1.本实用新型属于矿山固废处置中皮带机输送领域,具体涉及一种皮带机跑偏跟随均分导料器。
背景技术:
2.在矿山固废处置或深加工生产过程中,物料输送设备(如皮带机)是必不可少的,物料的转接也是必需的,转接处就离不开料斗,有时用到均分导料器,以往的均分导料器是固定式的,当上游皮带机跑偏时将会使下游分料不均,甚至会造成后续生产因一侧分料量过大而停产,严重影响生产线安全可靠生产。
3.鉴于现有的均分导料器存在的缺陷,本发明人基于从事此类产品设计制造多年丰富的实务经验及专业知识,并配合学理的运用,积极加以研究创新,以期创设一种皮带机跑偏跟随均分导料器,彻底改进现有的导料器相对于物料均分需求适应性的不足,使其更具有实用性。经过不断的研究、设计,并经反复试作及改进后,终于创设出确具实用价值的本实用新型。
技术实现要素:
4.为了克服现有技术中的不足,本实用新型提出一种皮带机跑偏跟随均分导料器。
5.本实用新型的目的是通过以下技术方案来实现的:一种皮带机跑偏跟随均分导料器,包括料斗壳体,所述料斗壳体的进料口与前序皮带机衔接,所述料斗壳体的两个出料口分别与后序左侧皮带机、后序右侧皮带机衔接;所述料斗壳体内部转动支承有导向隔板组件,所述导向隔板组件与电动执行机构连接;夹心隔板组件与所述导向隔板组件为滑动连接,夹心隔板组件的滑动轴与料斗壳体的进料口为滑动连接;所述前序皮带机的驱动滚筒下侧分别安装皮带机左跑偏检测装置、皮带机右跑偏检测装置;所述皮带机左跑偏检测装置、皮带机右跑偏检测装置分别与控制器的输入端连接;所述控制器的输出端与电动执行机构连接。
6.进一步的,所述料斗壳体为裤衩型外壳;
7.进一步的,所述导向隔板组件包括转轴和导向隔板挡板,所述转轴转动支承在料斗壳体内部并与电动执行机构的输出轴连接,所述导向隔板挡板的下端沿所述转轴的轴线方向与所述转轴固接;
8.进一步的,所述导向隔板挡板的下端沿所述转轴的轴线方向与转轴焊接;
9.进一步的,所述夹心隔板组件包括滑动轴和夹心隔板挡板,所述料斗壳体进料口处相对的两壳板上均设有滑槽,滑动轴与两个滑槽为滑动连接,所述夹心隔板挡板为平行设置的两块板组成的夹心结构,所述夹心隔板挡板的上端与所述滑动轴固接;所述导向隔板挡板插入所述夹心隔板挡板的两块板之间实现滑动连接;
10.进一步的,所述夹心隔板挡板的上端沿所述滑动轴的轴线方向与滑动轴焊接;
11.进一步的,所述控制器安装于所述均分导料器现场附近;
12.进一步的,所述电动执行机构安装于所述料斗壳体上。
13.与现有技术相比,本实用新型具有以下有益效果:
14.1、本实用新型实现了均分导料器均衡物料分配和后续均衡生产,可以降低设备故障率,提高生产水平。
15.2、本实用新型可在后续皮带机或设备其一故障的情况下实现半负荷生产方式,减小停产损失,从而相对提高生产效率。
16.上述说明仅是本实用新型技术方案的概述,为了能更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
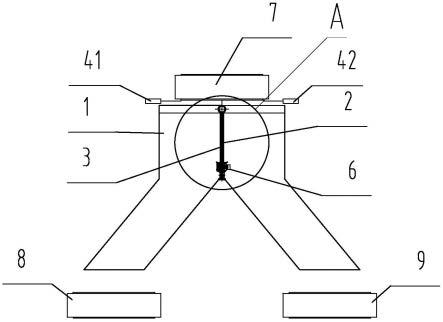
17.图1是本实施例一种皮带机跑偏跟随均分导料器的结构图;
18.图2是本实施例一种皮带机跑偏跟随均分导料器的夹心隔板组件和导向隔板组件及电动执行机构组合结构放大图;
19.图3是本实施例一种皮带机跑偏跟随均分导料器在上游前序皮带机左跑偏后的夹心隔板和导向隔板位置图;
20.图4是本实施例一种皮带机跑偏跟随均分导料器在下游后序左侧皮带机故障后的夹心隔板和导向隔板位置图;
21.图5是本实施例一种皮带机跑偏跟随均分导料器的控制系统结构图。
22.附图标记
23.1-料斗壳体,2-夹心隔板组件,3-导向隔板组件,41-皮带机左跑偏检测装置,42-皮带机右跑偏检测装置,5-控制器,6-电动执行机构,7-前序皮带机,8-后序左侧皮带机,9-后序右侧皮带机,21-滑动轴,22-夹心隔板挡板,31-转轴,32-导向隔板挡板。
具体实施方式
24.为更进一步阐述本实用新型为达成预定实用新型目的所采取的技术手段及功效,下面将结合较佳实施例及附图,对依据本实用新型提出的一种皮带机跑偏跟随均分导料器,其具体实施方式、结构、特征及其功效,详细说明如后。
25.请参阅图1-图3,一种皮带机跑偏跟随均分导料器,包括料斗壳体1,夹心隔板组件2,导向隔板组件3,皮带机左跑偏检测装置41,皮带机右跑偏检测装置42,控制器5,电动执行机构6。夹心隔板组件2包括滑动轴21和夹心隔板挡板22,导向隔板组件3包括转轴31和导向隔板挡板32。按照生产工艺还设置有前序皮带机7,后序左侧皮带机8,后序右侧皮带机9。
26.前序皮带机7向均分导料器入料,后序左侧皮带机8和后序右侧皮带机9接收均分导料器分配来的物料。
27.料斗壳体1为裤衩型钢板外壳,在前后壳板的顶部各设置一个滑槽。
28.夹心隔板组件2包括滑动轴21和夹心隔板挡板22,滑动轴21为圆钢棒,夹心隔板挡板22为两块平行钢板,夹心隔板挡板22的上端沿滑动轴21的轴线方向与滑动轴21焊接在一起,滑动轴21两端可在料斗壳体1的滑槽内移动。
29.导向隔板组件3包括转轴31和导向隔板挡板32,转轴31为圆钢棒,导向隔板挡板32
为一块钢板,导向隔板挡板32的下端沿转轴31的轴线方向与转轴31焊接在一起,转轴31一端连接电动执行机构6的输出轴,导向隔板挡板32插入到夹心隔板组件2的夹心内。
30.导向隔板组件3由电动执行机构6带动转动一个角度时,导向隔板组件3将带动夹心隔板组件2转动同样的角度且使滑动轴21在料斗壳体1的滑槽内移动相应的距离。
31.皮带机跑偏检测装置由皮带机左跑偏检测装置41和皮带机右跑偏检测装置42组成,均安装于前序皮带机7驱动滚筒下侧,皮带机左跑偏检测装置的探针与前序皮带左边沿接触并当皮带跑偏时发出和左跑偏量相对应的模拟量信号;皮带机右跑偏检测装置的探针与皮带右边沿接触并当皮带跑偏时发出和右跑偏量相对应的模拟量信号;皮带机左跑偏检测装置41和皮带机右跑偏检测装置42发出的与跑偏量相对应的模拟量信号为4-20ma信号。
32.控制器5安装于料斗附近,接收皮带机左跑偏检测装置41和皮带机右跑偏检测装置42发出的皮带跑偏信号并据此计算并控制电动执行机构的转角(现有技术,在此不再详述)。
33.电动执行机构6安装于料斗壳体1上,其输出轴与导向隔板组件3的转轴31连接并带动转轴31转动,电动执行机构根据控制器5发来的角度控制信号控制导向隔板挡板32的转角,使夹心隔板组件2的滑动轴21始终对准前序皮带的中心线。
34.本实用新型一种皮带机跑偏跟随均分导料器的工作原理如下:
35.在运行过程中,前序皮带机7皮带跑偏后将导致料斗对后序左侧皮带机8及后序右侧皮带机9的落料不均衡,进而影响后续正常生产,因此,当前序皮带机7皮带跑偏时,需要调整均分导料器夹心隔板挡板22的位置。假如前序皮带机7皮带向左跑偏,如图3所示,皮带机左跑偏检测装置41检测出前序皮带边沿向左移动的距离并向控制器5发送相应的模拟量信号(4-20ma),控制器5接收到该信号后计算出夹心隔板组件2的滑动轴21向左移动的距离并进而计算出导向隔板组件3向左转动的角度(现有技术,在此不再详述),控制器5将相应的导向隔板组件3向左转动的角度信号发送给电动执行机构6,电动执行机构6带动导向隔板组件3向左转动这一角度,从而实现夹心隔板组件2的接料位置始终处于前序皮带机7的皮带中心,最终达到物料均分平衡的目的。在前序皮带机7皮带向右跑偏时,原理以此类推。
36.另外在运行过程中,也可能出现料斗之后的后序左侧皮带机8或后序右侧皮带机9其一故障的情况,即均分导料器下游皮带机故障的情况,为了减小停产损失,采用半负荷生产方式。假如后序左侧皮带机8故障,如图4所示,此时,前序皮带机7半载运行,控制器5向电动执行机构6发送导向隔板组件3向左转动到极限角度的信号,夹心隔板组件2的滑动轴向左移动到极限位置,这样均分导料器左侧落料口被堵死而物料只能落入后序右侧皮带机9上;同理,当后序右侧皮带机9故障时,控制器5向电动执行机构6发送导向隔板组件3向右转动到极限角度的信号,夹心隔板组件2的滑动轴向右移动到极限位置,这样均分导料器右侧落料口被堵死而物料只能落入后序左侧皮带机8上;如此保证半负荷生产而避免全线停产,从而相对提高生产效率。
37.本实用新型还可以采用以下实施方式:夹心隔板组件包括滑动轴和夹心隔板挡板,夹心隔板挡板为一块板;而导向隔板组件包括转轴和导向隔板挡板,导向隔板挡板为两块平行板,所述夹心隔板挡板插入到导向隔板挡板的两块板之间,其余结构与上述实施方式中的结构相同。
38.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型做任何形式上
的限制,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
