1.本发明涉及眼镜片技术领域,尤其涉及一种对环多焦点单环内具有波浪型结构的薄膜贴片以及制备方法。
背景技术:
2.由于用眼时间过长或近距离用眼过度,使眼睛睫状体负担过重,长时间处于紧张状态,久而久之,眼睛的肌肉呈痉挛状态,导致事物成像在视网膜前方而形成近视。近视后,需佩戴近视镜片对屈光度不正进行矫正。佩戴常规近视镜片后虽可使眼睛观看事物清晰,但长时间后眼睛的近度数仍会加深。眼睛度数加深后,眼睛屈光度与所佩戴的眼镜片屈光度出现偏差,需更换眼镜片,对眼睛屈光度进行矫正。为抑制屈光度的不正发展,出现了功能型镜片,该类镜片在常规眼镜片上制备提供多个焦距区域微结构,提供与主体镜片不同的屈光度,用于抑制屈光度的不正发展。市面上出现的该类镜片多数是在眼镜片上直接制备微结构。当佩戴者需更换眼镜片时,原有镜片就会报废,这样不仅会造成资源浪费,而且会提高制备成本和消费成本。为此出现了具有微结构的薄膜贴片,该类贴片可直接粘贴在佩戴者的原有眼镜片上,以节约资源和经济成本。
技术实现要素:
3.发明目的:本发明的目的是提供一种多焦距、可矫正眼镜片屈光度不正、抑制眼睛屈光度发展不正的薄膜贴片。
4.技术方案:本发明包括以下步骤:步骤1:根据实际设计参数,制备出具有卡扣装置和预留有缺口的结构面和曲面模具步骤2:将结构面与曲面模具相组合,得到留有缺口的薄膜贴片模具;步骤3:在步骤2所述的模具内注满树脂,封住缺口;步骤4:待模具内树脂固化后,分离出曲面模具,得到固化在结构面模具内的薄膜贴片;步骤5:在步骤4得到的薄膜贴片上喷洒胶水,制备胶黏层,并在胶黏层上覆盖保护膜;步骤6:将薄膜贴片脱模,得到多环多焦点单环内具有波浪结构的薄膜贴片;步骤7:将需要矫正的眼镜片的中心点与波面膜贴片的中心点对齐,按照眼睛片轮廓剪去多余贴片,撕下保护膜层,使薄膜贴片粘贴到眼镜片上。
5.所述贴片第一面为结构面,第二面为胶黏面;所述第一面包括普通矫正可视区和波浪形结构区,普通矫正可视区包围波浪形结构区;所述波浪形结构区包含多个同心圆环,所述圆环均采用波浪形结构。
6.所述薄膜贴片的普通矫正可视区的屈光度为-1.5~1.5d,波浪形结构矫正可视区
的屈光度为-3~3d。
7.所述波浪形结构区内相邻圆环之间的屈光度偏差为-1~1d。
8.所述薄膜贴片的总厚度为1~3mm,形状为圆形,半径为25~50mm,第一面距第二面的厚度为0.5~1.5mm,第二面的曲率半径为所贴镜片曲率半径的1~2倍。
9.所述波浪形结构内,同心圆环的数量为5~30,相邻圆环之间的间隔宽度相等,间隔宽度为1~3mm,同心圆环中最小圆环的半径为1~5mm。
10.所述波浪形结构区内具有2~5个不同的峰值高度,相邻圆环之间的峰值高度连续变化,所述波浪形结构区内的最小峰值高度为0.05~0.3mm,最大峰值高度为0.5~1mm;相邻圆环之间的峰值高度偏差为0.05~0.2mm。
11.所述波浪形结构区的峰值高度,从最内环开始,有最小增至最大,再降至最小,依次循环。
12.所述步骤1的缺口形状为正方形,边长为1~2mm。
13.所述步骤1制备模具的方法包括但不局限于激光快速成型技术、热压缩技术、无模多点成形技术、树脂模具冲压技术。
14.有益效果:本发明的贴片具有多个焦点区域,可使常规眼镜片具有多个不同焦距,不同圆环中不同的峰值高度可使眼睛片具有多个屈光度,以增强人眼的适应性,抑制屈光度的不正常发展。当佩戴者屈光度与所带眼镜片屈光度不一致时,本发明贴片在矫正眼镜片屈光度之余,亦可优化整体镜片的像差,使佩戴者的视野更加清晰,同时节约佩戴者更换眼镜片的经济成本和企业的生产制作成本。
附图说明
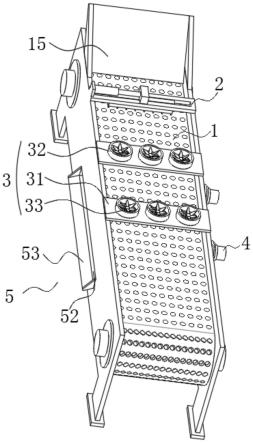
15.图1 具有波浪形结构薄膜贴片制备流程图。
16.图2 等间隔同心圆环结构示意图。
具体实施方式
17.下面结合附图对本发明做进一步说明。
18.如图1所示,本发明包括薄膜贴片主体15,薄膜贴片的总厚度为1~3mm,薄膜贴片的形状为圆形,半径为25~50mm;贴片第一面为结构面,结构面包括普通矫正可视区17和波浪形结构区16,普通矫正可视区17屈光度范围为-1.5~1.5d,波浪形结构区16屈光度范围为-3~3d。所述普通矫正可视区17包围波浪形结构区16;浪形结构区16由多个同心圆环21组成,每个圆环均采用波浪形结构;相邻圆环波浪形结构之间的屈光度偏差为-1~1d,同心圆环中最小圆的半径为1~5mm;相邻圆环间隔相等,间隔宽度为1mm~3mm,同心圆环的数量为5~30;不同圆环的峰值高度不同,所述波浪形结构区16内具有2~5个不同的峰值高度,最小峰值高度为0.05~0.3mm,最大峰值高度为0.5~1mm,相邻圆环的峰值高度偏差为0.05~0.2mm;同心圆环21中,波浪形结构的峰值高度从最内环开始,由最小增到最大,在降至最小,依次循环。
19.第二面为胶黏面,第一面距第二面的厚度为0.5~1.5mm,薄膜贴片第二面的曲率半径为所贴镜片的1~2倍;所述薄膜贴片的制备方法如下:步骤1:根据实际设计参数,制备出具有卡扣装置18和预留缺口的结构面模具11和
曲面模具12;步骤2:将结构面与曲面模具相组合,得到留有缺口14的薄膜贴片模具13;步骤3:在步骤2所述的模具内注满树脂,封住缺口14;步骤4:待模具内树脂固化后,分离出曲面模具12,得到固化在结构面模具11内的薄膜贴片;步骤5:在步骤4得到的薄膜贴片上喷洒胶水,制备胶黏层,并在胶黏层上覆盖保护膜步骤6:将贴片脱模,得到多环多焦点单环内具有波浪结构的薄膜贴片15。
20.步骤7:将需要矫正的眼镜片的中心点与波面膜贴片15的中心点对齐,按照眼睛片轮廓剪去多余贴片,撕下保护膜层,使薄膜贴片15粘贴到眼镜片上。
21.上述步骤中制备模具的方法包括但不局限于激光快速成型技术、热压缩技术、无模多点成形技术、树脂模具冲压技术。
22.本发明的贴片具有多个焦点区域,可使常规眼镜片具有多个不同焦距,不同圆环中不同的峰值高度可使眼睛片具有多个屈光度,以增强人眼的适应性,抑制屈光度的不正常发展。当佩戴者屈光度与所带眼镜片屈光度不一致时,本发明贴片在矫正眼镜片屈光度之余,亦可优化整体镜片的像差,使佩戴者的视野更加清晰,同时节约佩戴者更换眼镜片的经济成本和企业的生产制作成本。
实施例
23.本实施例利用树脂模具冲压技术制备模具,具体步骤为:步骤1:根据实际设计参数,利用树脂模具冲压技术制备出具有卡扣装置18和预留缺口的结构面模具11和曲面模具12;步骤2:将结构面与曲面模具相组合,得到留有缺口14的薄膜贴片模具13;步骤3:在步骤2所述的模具内注满树脂,封住缺口14;步骤4:待模具内树脂固化后,分离出曲面模具12,得到固化在结构面模具11内的薄膜贴片;步骤5:在步骤4得到的薄膜贴片上喷洒胶水,制备胶黏层,并在胶黏层上覆盖保护膜;步骤6:将贴片脱模,得到多环多焦点单环内具有波浪结构的薄膜贴片15;步骤7:将需要矫正的眼镜片的中心点与波面膜贴片15的中心点对齐,按照眼睛片轮廓剪去多余贴片,撕下保护膜层,使薄膜贴片15粘贴到眼镜片上。
24.在本实施例中,薄膜贴片15的总厚度为1.5mm,半径为25mm;如图2所示,同心圆环21的数量为6,最小圆环的半径为3mm,相邻圆环之间的间隔为3mm;相邻圆环之间波浪形结构的屈光度偏差为0.5d,波浪形结构区16的屈光度为3d;波浪形结构区16内共有3个峰值高度,峰值高度由最内环开始由最小增加至最大,此为一个循环;在一个循环内,最小峰值高度为0.05mm,相邻圆环之间波浪形结构的峰值高度相差0.1mm;第一面距第二面的距离为1.3mm;普通矫正区17的屈光度为1.5d;薄膜贴片的曲率半径为所贴眼镜片的1.5倍。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。