1.本实用新型属于线束技术领域,尤其涉及一种应用于传感器的线束组件及其制造设备。
背景技术:
2.车辆上的传感器需要线束传递电信号。为了在车体上布线,往往需要在线束上设置橡胶套,以便于将线束安装在车体结构件上。现行的橡胶套注塑成型,需要把电线放入模仁并固定两头,合模后分型面密封,注塑成型后,橡胶套即注塑到传感器的线束上。
3.注塑时,由于受到上下模腔的分型面光洁度、磨损、变形,或者注塑的压力过大等不良因素影响,注塑材料会沿着分型面溢出,使得橡胶套表面分型线处形成毛刺(如附图1所示)。这些毛刺会影响客户安装,需要额外的工序去除,造成成本上升,并且有些部位的毛刺也较难去除。
技术实现要素:
4.本实用新型为了克服现有技术中的不足,提供一种线束组件及其制造设备,克服了毛刺对线束组件安装时的影响。
5.为实现上述目的,本实用新型提出一种线束组件,包括线束和橡胶套,所述橡胶套设置在所述线束上,所述橡胶套表面的注塑分型线处至少形成一段凹槽,该段凹槽处的所述注塑分型线位于所述凹槽底部。
6.优选地,所述凹槽底部呈弧形。
7.优选地,所述凹槽底部形状呈圆弧形或抛物线弧形。
8.优选地,所述凹槽的侧壁与所述橡胶套表面连接处呈弧形过渡。
9.优选地,所述橡胶套套设在所述线束上或采用注塑一体形成在所述线束上。
10.为实现上述目的,本实用新型还提供一种用于制造上述线束组件的制造设备,包括注塑模具,该注塑模具包括上模、下模及上模和下模之间形成的模腔,在所述上模和下模的分型面上靠近所述模腔的一端,所述上模和下模分别形成有朝向模腔内凸出的凸缘部。
11.优选地,合模状态下,所述上模的凸缘部和下模的凸缘部紧密贴合,并共同形成朝向模腔内凸出的凸缘。
12.优选地,所述凸缘的横截面形状呈弧形。
13.优选地,所述上模和下模的分型面上形成有拓展槽,所述拓展槽的一端沿着分型面与模腔连通。
14.优选地,所述拓展槽的另一端与模具顶出机构的通道连通。
15.与现有技术相比,本实用新型提供的一种线束组件及其制造设备,克服了现有技术的不足。本实用新型线束组件的橡胶套上采用凹槽的结构设计,橡胶套脱模后产生毛刺位于凹槽底面上,低于橡胶套整体的外圆面,不会影响客户装配。此外,本实用新型制造设备中的注塑模具上,在分型面上设置拓展槽和凸缘。合模注塑时,模腔内一部分过多的材料
会溢出到拓展槽内,形成拓展毛刺,凸缘的存在使得橡胶套上形成凹槽。受益于拓展毛刺和橡胶套凹槽结构的设计,拓展毛刺截面最小区域在橡胶套的凹槽根部,也是受外力最易断裂的位置。开模后取出橡胶套,扯下拓展毛刺时就可以从凹槽根部去除,进一步达到去除橡胶套分型线处毛刺的目的。
附图说明
16.图1是现有橡胶套注塑成型后的毛刺示意图;
17.图2是本实用新型较佳实施例的线束组件示意图;
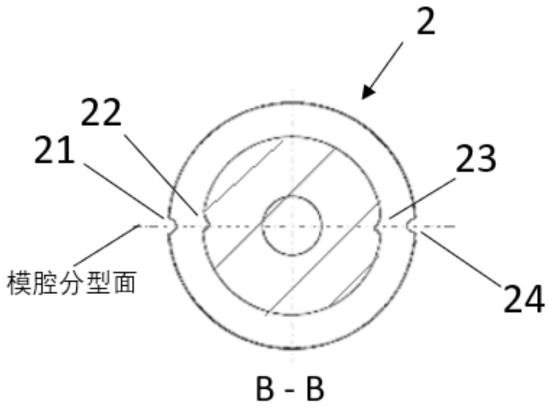
18.图3是图2中b-b截面剖视图;
19.图4是本实用新型较佳实施例的模具局部俯视图;
20.图5是图4中模具a-a截面局部剖视图;
21.图6是图5中c部局部放大图。
具体实施方式
22.以下结合附图和较佳实施方式对本实用新型方案作进一步说明。
23.在下面的描述中,阐述了许多具体细节以便使所属技术领域的技术人员更全面地了解本实用新型。但是,对于所属技术领域内的技术人员明显的是,本实用新型的实现可不具有这些具体细节中的一些。此外,应当理解的是,本实用新型并不限于所介绍的特定实施例。相反,可以考虑用下面的特征和要素的任意组合来实施本实用新型,而无论它们是否涉及不同的实施例。因此,下面的方面、特征、实施例和优点仅作说明之用而不应被看作是权利要求的要素或限定,除非在权利要求中明确提出。此外,本文件中如出现表示方向的词汇,如上下左右、上侧、下侧等,仅是为了表述方便而根据当前附图中部件相对位置进行表述,不应理解为对保护范围的限制。
24.图2是本实用新型较佳实施例的线束组件示意图;图3是图2中b-b截面剖视图。
25.如图2和图3所示,本实施例提供一种线束组件,包括线束1和橡胶套2。该橡胶套2设置在线束1上,例如,橡胶套2可以套设在线束1上或采用注塑一体形成在线束1上。
26.如图3所示,橡胶套2的表面的注塑分型线处(图中橡胶套表面与模腔分型面相交处)至少形成一段凹槽,图3中橡胶套2上左右对称共形成四段凹槽21、22、23、24,这些凹槽21、22、23、24处的注塑分型线位于这些凹槽的底部,即,图3中模腔分型面正好横穿这些凹槽21、22、23、24的底部。
27.进一步地,这些凹槽21、22、23、24的底部呈弧形,优选圆弧形或抛物线弧形等。这些凹槽21、22、23、24的侧壁与橡胶套2的表面连接处呈平滑过渡的弧形。由于这些凹槽的设置,使得橡胶套2注塑成型后,位于注塑分型线处的毛刺能够完全容纳在这些凹槽中,不会凸出橡胶套2的表面,使得橡胶套安装到车体上时,更加容易,不会造成安装障碍。
28.图4是本实用新型较佳实施例的模具局部俯视图;图5是图4中模具a-a截面局部剖视图;图6是图5中c部局部放大图。
29.如图4、图5和图6所示,本实用新型还提供一种用于制造上述线束组件的制造设备。该制造设备包括注塑模具3,该注塑模具3包括上模4、下模5及上模4和下模5之间形成的模腔6。参见图6,在上模4和下模5的分型面上靠近模腔6的一端,上模4和下模5分别形成有
朝向模腔6内凸出的凸缘部41、51。合模后,上模4的凸缘部41和下模5的凸缘部51紧密贴合,共同形成朝向模腔内凸出的凸缘7。凸缘7的横截面形状呈平滑过渡的弧形,优选圆弧形或抛物线弧形等。
30.进一步地,上模4和下模5的分型面上形成有拓展槽8,拓展槽8的一端沿着分型面与模腔6连通。拓展槽8的另一端与模具顶出机构9的通道连通。
31.本实用新型的注塑模具上开设拓展槽,合模注塑时,模腔内一部分过多的材料会溢出到拓展槽内,形成拓展毛刺,受益于拓展毛刺和橡胶套凹槽结构的设计,拓展毛刺截面最小区域在橡胶套的凹槽根部,也是受外力最易断裂的位置。开模后取出橡胶套,扯下拓展毛刺时就可以从凹槽根部去除,达到去除橡胶套分型线处毛刺的目的。采用凹槽的结构设计后,即使橡胶套脱模后产生毛刺,由于毛刺在凹槽底面上,低于橡胶套整体的外圆面,不会影响客户装配。
32.虽然本实用新型已以较佳实施例披露如上,但本实用新型并非限定于此。任何本领域技术人员,在不脱离本实用新型的精神和范围内所作的各种更动与修改,均应纳入本实用新型的保护范围内,因此本实用新型的保护范围应当以权利要求所限定的范围为准。
技术特征:
1.一种线束组件,包括线束和橡胶套,所述橡胶套设置在所述线束上,其特征在于,所述橡胶套表面的注塑分型线处至少形成一段凹槽,该段凹槽处的所述注塑分型线位于所述凹槽底部。2.如权利要求1所述的一种线束组件,其特征在于,所述凹槽底部呈弧形。3.如权利要求2所述的一种线束组件,其特征在于,所述凹槽底部呈圆弧形或抛物线弧形。4.如权利要求2或3所述的一种线束组件,其特征在于,所述凹槽的侧壁与所述橡胶套表面连接处呈弧形过渡。5.如权利要求1-3中任一项所述的一种线束组件,其特征在于,所述橡胶套套设在所述线束上或采用注塑一体形成在所述线束上。6.一种用于制造上述权利要求1-5中任一项所述的一种线束组件的制造设备,包括注塑模具,该注塑模具包括上模、下模及上模和下模之间形成的模腔,其特征在于,在所述上模和下模的分型面上靠近所述模腔的一端,所述上模和下模分别形成有朝向模腔内凸出的凸缘部。7.如权利要求6所述的制造设备,其特征在于,合模状态下,所述上模的凸缘部和下模的凸缘部紧密贴合,并共同形成朝向模腔内凸出的凸缘。8.如权利要求7所述的制造设备,其特征在于,所述凸缘的横截面形状呈弧形。9.如权利要求6所述的制造设备,其特征在于,所述上模和下模的分型面上形成有拓展槽,所述拓展槽的一端沿着分型面与模腔连通。10.如权利要求9所述的制造设备,其特征在于,所述拓展槽的另一端与模具顶出机构的通道连通。
技术总结
本实用新型提供一种线束组件及其制造设备。其中,该线束组件包括线束和橡胶套,所述橡胶套设置在所述线束上。所述橡胶套表面的注塑分型线处至少形成一段凹槽,该段凹槽处的所述注塑分型线位于所述凹槽底部。该制造设备包括注塑模具。该注塑模具包括上模、下模及上模和下模之间形成的模腔。在所述上模和下模的分型面上靠近所述模腔的一端,所述上模和下模分别形成有朝向模腔内凸出的凸缘部。本实用新型提供的线束组件及其制造设备,有效地克服了现有技术中的不足,利于去除多余毛刺,并将毛刺对安装工艺的影响降到最低。安装工艺的影响降到最低。安装工艺的影响降到最低。
技术研发人员:王启雷 张义洲 张军
受保护的技术使用者:大陆汽车电子(连云港)有限公司
技术研发日:2021.12.29
技术公布日:2022/7/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
