具有对应于组合束带结构的尺寸。另选地,加强部件在形状或面积上可以与组合束带结构不同。加强部件可包括约30mm至约350mm、或约45mm至约300mm、或约50mm至约250mm的最大宽度sw,针对每个范围列出了其中每10mm的增量。在非限制性示例中,加强部件可以包括小于组合束带结构的最大宽度m的最大宽度sw,如例如图7a中所示。这样,可以利用较少的材料,并且加强部件可以仅定位在需要增强的刚度的地方。在其他非限制性示例中,加强部件包括大于或等于组合束带结构的最大宽度m的最大宽度sw。在另外的非限制性示例中,加强部件可在组合束带结构的纵向边157的外侧侧向延伸。在此类示例中,加强部件可用来提供穿着者的髋部区域中的皮肤的附加覆盖和/或允许使用不同的非织造材料(例如,更柔软的非织造材料)贴着穿着者的皮肤。
[0077]
返回图1a,加强部件可以包括最大长度sl。组合束带结构可以包括加强件与组合束带结构之间的重叠区域中的最大长度o。例如,如图1a所示,加强件最大长度sl可以基本上等于重叠区域中的组合束带结构的最大长度o。另选地,加强部件的最大长度sl可以大于或小于重叠区域中的束带结构的最大长度o。在另外的非限制性示例中,加强部件可以在组合束带结构的侧向边152、153的外侧侧向延伸。在此类非限制性示例中,加强部件可以提供围绕扣紧部件的附加材料,并且由此防止部件(例如,钩连部)暴露于穿着者的皮肤。
[0078]
在另外的非限制性示例中,制品包括可以邻近相对的纵向边116设置的第一抗弯区304和第二抗弯区307,如图7a和图7b所示。第二抗弯区可以包括组合束带结构的一部分,诸如前耳片的至少一部分,并且至少部分地设置在纵向边116的外侧。第二抗弯区可以包括与第一抗弯区相同量值的刚度,或者这两个区可以具有不同的刚度。
[0079]
除此之外或另选地,抗弯区304、307可在刚度量值方面从参考区305变化至少约10%,或至少约15%,或至少约20%,或约10%至约50%,如通过本文的刚度测试方法所确定的,针对所述范围列出了其中每5%的增量。参考区305完全设置在纵向边116的内侧。参考区可以至少部分地包括组合束带结构的一部分。
[0080]
在一些实施方案中,后腰区包括如本文相对于前腰区所述的刚度变化。
[0081]
例如,如图1c所示,为了补充初级扣紧系统,制品可以包括次级扣紧系统142。次级扣紧系统可以包括次级第一部件143和次级第二部件144。在非限制性示例中,尿布可以包括设置在前腰区的面向外的表面上的一对次级第一部件143和设置在后腰区的面向穿着者的表面上的一对次级第二部件144。次级第一部件143可以是被配置成与次级第二部件144可扣紧地接合的任何合适的扣紧部件,反之亦然。次级扣紧第一和第二部件可以分别具有上文关于初级第一和第二部件所提及的特征部中的任一者。次级扣紧系统可以包括上文提及的可接合扣紧部件的任何非限制性示例。在特定示例中,次级第一部件143可以是钩连部的补片,并且设置在基座构件的面向外侧上和/或形成基座构件的面向外侧的材料可以是或包括用作钩连部和环圈扣紧系统的环圈部件的材料。在非限制性示例中,形成基座构件130的面向穿着者层可以包括非织造材料,该非织造材料适于用作次级第二部件144并与构成次级第一部件143的钩连部扣紧地接合。次级第二部件144可以由可延伸材料或基本上不可延伸材料形成。如上文关于初级第一部件所描述,次级第一部件可以是接合到纤维网材料的单独的材料补片,或者可以通过上述方法从纤维网材料一体地形成。
[0082]
转向图2,在包括脱离区314和锚固区316的实施方案中,次级第一部件可以至少部分地设置在锚固区的周边p内。
[0083]
在另外的非限制性示例中,包括次级第一部件(例如,钩连部)的纤维网材料还可以包括初级第二部件(例如,环圈)。除此之外或另选地,包括初级第一部件(例如,钩连部)的聚合物材料还可以包括次级第二部件(例如,环圈)。在此类非限制性示例中,所述基底(即,纤维网材料、聚合物材料)可以包括第一约束条件,其中在沿着符合以下条件的材料区段的任何可识别线性路径中
[0084]
(a)具有大于2mm的宽度;并且
[0085]
(b)在沿着材料区段的主表面的x-y平面中与加工方向形成45度或更小的角度,
[0086]
在沿着路径的多个位置处至少部分地覆盖图案中的一个或多个粘结部。另外,基底还可以包括第二约束条件,其中粘结部被任何此类路径覆盖的位置之间的最大可识别尺寸为1mm至12mm,更优选地2mm至10mm,并且甚至更优选地2mm至8mm。
[0087]
除上述以外,一体第一部件可以形成为具有不同的方向性,以在部件的不同区段中提供不同的益处。例如,可以形成关于它们的竖直中心线不对称的钩连部(从而形成倒j形或类似的钩连部构型),使得开口部分指向预期接合的方向。在另外的非限制性示例中,前腰区中的钩连部可被赋予接近或沿侧向方向并且朝尿布纵向轴线延伸的方向性。这种方向性提供了在与剪切力的正常方向(在前区域中远离纵向轴线指向)相反的方向上延伸的机械结构,该剪切力在穿着期间该区域中的钩连部被接合时将施加在该钩连部上,从而与类似尺寸、材料利用率(形状体积)和数密度的无方向性的钩连部相比,提供附加的扣紧强度和/或更牢固的附接。后腰区中的钩连部可被赋予朝向尿布纵向轴线的方向性(当扣紧构件处于打开位置时)。此类方向性与穿着期间前腰区中的钩连部被接合(即,扣紧)时施加在钩连部上的剪切力的正常方向相反,从而与具有类似尺寸、材料利用率(形状体积)和数密度的非方向性钩连部相比,提供附加的扣紧强度和/或更牢固的附接。
[0088]
在某些实施方案中,扣紧部件可以从扣紧部件附接到其上的部件的侧向边纵向偏移。例如,在图2所示,次级第二部件143可以从组合束带结构的外侧侧向边152纵向偏移至
少约1mm,或至少约3mm,或至少约5mm,或约1mm至约20mm,针对所述范围列出了其中每0.5mm的增量。在非限制性示例中,扣紧部件与其所附接的部件的任何侧向边152、153不一致。例如,可能期望的是,每个次级第一部件143设置成其表面区域和外边完全在其所接合的部件(例如,组合束带结构550)的表面区域和外边内。
[0089]
扣紧部件可具有最大纵向长度l
max
,该最大纵向长度等于或小于扣紧部件连接到的部件的纵向长度。例如,次级第二部件的最大纵向长度l
max
可以小于在次级第二部件附接的区域中部件的平均纵向长度l。l
max
可以是l的约95%或更小,或者90%或更小,或者85%或更小,或者约25%至约95%,或者约50%至约90%,或者约60%至约85%或l,针对所述范围列出了其中每1%的增量。除此之外或另选地,l
max
可以比l小至少约10mm,至少约15mm,或约10mm至约50mm,或约10mm至约30mm,或约10mm至约15mm,针对每个范围列出了其中每1mm的增量。不受理论的束缚,据信将扣紧部件偏离侧向边防止将扣紧部件暴露于穿着者的皮肤。制品区域上的张力可导致围绕扣紧部件的材料折叠或塌缩。通过将扣紧部件定位成远离边,折叠和塌缩不太可能导致将扣紧元件暴露于皮肤。换句话讲,在这种暴露可能发生之前,材料将需要变形更多。
[0090]
除此之外或另选地,扣紧部件可从其附接到其上的部件的纵向边侧向偏移。例如,次级第一部件143的外侧纵向边145可在耳片157的纵向边的侧向内侧至少约1mm,或至少约3mm,或至少约5mm,或约1mm至约10mm,针对所述范围列出了其中每0.5mm的增量。在非限制性示例中,次级第二部件的外侧边145可以在纵向边116的侧向内侧。
[0091]
可能期望切割或以其他方式至少赋予次级第一部件143的下边圆形轮廓或除90度拐角之外的轮廓,而不是如附图中所描绘的矩形形状中的尖锐拐角。这被认为对于减少穿着者的皮肤擦伤的机会的目的是理想的,否则,通过在部件143的尖锐拐角处对穿着者的皮肤局部集中压力,可能发生所述擦伤。因此,可能期望例如构成次级第一部件143的钩连部材料的补片至少在其长度的下半部的边上具有圆形、卵形、椭圆形、圆角矩形或其他没有尖锐拐角的形状。
[0092]
扣紧部件的定位
[0093]
当尿布被穿着时,次级扣紧系统的添加可提供更大的表面积以用于扣紧,从而在后腰区被朝向前腰区牵拉时,分散通过扣紧位置传递的侧向张力,反之亦然。另外,具有两个不同的扣紧位置降低了制品的前部部分枢转的趋势(即,围绕初级扣紧系统的单个扣紧位置枢转)。此外,次级系统有助于产生更接近前腰边的张力线,这可降低在穿着期间前腰边折叠或翻转的可能性。进一步地,次级系统可以产生锚固短程线,以将力从裆区引导到髋部上,以便防止穿着期间松垂。次级系统还可以帮助在穿着期间将前耳片或组合束带结构固定在适当位置。上述每一种均可用于在穿着期间提供更有效和耐用的扣紧以及扣紧区域周围的尿布材料的较少纵向和/或侧向挠曲、松垂和/或起皱。为了最有效地提供这些益处,可以期望扣紧部件相对于尿布的其他特征部的特定位置。
[0094]
转到图8,制品10可以包括腿带弹性构件120。每个带弹性构件120可以具有在前端121与其后端122之间延伸的活动部分,其中弹性构件被预应变,从而实现沿近侧纵向边116的材料的纵向收缩和收集。在一些示例中,腿带弹性构件120可以具有延伸超过前端121和后端122的非活动部分,其中其未预应变,或者以某种方式停用。腿带弹性构件120将沿前腿带线123f放置或与其相交。参考图9,在腿带弹性构件120弯曲的情况下,其相关联的前腿带
线123f是连接腿带弹性构件120与侧向轴线300的交叉点和弹性构件120的活动部分的前端121的线。应当了解,当弹性构件120的活动部分是笔直的时,前腿带线123f和弹性构件120共线。出于本文的目的,腿带线沿最侧向外侧腿带弹性构件(其中,例如,沿纵向边116存在多于一个腿带弹性构件)和其最侧向外侧边。
[0095]
为了最有效地提供上述益处的目的,可能期望次级第一部件143沿侧向方向定位,使得其与前腿带线123f相切或沿该前腿带线。这种位置将次级第一部件沿由腿带弹性构件产生的大致纵向张力的线放置,从而提供期望地定位的支撑件,并且由此有助于当尿布绕穿着者扣紧时防止尿布的前腰区绕初级第一部件扭转或偏斜。出于这些目的,甚至更特别期望初级第一部件143的宽度143m的中间三分之一(参见图8至图10)被定位成使得其与前腿带线123f相切或沿该前腿带线。
[0096]
仍然参考图8和图9,由与基础结构的那些分离的材料的区段形成的基座构件130可以通过基础结构附接粘结部135粘结到基础结构。基础结构附接粘结部135可以各自是单个粘结部或一系列粘结部,其较长尺寸通常在纵向方向上对齐。可以期望基础结构附接粘结部135与后腿带线123r相切或沿着该后腿带线。这种位置将粘结部135(其通常相对坚硬)沿由腿带弹性构件120产生的大致纵向张力的线放置,从而提供期望地定位的结构刚度和所得支撑件,并且由此有助于当尿布绕穿着者扣紧时防止尿布的后腰区的扭转或偏斜。参考图9,在腿带弹性构件120弯曲的情况下,其相关联的后腿带线123r是连接腿带弹性构件120与侧向轴线300的交叉点和弹性构件120的活动部分的后端122的线。应当了解,当弹性构件120的活动部分是笔直的时,后腿带线123r和弹性构件120共线。
[0097]
为了使次级第一部件143被覆盖的可能性最大化,并且在穿着期间不太可能与穿着者的皮肤发生不希望的接触,可能期望将次级第一部件143定位在沿相对于尿布的其他部分的纵向方向的适当位置。返回图1a,每个基座构件130具有顶部边131和底部边133。顶部边131在上部交叉点132处与基础结构的纵向边116相交。底部边133在下部交叉点134处与基础结构的纵向边116相交。下部交叉点134位于距离后腰边115的距离d2。上部交叉点132位于距离后腰边115的距离d1。当扣紧构件130为如图1b所示的顶片和底片中的一者或多者的一体延伸部时,出于本文的目的,上部交叉点132位于后腰边115与垂直于前腰边并与纵向边116相切的线的交叉点处,在该交叉点处尿布(不包括前耳片155)在侧向轴线300的前方最宽,如图1b所示。类似地,下部交叉点134位于下边133与刚才描述的线的交叉点或相交处。次级第一部件143在纵向上完全位于距前腰边的距离d1与d2之间。当扣紧构件合适地成形时,这样的纵向位置可有助于确保当尿布围绕尿布大小适合的穿着者扣紧时,次级第一部件143将被基座构件完全覆盖。
[0098]
再次参考图1a,纤维网材料151和基础结构的内侧侧向边153的内侧交叉点137可以位于距前腰边114距离d4处。可能期望次级第一部件143完全位于内侧侧向边153的外侧。可以进一步期望次级第一部件位于距前腰边114的某个距离处,该距离完全小于从前腰边114的距离d4。这样的位置将有助于确保纤维网材料151的区段的一部分可用于为穿着者的皮肤提供遮蔽和缓冲,防止可能由次级第一部件143的下边引起的刺激。
[0099]
还可能期望的是,次级第一部件143被定位成与纤维网材料的区段的内侧侧向边153相比更靠近纤网材料的区段的外侧侧向边152的位置。这通常是所期望的,以便将次级第一部件定位成尽可能靠近前腰边114,从而在尿布被穿着时,有助于最小化或避免基础结
构的邻近前腰边114的部分的翻转。
[0100]
如图1a所示,初级第一部件140的最向内范围139位于距后腰边距离d3处。可能期望距离d3小于距离d4。这将有助于确保当尿布被扣紧和穿着时,纤维网材料151的区段的一部分设置在初级第一部件140下方,从而提供用于穿着者的皮肤的遮蔽和缓冲,以防止可能由初级第一部件140的下边引起的可能刺激。在其中看护者期望通过例如将初级第一部件140附连到前耳片(在基础结构的纵向边的侧向外侧而不是在前腰区/着陆区150上的更侧向向内的位置处)来将尿布尽可能松散地贴合在穿着者身上的情况下,这可能是特别期望的。
[0101]
为了避免基座构件130在尿布被扣紧时绕初级第一部件140定位的侧向张力线翻转或缠绕,次级第一部件143可以具有大于初级第一部件140的长度的纵向长度。然而,在其他情况下,可能期望次级第一部件143的长度小于初级第一部件140的长度,这可能有助于减少由于次级第一部件143边的局部压力集中而对穿着者的皮肤造成刺激或摩擦的机会。
[0102]
折叠构型
[0103]
回到图11至图17c,可能期望以折叠构型提供吸收制品,包括折叠前耳片。在某些实施方案中,折叠可以用于覆盖可以设置在基础结构、组合束带结构或其组合上的扣紧部件。作为非限制性示例,在将纤维网材料151的区段附接到基础结构之前或之后,前耳片155可沿纵向前耳片折叠线156侧向向后折叠,使得在将纤维网材料151的区段附接到基础结构之后,处于这种折叠构型的前耳片155的远侧端部157设置在纵向边116的侧向内侧。如图11至图12所示,例如,前耳片155可以沿纵向的前耳片折叠线156朝向向外的表面110折叠。然后可以沿另一折叠线212向内折叠组合束带结构550的一部分,如图13所示,从而产生z折叠构型,其中次级第一部件由如图16所示的耳片覆盖。在图17a和图17c所示的另一构型中,可以以e折叠构型朝向面向穿着者的表面109折叠前耳片155。在具有一组相对的前耳片的一些示例中,在如图17b和图17c所示的折叠构型中,次级第一部件143中的至少一个次级第一部件可被相对的耳片覆盖。
[0104]
折叠的前耳片构型可以提供若干优点。首先,当基础结构移动通过任何进一步的下游处理、折叠和/或包装时,其提供对前耳片155的控制,从而减少前耳片155在任何设备中被钩住而可能导致损坏的机会。第二,在包括次级第一系统的次级第一部件143的情况下,将耳片155折叠在一个或多个次级第一部件143上将屏蔽和保护次级扣紧部件在其使用之前不与尿布的其他部分发生不期望的接触和相互作用。例如,在次级第一部件143是补片钩连部材料的情况下,当例如整个尿布被折叠以便如下所述进行包装时,可能不期望使次级扣紧部件暴露,因为在这种折叠的尿布构型中次级扣紧部件可能不期望地被钩住和/或不期望地附接到尿布的其他部分。为了减少看护者对设计和/或工艺质量产生负面感觉的机会,可能期望每根折叠线156的位置与近侧纵向边116的距离不超过前耳片155宽度的10%。
[0105]
前耳片155可例如通过可释放地附接到次级第一部件143而以这种折叠耳片构型保持在适当位置。前耳片可以通过压力或摩擦保持。另选地或组合地,每个前耳片155可以通过将纤维网材料151的区段粘结到其自身的一个或多个可释放的粘性粘结部而被保持在这种折叠的耳片构型中。可释放的粘性粘结部可以是粘合性粘结部、热粘结部或任何其他合适的粘结机构,通过该合适的粘结机构来实现部件之间的附接,但是通过轻轻地侧向向
外牵拉前耳片可以实现其基本上非破坏性的分离。在一个非限制性示例中,可释放的粘性粘结部可以由设置在将要彼此附接的部件之间的易碎粘结剂形成,诸如美国专利8,454,571中描述的易碎粘结剂。这种易碎粘结剂在新沉积时可具有良好的粘合强度,但随着时间的推移会失去粘合强度,从而在制造期间提供良好的保持,但在消费者使用时提供容易的、非破坏性的分离。易碎粘结剂的一个示例为购自h.b.fuller,st.paul,minnesota的pho3005型短效热熔性粘合剂。在另一个非限制性示例中,易碎粘结剂可以是形成相对弱的粘结的材料(即,比通过典型的尿布构造粘合剂形成的弱),诸如但不限于蜡,例如石蜡、微晶蜡、合成蜡、蜂蜡和其他天然蜡。
[0106]
然而,不管用于将前耳片155保持在折叠耳片构型中的任何机构如何,都可能期望前耳片155可相对容易地从次级第一部件所附接的表面剥离以有利于展开而不撕裂或损坏耳片和/或所述表面。在非限制性示例中,次级第一部件可以通过约2n或更小,或约0.2n至约2n,或约1n至约1.5n的剥离力剥离,针对每个范围列出了其中每0.2n的增量。可观察到该剥离力极限,以在前耳片155展开以施加到穿着者期间降低看护者对尿布产品的困难和/或不满意的机会。可以通过本领域技术人员显而易见的技术来调节剥离力,例如,选择和确定用作次级第一部件143的钩连部材料的大小;选择待用作纤维网材料151的区段的纤维网材料;选择用于形成可释放粘性粘结部的粘合剂、可释放粘性粘结部的尺寸和/或图案等。
[0107]
通常期望将本文所考虑类型的尿布折叠成更紧凑的构型以有效包装和运输。因此,在第一步骤中,尿布的左侧边缘和右侧边缘210可以围绕左侧和右侧纵向尿布折叠线212侧向向内折叠,如图13中弯曲箭头所指示的,以使尿布达到图14中描绘的具有左纵向折叠边和右纵向折叠边213的第一中间折叠构型。参考图14和图15,在下一步骤中,尿布可在其自身上折叠,并且在长度方向上大致对半折叠,围绕侧向折叠线214形成面向穿着者的表面,以使其成为如图15所示的折叠尿布构型,该构型是适于有效堆叠多个尿布、包装和运输的整洁且紧凑的构型。虽然图13至图15示出了朝向面向外的表面折叠的耳片,但是应当理解,当耳片朝向面向穿着者的侧折叠时,侧边缘的折叠和侧向折叠可以是可适用的。作为非限制性示例,图17a至17c示出了折叠制品,其中耳片155与制品侧边缘210一起朝向面向穿着的表面109折叠。在此类示例中,耳片155在折叠侧边缘之前不朝向面向外的表面折叠。可以如图17a中那样折叠前耳片,使得次级第一部件均不被前腰区的区域覆盖。另选地,可以如图17b至图17c所示折叠前耳片,使得至少一个次级第一部件被相对的前耳片覆盖,并且可以与相对的前耳片接合(即,右次级第一部件被左前耳片覆盖,反之亦然)。当制品如图17c所示折叠时,后腰区的部分可以与次级第一部件重叠,并且可以与次级第一部件接合。
[0108]
在某些实施方案中,纤维网材料151的区段和前耳片155可具有合适的大小,并且前耳片折叠线156可相对于基础结构合适地定位,使得当尿布处于折叠尿布构型时,前耳片155的远侧端部157是可见的并且容易被看护者识别和抓握。再次参考图13(描绘具有面对观察者的面向穿着者的表面的尿布的示例),前耳片155朝向面向外的表面折叠,从而在所示视图中位于尿布的后面。在图14中,可以看出,前耳片的接片部分160和远侧端部157不围绕折叠边213折叠,而是在折叠边213的侧向外侧自由突出。在图14至图16中,可以看出,前耳片155的接片部分160侧向延伸远离处于中间折叠制品构型(图14)和最终折叠尿布构型(图15)两者中的折叠的尿布,并且因此在从包装件移除并部分展开时,容易被看护者看到和抓握。形成前耳片155的纤维网材料151的区段可具有合适的尺寸,并且纵向前耳片折叠
线156(参见图11)可相对于基础结构和纵向尿布折叠线212(参见图13)合适地定位,以提供这种侧向延伸的接片部分160。
[0109]
一次性吸收制品的部件可至少部分地由如美国专利公布2007/0219521a1、2011/0139658a1、2011/0139657a1、2011/0152812a1和2011/0139659a1中所述的生物源内容物构成。这些部件包括但不限于顶片、底片膜、底片非织造材料、侧面板、腿部衬圈系统、超吸收剂、采集层、芯包裹物材料、粘合剂、扣紧件系统和着陆区。在至少一个实施方案中,一次性吸收制品部件包括使用astm d6866-10方法b测量为约10%至约100%、或约25%至约75%、或约50%至约60%的生物基物质含量值。为了应用astm d6866-10的方法来测定任何一次性吸收制品部件的生物基物质含量,必须获得该一次性吸收制品部件的代表性样品以进行测试。在至少一个实施方案中,可使用已知的碾磨方法(例如,研磨机)将一次性吸收制品部件碾磨成小于约20目的微粒,并且从随机混合的颗粒中获取合适质量的代表性样品。
[0110]
形成组合束带结构的方法
[0111]
现在参考图18和图19,组合束带结构550可以由带有沿纵向的横向宽度和侧边501的纤维网材料500的条带制成。纤维网材料500可以是适合于用作或支撑初级扣紧系统的初级第二部件的任何纤维网材料,并且可以是适合于形成前耳片的材料。在一些示例中,纤维网材料500可以是非织造纤维网材料,其适于接收和可扣紧的捕捉包括有初级第一部件的钩连部,并且由此用作钩连部和环圈初级扣紧系统的“环”部件。在更具体的示例中,非织造纤维网材料的区段可以以热粘结部图案进行图案粘结,该热粘结部被构造成增强材料及其提供的环圈的强度和可靠性。在仍更具体的示例中,非织造纤网材料的区段可以如上文引用的出版物中的任一者中所描述。
[0112]
例如,如果待包含在尿布中的次级扣紧系统,则纤维网材料500的条带可以沿纵向md被输送到扣紧部件处理设备510,其被配置成接收扣紧部件或扣紧部件材料的供应,并且将扣紧部件511或扣紧部件材料附连到纤维网材料500的条带。扣紧部件可以与纤维网材料配准,使得可以实现前述定位中的任一者,包括例如将扣紧部件完全放置在最终制品上的距离d1与d2之间,在与前腰边114的距离完全小于与前腰边114的距离d4处,靠近纤维网材料的区段的外侧侧边152而不是纤维网材料的区段的内侧侧边153,和/或使得扣紧部件与前腿带线相切或沿该前腿带线。可以在纵向(即,将扣紧部件放置在特定的md距离处或参考特定md位置)、横向、参考切割线(下文论述)、折叠线或边缘、腿弹性带线(上文论述)或其任何组合来进行配准。可以通过任何合适的方法实现配准。在一些实施方案中,传感器用于识别材料上的配准特征部。传感器可以将配准特征部的存在传送到控制器以识别用于放置扣紧部件的适当位置或处理定时。配准特征部可以包括印刷图形、网路路径的方差、最佳标记和/或物理不连续部,诸如在基底和/或部件中形成的凹口、突起部、凹陷部或孔。一些配准过程公开于美国专利8,145,343;8,145,338;8,145,344;8,244,393;8,712,573;8,712,574;和9,429,929以及美国专利申请号2019-0060135中。
[0113]
如果纤维网材料500的条带的边缘将从纤维网材料的条带切掉,则纤维网材料500的条带可以沿纵向传送到被配置成切开边缘的侧边切割设备515。此类切割可以是期望的,例如,当需要赋予纤维网材料500的条带一致的横向宽度和整齐的侧边和/或向条带提供成形侧边516时,并且由此向组合束带结构550的前耳片部分提供成形的突片部分和远端时。
[0114]
如果组合束带结构如上描述中所建议的那样被设置有折叠的前耳片部分,则可以沿纵向将网材料500的条带传送到折叠设备520,该折叠设备被配置成沿纵向折叠线521在条带500上折叠侧边缘部分522。在切除单独的组合束带结构550之前,将侧边缘部分522折叠在条带500上在一些情况下可能比在单独的单独束带结构的前耳片部分上折叠更简单、高效且可靠。折叠侧边缘部分随后可以成为组合束带结构550的折叠前耳片部分。
[0115]
在第一步骤之后制造组合束带结构550的任何点处,纤维网材料的条带可以在辊上收集以有效存储和运输到下游制造步骤,此时可以将条带展开以便进一步制造步骤。例如,可以在应用扣紧部件511之后,或者在侧边切割之后,或者在如上所述沿纵向折叠线521折叠之后,或者在完成所有这些步骤之后,可以将纤维网材料的条收集在辊上。
[0116]
参考图19,经处理的网材料500的条带可以(如果收集在辊上,则展开并)沿纵向md传送到横向切割设备530,其被配置成沿横向切割线531切割单独的组合束带结构550。此步骤可以作为用于尿布的制造过程的一部分并入,其中在切割和分离成单独的束带结构550以应用于尿布的基础结构上之前,在辊上提供连续的组合束带结构。
[0117]
在待提供成形侧边的情况下,侧边切割设备515可以被配置成沿用于组合束带结构550的前耳片部分的突片和远侧端部部分期望的任何轮廓形状切割材料500。在一些情况下,可能期望提供如图5、图18和图19中所建议的一系列连接的凸形弯曲侧边轮廓,这将导致前耳片的凸形弯曲的突片和远侧端部部分。参考图20a和20b,在一些情况下,可能期望提供一系列侧边轮廓,其包括交替的凸起部分516a和凹面部分516b。这种交替的凸/凹侧边轮廓构型可以为制造商在横向切割线531的位置上提供一些工艺变化的空间,使得与切割线531的指定位置的微小纵向变化或偏差不太可能导致在旨在具有简单的圆形突片轮廓的前耳片的外侧端部/角落处产生尖锐的、横向突出的、在美学上不期望的材料条。(出于紧接前述描述的目的,术语“凸形”不限于圆形曲线,而且还包括轮廓中向外指向的(相对于纤维网材料的条带的纵向轴线)尖角,并且术语“凹形”不限于圆形曲线,而且还包括在轮廓中向内指向的(相对于纤维网材料的条带的纵向轴线)尖角。因此,具有交替/逆转逐步轮廓的侧边切口具有“凸形”和“凹形”部分。
[0118]
图21至图23描绘了可以在不同情况下期望的替代可能的折叠和切割布置。当制造商期望前耳片155如上所述从基础结构向下朝向尿布的侧向轴线延伸时,可能期望如图21或图22中所描绘的横向切割线531的图案。应当了解,切割线531提供束带结构的嵌套形状,以从纤维网材料500的条带连续切割,从而使材料浪费最小化。在一些示例中,切割线531可以是弯曲的而不是如图所示的笔直的或直分段的。
[0119]
图23描绘了一种可能的切割布置,其可以用于产生诸如图4中所描绘的具有前耳片的一对左束带结构和右束带结构。包括附加的纵向切割线532,以分离左部分和右部分。
[0120]
本文所公开的量纲和值不应理解为严格限于所引用的精确数值。相反,除非另外指明,否则每个此类量纲旨在表示所述值以及围绕该值功能上等同的范围。例如,公开为“40mm”的量纲旨在表示“约40mm”。
[0121]
除非明确排除或以其它方式限制,本文中引用的每一篇文献,包括任何交叉引用或相关专利或专利申请以及本技术对其要求优先权或其有益效果的任何专利申请或专利,均据此全文以引用方式并入本文。对任何文献的引用不是对其作为与本发明的任何所公开或本文受权利要求书保护的现有技术的认可,或不是对其自身或与任何一个或多个参考文
献的组合提出、建议或公开任何此类发明的认可。此外,当本发明中术语的任何含义或定义与以引用方式并入的文献中相同术语的任何含义或定义矛盾时,应当服从在本发明中赋予该术语的含义或定义。
[0122]
虽然已举例说明和描述了本发明的具体实施方案,但是对于本领域技术人员来说显而易见的是,在不脱离本发明的实质和范围的情况下可作出各种其他变化和修改。因此,本文旨在于所附权利要求中涵盖属于本发明范围内的所有此类变化和修改。
[0123]
测试方法
[0124]
滞后测试方法
[0125]
获取足以提供沿拉伸方向至少15mm的标距的主题材料样品,并且应当具有至少5mm的恒定宽度(在所述测试中垂直于拉伸方向)。
[0126]
滞后测试可用于各种指定应变值。“滞后测试”利用的是通过接口与计算机连接的商业张力检验器(例如,出自instron engineering corp.(canton,ma)、sintech-mts systems corporation(eden prairie,mn)或等同物)。所述计算机用来控制测试速度和其它测试参数,并且用于采集、计算和报告所述数据。这些测试是在23℃
±
2℃和50%
±
2%相对湿度的实验室条件下进行的。在测试之前,将样本调理24小时。
[0127]
测试方案
[0128]
1.选择适当的夹持件和负荷传感器。夹持件必须具有平坦表面,并且必须足够宽以沿其全宽度夹持样本。此外,夹持件还应当提供足够的力以确保样本在测试期间不会滑动。选择负荷传感器,使得被测样本的拉力应变介于所用负荷传感器的量程的25%和75%之间。
[0129]
2.根据制造商的说明校准所述测试仪。
[0130]
3.将夹持件之间的距离(标距)设定为15mm。
[0131]
4.将样本放置在夹持件的平坦表面中,使得均匀的宽度沿着垂直于标距方向的方向。将样本固定在上夹持件中,使样本松弛地悬挂,然后闭合下夹持件。将松弛预载荷设定为0.02n/cm。这意味着当用0.02n/cm的力移除所述松弛(以10mm/min的恒定夹头速度)时,开始进行数据收集。基于经调节的标距(l
ini
)来计算应变,所述经调节的标距为0.02n/cm的力下的张力检验器的夹持件之间的样本长度。将该经调节的标距当作初始样本长度,并且其对应于0%的应变。在该测试中,任何点的百分比应变被定义为长度的变化除以调节的标距乘以100。
[0132]
5(a)第一循环加载:以100mm/min的恒定夹头速度将样本牵拉至指定应变(在本文中为100%)。将夹持件之间的拉伸样本长度报告为l
max
。
[0133]
5(b)第一循环卸载:将样本保持在指定应变达30秒,然后以100mm/min的恒定夹头速度使夹头回到其起始位置(0%的应变或初始样本长度l
ini
)。将样本保持在零应变状态达1分钟。
[0134]
5(c)第二循环加载:以100mm/min的恒定夹头速度将样本牵拉至指定应变。
[0135]
5(d)第二循环卸载:接着,以100mm/min的恒定夹头速度使夹头回到其起始位置(即0%的应变)。
[0136]
在测试期间,计算机数据系统将对样本所施用的力记录为所施用应变的函数。从生成的所得数据,报告了以下量值(需注意载荷被报告为力除以样本宽度,并且不考虑样本
的厚度):
[0137]
i.在0.02n/cm的松弛预载下的夹持件之间的样本长度(l
ini
),精确至0.001mm。
[0138]
ii.在指定应变下的第一循环上的夹持件之间的样本长度(l
max
),精确至0.001mm。
[0139]
iii.在0.02n/cm的第二循环负荷力下的夹持件之间的样本长度(l
ext
),精确至0.001mm。
[0140]
iv.永久变形率,其被定义为(l
ext-l
ini
)/(l
max-l
ini
)*100%,精确至0.01%。
[0141]
对于六个独立样品重复所述测试,并且报告平均值和标准偏差。
[0142]
可根椐要测量的具体材料样本的预期属性和/或特性来适当地修改滞后测试。例如,在无法由本主题的尿布来获得具有上文指定长度和宽度的样本的情况下,可适当地修改该测试。
[0143]
刚度测试方法
[0144]
刚度测试测量样品的弯曲特性。
[0145]
通过测量制品沿纵向中心线从前腰边到后腰边的长度,以及将所述长度分成三个相等的区段来识别腰区。对于前腰区中的样品,从制品的前三分之一移除样本。对于后腰区中的样品,从制品的后三分之一移除样本。
[0146]
切割尺寸至少为30mm
×
50mm的矩形材料区段,不包括任何初级第一部件或次级第一部件。切割样本,使得在制品的纵向方向上存在50mm尺寸并且平行于纵向轴线。保持相对于产品的纵向方向,并且注意样本的面向衣服侧。如果样本不允许这些尺寸,则可以使用较小的样品。
[0147]
在测试之前,将样本在23℃
±
3℃和50%
±
2%的相对湿度下调理两个小时。
[0148]
样本的弯曲特性在使用负荷传感器的定速伸长张力检验器(合适的仪器为使用testworks 4.0软件的mts alliance,可购自mts systems corp.(eden prairie,mn))上测量,被测量的力在所述负荷传感器的极限值的10%至90%内。所有测试均在控制在23℃
±
3℃和50%
±
2%相对湿度的室中进行。
[0149]
张力检验器的底部固定夹具由抛光不锈钢制成的两根直径为3.175mm、长度为60mm的杆组成,每根杆安装在线性滚珠轴承中的其自身的叉上,以减少cof效应。将这两个杆水平安装,前后对齐并且彼此平行,其中杆的顶部半径呈竖直对齐。此外,夹具允许这两根杆在轨道上远离彼此水平移动,使得可在它们之间设置间隙,同时保持它们的取向。顶部活动夹具由抛光不锈钢制成的也具有直径为3.175mm、长度为60mm的第三杆组成,该第三杆安装在线性滚珠轴承中的叉上以减少cof效应。当处于适当位置时,顶部夹具的杆平行于底部夹具的杆并与底部夹具的杆前后对齐。两个夹具都包括一体式适配器,该适配器适于安装在张力检验器机架上的相应位置并且锁定到适当位置,使得杆与张力检验器横梁的运动正交。
[0150]
将下部夹具的杆之间的间隙设置为5mm
±
0.1mm(杆的中心至杆的中心),其中上杆居中位于下杆之间的中点处。将标距(顶部杆的底部至下杆的顶部)设置为3mm。
[0151]
使用数字厚度计(例如,ono sokki gs-503或等同仪器)测量每个试样的厚度,该数字厚度计配有直径25mm的基部以施加0.1psi的围压。将基部靠在样本上5秒钟后读取厚度(mm),记录精确至0.01mm。
[0152]
对用于压缩测试的张力检验器进行编程,以0.5mm/秒的速度向下移动夹头,直至
顶部杆接触样本的顶部表面,然后再继续移动8mm以在200hz下收集力(n)和位移mm数据,并使夹头恢复其原来的标距。将样本取向成使得面向衣服侧朝向上杆。加载样本,使得其横跨两个下杆,其侧向中心线在上杆下方居中,并且其纵向中心线与上杆长度的中心点对准。将夹头和负荷传感器归零。开始运行并收集数据。
[0153]
绘制力(n)与位移(mm)的图。从图中读取最大峰值力(n)并且记录精确至0.1n。将斜率报告为n/mm,精确到0.1n/mm。
[0154]
对于来自相同位置的3个样本,以类似方式重复测量。三个样本的算术平均斜率报告为样品的刚度,精确到0.1n/mm。
[0155]
可以使用以下等式确定两个样品之间的量值差异:
[0156]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
