1.本实用新型涉及分拣装置技术领域,尤其涉及一种葡萄分拣包装线。
背景技术:
2.葡萄在出售前需要进行分拣,在分拣结束后进行包装,每一个包装盒包装结束后由人工将包装盒逐一搬运至集中堆放点,以便后续运输。
3.采用人工逐一完成包装盒的搬运,劳动强度大,操作效率低。
技术实现要素:
4.本实用新型的目的在于提供一种葡萄分拣包装线,其能够在对葡萄完成包装后快速完成葡萄包装盒的集中搬运。
5.如上构思,本实用新型所采用的技术方案是:
6.一种葡萄分拣包装线,包括:
7.传送系统,包括传送架,所述传送架呈跑道型分布,包括首尾依次连接的第一直线段、第一弧段、第二直线段和第二弧段,所述传送架上设置有传送带,所述传送带能够传输包装盒;
8.第一修剪台组,设于所述第一直线段远离所述第二直线段的一侧,包括多个沿所述第一直线段的延伸方向间隔设置的第一修剪台,每一所述第一修剪台上配备有一个第一称重称;
9.第二修剪台组,设于所述第二直线段远离所述第一直线段的一侧,包括多个沿所述第二直线段的延伸方向间隔设置的第二修剪台,每一所述第二修剪台上配备有一个第二称重称;
10.输送支线组,包括输送支线和贴标称重线,所述输送支线与所述第二直线段连接,装载有葡萄的所述包装盒能够依次被输送至所述输送支线和所述贴标称重线上,所述贴标称重线的线速度大于所述输送支线的线速度。
11.可选地,所述输送支线呈90
°
弧形。
12.可选地,所述第二直线段上设置有切换挡片,所述切换挡片能够在第一状态和第二状态之间切换,所述切换挡片位于所述第一状态时,能够阻挡所述第二直线段上的所述包装盒继续前进,所述切换挡片位于所述第二状态时,所述第二直线段上的所述包装盒能够在所述传送带上流转。
13.可选地,所述贴标称重线的输出端连接有末端输送线,所述末端输送线包括合格品线和不合格品线,所述贴标称重线上的所述包装盒能够被输送至所述合格品线上,所述合格品线还设置有拨档机构,所述拨档机构能够将不合格的所述包装盒拨送至所述不合格品线上。
14.可选地,所述贴标称重线上设置有传感器,所述传感器能够检测所述贴标称重线上的所述包装盒的数量是否为满载状态。
15.可选地,所述输送支线和所述贴标称重线之间设置有在线称重机。
16.可选地,所述葡萄分拣包装线还包括照明组件,所述照明组件设于所述第一直线段和所述第二直线段之间,包括若干个沿所述第一直线段的延伸方向间隔设置的防爆日光灯。
17.可选地,所述防爆日光灯包括竖直设置的灯杆,所述灯杆的上端设置有两个照明管,两个所述照明管分别朝向所述第一直线段和所述第二直线段延伸。
18.可选地,每一所述第一修剪台与所述第一直线段之间均设置有一个输送贴标台,所述输送贴标台包括输送架,所述输送架上设置有输送带,所述输送带能够将所述包装盒输送至所述传送带上。
19.可选地,在所述输送架上于所述输送带的相对两侧,分别设置有一个贴边导向板。
20.本实用新型提出的葡萄分拣包装线在使用时,第一修剪台上配备两名修剪操作人员,修剪操作人员在第一修剪台上完成葡萄的修剪和称重后,将葡萄装入空的包装盒内并完成封装,封装结束后将包装盒放置于传送带上;第二修剪台上配备两名修剪操作人员,修剪操作人员在第二修剪台上完成葡萄的修剪和称重后,将葡萄装入空的包装盒内并完成封装,封装结束后将包装盒放置于传送带上,再经由传送带输送至输送支线和贴标称重线上,完成包装盒的流转搬运。同时由于贴标称重线的线速度大于输送支线的线速度,在输送支线组加快包装盒的流转,多个包装盒能够快速集中在贴标称重线上,提高流转效率,方便完成多个包装盒的集中搬运。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对本实用新型实施例描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据本实用新型实施例的内容和这些附图获得其他的附图。
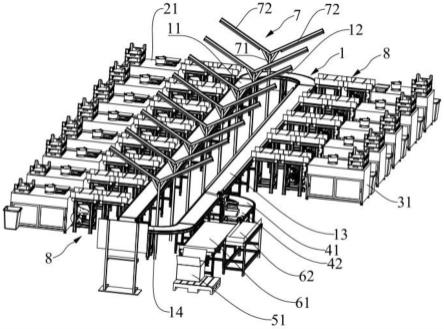
22.图1是本实用新型实施例提供的葡萄分拣包装线的结构示意图;
23.图2是本实用新型实施例提供的第二修剪台的结构示意图。
24.图中:
25.1、传送带;11、第一直线段;12、第一弧段;13、第二直线段;14、第二弧段;
26.21、第一修剪台;
27.31、第二修剪台;
28.41、输送支线;42、贴标称重线;
29.51、包装盒;
30.61、合格品线;62、不合格品线;
31.7、防爆日光灯;71、灯杆;72、照明管;
32.8、输送贴标台;81、输送贴标机;82、导向通道;83、贴边导向板。
具体实施方式
33.为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。可以理解的是,
此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部。
34.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置。
35.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
36.参见图1和图2,本实施例提供一种葡萄分拣包装线,其能够提高葡萄分拣和包装的效率。
37.具体地,本实施例中,葡萄分拣包装线包括传送系统、第一修剪台组、第二修剪台组和输送支线组。
38.其中,传送系统包括传送架,传送架呈跑道型分布,包括首尾依次连接的第一直线段11、第一弧段12、第二直线段13和第二弧段14,传送架上设置有传送带1,传送带1能够传输包装盒51。
39.第一修剪台组设于第一直线段11远离第二直线段13的一侧,包括多个沿第一直线段11的延伸方向间隔设置的第一修剪台21,每一第一修剪台21上配备有一个第一称重称。第一称重称能够方便第一修剪台21处的员工对葡萄进行称重。
40.第二修剪台组设于第二直线段13远离第一直线段11的一侧,包括多个沿第二直线段13的延伸方向间隔设置的第二修剪台31,每一第二修剪台31上配备有一个第二称重称。第二称重称能够方便第二修剪台31处的员工对葡萄进行称重。
41.输送支线组包括输送支线41和贴标称重线42,输送支线41与第二直线段13连接,装载有葡萄的包装盒51能够依次被输送至输送支线41和贴标称重线42上,贴标称重线42的线速度大于输送支线41的线速度。
42.本实施例提供的葡萄分拣包装线在使用时,第一修剪台21上配备两名修剪操作人员,修剪操作人员在第一修剪台21上完成葡萄的修剪和称重后,将葡萄装入空的包装盒51内并完成封装,封装结束后将包装盒51放置于传送带1上;第二修剪台31上配备两名修剪操作人员,修剪操作人员在第二修剪台31上完成葡萄的修剪和称重后,将葡萄装入空的包装盒51内并完成封装,封装结束后将包装盒51放置于传送带1上,再经由传送带1输送至输送支线41和贴标称重线42上,完成包装盒51的流转搬运。同时由于贴标称重线42的线速度大于输送支线41的线速度,在输送支线组加快包装盒51的流转,多个包装盒51能够快速集中在贴标称重线42上,提高流转效率,方便完成包装盒51的集中搬运。
43.可选地,可在贴标称重线42的输出端设置推车,当贴标称重线42上的包装盒51快要达到满载状态时,将贴标称重线42上的包装盒51搬运至推车上,通过推车一次性完成多
个包装盒51的集中运转。
44.具体地,本实施例中,传送带1为食品级白色pu皮带。
45.可选地,本实施例中,第一修剪台组包括八个第一修剪台21,每一第一修剪台21配备两名员工,且每一第一修剪台21配备一个台秤,方便修剪完葡萄后对葡萄进行称重。第二修剪台组包括五个第二修剪台31,每一第二修剪台31配备两名员工,且每一第二修剪台31配备一个台秤,方便修剪完葡萄后对葡萄进行称重。
46.具体地,传送带1的线速度可调,可选地,传送带1的线速度为5m-15m/min。具体地,输送支线41的线速度与传送带1的线速度相同。贴标称重线42的线速度可调;可选地,贴标称重线42的线速度为15m-45m/min,只要保证贴标称重线42的线速度大于输送支线41的线速度即可。
47.进一步地,本实施例中,输送支线41呈90
°
弧形。
48.进一步地,第二直线段13上设置有切换挡片,切换挡片能够在第一状态和第二状态之间切换,切换挡片位于第一状态时,能够阻挡第二直线段13上的包装盒51继续前进,切换挡片位于第二状态时,第二直线段13上的包装盒51能够在传送带1上流转。
49.可选地,第二直线段13的相对两侧设置有挡板,挡板靠近输送支线41的一端铰接有切换挡片。第一状态时,切换挡片水平横置以阻挡在第二直线段13上的传送带1上的包装盒51的继续前送。可选地输送支线41上设置运转机械手将包装盒51抓取至输送支线41上。第二状态时,切换挡片转动至竖直状态以使得第二直线段13上的传送带1上的包装盒51得以继续前送,从而在传送带1上流转。
50.进一步地,贴标称重线42上设置有传感器,传感器能够检测贴标称重线42上的包装盒51的数量是否为满载状态。当传感器检测到贴标称重线42上的包装盒51的数量为满载状态时,操作切换挡片转动至竖直状态,使得包装盒51在传送带1上循环流转,避免传送带1上的包装盒51流转至贴标称重线42上。
51.进一步地,贴标称重线42的输出端连接有末端输送线,末端输送线包括合格品线61和不合格品线62,贴标称重线42上的包装盒51能够被输送至合格品线61上,合格品线61还设置有拨档机构,拨档机构能够将不合格的包装盒51拨送至不合格品线62上。
52.进一步地,输送支线41和贴标称重线42之间设置有在线称重机,以对包装盒51进行再次称重,进一步判断包装盒51内的葡萄重量是否合格。可选地,不合格的包装盒51被输送至合格品线61后,拨档机构将不合格的包装盒51拨送至不合格品线62上。由人工定期清理不合格品线62上的不合格品。
53.由于贴标称重线42的线速度大于输送支线41的线速度,从而能够将贴标称重线42上的相邻的包装盒51分隔开,拉开产品间隙,方便在线称重机的称重。也方便在贴标称重线42上完成对包装盒51的贴标。
54.进一步地,贴标称重线42上设置有终端打标机,完成对合格的包装盒51的贴标。可选地,所贴标签的大小为60mm
×
80mm;可选地,最大打标速度为20pcs/min。
55.可选地,拨档机构可以为气缸,气缸推杆伸出能够将不合格的包装盒51拨送至不合格品线62上。
56.优选地,葡萄分拣包装线还包括照明组件,照明组件设于第一直线段11和第二直线段13之间,包括若干个沿第一直线段11的延伸方向间隔设置的防爆日光灯7。具体地,防
爆日光灯7包括竖直设置的灯杆71,灯杆71的上端设置有两个照明管72,两个照明管72分别朝向第一直线段11和第二直线段13延伸,实现对传送带1的全方位照明。
57.进一步地,每一第一修剪台21与第一直线段11之间均设置有一个输送贴标台8,输送贴标台8包括输送架和设于输送架上的输送贴标机81,输送架上设置有输送带,当包装盒51完成葡萄装箱操作后,由员工将包装盒51搬运至输送带上,输送带将包装盒51输送至传送带1的第一直线段11对应的传送带1上,避免人工输送而影响效率。
58.具体地,输送贴标机81设于输送架的下方,以对包装盒51的底部进行贴标。
59.进一步地,在输送架上于输送带的两侧,分别设置有一个贴边导向板83对包装盒51的输送进行导向。优选地,贴边导向板83的内侧壁设置有计数传感器,以检测工位产量。两个贴边导向板83相对设置形成导向通道82。
60.可选地,两个贴边导向板83之间的距离可调,以对不同尺寸的产品的运输进行导向。
61.可选地,输送贴标机81的贴标大小为60mm
×
80mm,贴标最大速度为25pcs/min。
62.进一步地,每一第二修剪台31与第二直线段13之间也均设置有一个输送贴标台8。
63.以上实施方式只是阐述了本实用新型的基本原理和特性,本实用新型不受上述实施方式限制,在不脱离本实用新型精神和范围的前提下,本实用新型还有各种变化和改变,这些变化和改变都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。