1.本发明涉及镁合金生产技术的技术领域,特别是涉及一种镁合金下料码垛系统。
背景技术:
2.镁合金具有低密度、高比强度和比刚度、高导电导热性、优良的阻尼减震性能和电磁屏蔽性能、良好的铸造成形性能和切削加工性能,并且易于回收利用等优点。因而,其在航空航天、汽车制造、家电仪表、电子通讯等领域有着广阔的应用前景,并已成为非常重要的现代工业材料。mg-al基合金由于具有良好的压铸、加工、力学性能、密度小、比强度和比刚度高等优点,是目前应用最广泛的镁合金系。近年来,节能环保以及汽车轻量化的要求推动了镁合金在汽车领域的大规模开发及应用,多数商用镁合金主要是mg-al系合金,而该种镁合金主要是通过浇注的工艺制备的。在镁合金锭的浇注生产的过程中,需要对坯料进行码垛搬运,现有的码垛装置配置的操作平台功能单一,定点码垛后垛堆转移不够自动化,较为占用人力资源,操作费时费力。基于此,中国专利cn109733909a公开了一种镁合金锭坯料码垛用转运机构,其包括支架、升降底座、旋转底座、转轴总成和旋转平台,支架上安装有升降底座,升降底座上安装有旋转底座,旋转底座上设有安装槽,转轴总成竖直转动配合在安装槽内,转轴总成上端侧壁安装有推力轴承,旋转底座上铰接有旋转油缸,旋转油缸的活塞杆杆端连接至推力轴承,旋转平台固定安装在转轴总成上端,支架上安装有位于旋转平台上方一侧的平移气缸,平移气缸的活塞端连接有推板,支架上还设有导轨,导轨上滑动安装有平板托车,平板托车对应在旋转平台一侧。上述的镁合金锭坯料码垛用转运机构具有安装使用方便,且能够对垛堆进行快速、稳定地升降转运的优点。
3.然而,上述所公开的镁合金锭坯料码垛用转运机构还存在码垛周转效率低等缺陷。具体的,上述的镁合金锭坯料码垛用转运机构没有与镁合金锭的浇注机构进行串联,从而导致刚完成浇注的镁合金锭还需额外增设周转机构,以使其能被转运至其中。此外,上述所公开的镁合金锭坯料码垛用转运机构中所设有的旋转平台需要将镁合金锭胚料搬运至平板托车之上,但所述旋转平台并未设置垂直动作机构,因而用户难以将镁合金锭胚料直接从所述旋转平台周转至所述平板托车之上。
技术实现要素:
4.基于此,有必要针对现有技术中镁合金锭下料码垛周转效率低的技术问题,提供一种镁合金下料码垛系统。
5.一种镁合金下料码垛系统,其包括:浇注模块、成型模块、整形模块、传送带模块、搬运模块以及周转模块。所述浇注模块设置于所述成型模块的侧面,并且,所述浇注模块具有浇注框架、浇注料斗、浇注流道、恒温装置以及浇注机构;所述浇注框架的顶部设置所述浇注料斗;所述浇注流道连接于所述浇注料斗的底部;所述恒温装置以及所述浇注机构分别设置于所述浇注流道的两端。所述成型模块具有模具平移气缸、成型模具、导轨框架、模具支撑台架、抬升机构以及平移夹持机构。所述模具平移气缸的一端固定连接于所述浇注
框架;所述模具平移气缸的另一端与所述成型模具的侧面相连;并且,所述成型模具与所述导轨框架活动连接;所述导轨框架的侧面与所述模具支撑台架固定连接;所述抬升机构具有托块以及抬升伸缩杆;所述托块活动连接于所述成型模具的底部;所述抬升伸缩杆活动连接于所述模具支撑台架;所述平移夹持机构连接于所述成型模具的侧面,并且,所述平移夹持机构具有平移框架、夹板以及夹持驱动气缸;所述平移框架的两侧分别活动连接所述导轨框架,且,所述平移框架的一端与所述模具平移气缸动力连接,所述平移框架的另一端连接所述夹板以及所述夹持驱动气缸;所述夹持驱动气缸与所述夹板动力连接。所述整形模块设置于所述成型模块的上方,并且,所述整形模块具有龙门框架以及整形臂。所述龙门框架与所述整形臂活动连接;所述整形臂与所述成型模具活动连接。所述传送带模块设置于所述成型模块的侧面,并且,所述传送带模块具有传送带、传送带驱动电机以及传送带承力框架。所述平移夹持机构分别连接所述抬升机构与所述传送带;所述传送带驱动电机设置于所述传送带的一端,并且,所述传送带驱动电机与所述传送带动力连接;所述传送带承力框架分别连接所述传送带与所述传送带驱动电机与其顶部。所述搬运模块相对于所述成型模块设置于所述传送带模块的另一端,并且,所述搬运模块具有搬运框架、搬运臂、搬运臂水平驱动电机以及搬运臂垂直驱动电机。所述搬运框架跨立设置于所述传送带模块的两侧;所述搬运臂与所述搬运框架活动连接;所述搬运臂具有横向移动架、若干活动轮以及若干夹持爪;所述横向移动架与所述搬运臂水平驱动电机动力连接;所述横向移动架均匀设置有若干活动轮,所述活动轮的中部开设凹槽;该凹槽匹配所述搬运框架的顶部;若干夹持爪均匀连接于所述搬运臂的底部。所述搬运水平驱动电机与所述横向移动架驱动连接;所述搬运臂垂直驱动电机与所述搬运臂驱动连接。所述周转模块设置于所述搬运模块的下方,并且,所述周转模块具有周转筐、周转移动框架以及周转导轨。所述周转筐并排设置于所述传送带的邻侧;所述周转移动框架活动连接于所述周转筐的底部;所述周转移动框架与所述周转导轨活动连接。
6.进一步的,所述恒温装置具有恒温风机、若干发热片以及风机驱动电机。
7.更进一步的,所述恒温风机设置于所述浇注流道的端部。
8.更进一步的,若干所述发热片均匀设置于所述恒温风机与所述浇注流道之间。
9.更进一步的,所述风机驱动电机与所述恒温风机动力连接。
10.更进一步的,所述浇注流道中相对于所述恒温装置的另一端设置有疏风网格;并且,所述浇注流道在所述疏风网格与所述恒温装置之间的下方设置有导流口。
11.更进一步的,所述浇注机构具有料盒、两合页以及合页驱动气缸。
12.更进一步的,所述料盒设置于所述导流口的下方。
13.更进一步的,两所述合页可开合地活动连接于所述料盒的底部。
14.更进一步的,所述合页驱动气缸通过连杆分别与两所述合页动力连接。
15.综上所述,本发明镁合金下料码垛系统分别设有浇注模块、成型模块、整形模块、传送带模块、搬运模块以及周转模块;所述浇注模块可以自动按生产节奏进行浇注镁合金熔融液;所述成型模块可以对完成浇注的镁合金锭进行整形;所述传送带模块、所述成型模块与所述浇注模块通过所述模具平移气缸、所述成型模具、所述导轨框架、所述模具支撑台架、所述抬升机构以及所述平移夹持机构进行连接,以使一镁合金锭在成型的同时,另一镁合金锭正好同时被传递至所述传送带模块之上。所述传送带模块分别连接所述成型模块与
所述搬运模块;以使成型后的镁合金锭可以持续由所述成型模块处转移至所述搬运模块的下方。所述搬运模块可以将镁合金锭成批地从所述传动带模块中夹持起来,并整齐码垛至所述周转模块中。所述周转模块所设有的周转筐可以成批且省力地将码垛好的镁合金锭周转至所需的位置。因此,本发明镁合金下料码垛系统解决了现有技术中镁合金锭下料码垛周转效率低的技术问题。
附图说明
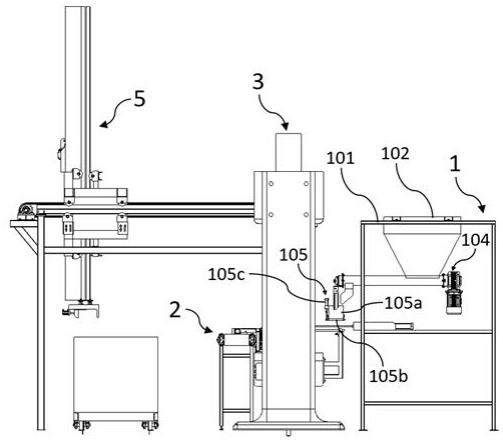
16.图1为本发明镁合金下料码垛系统的结构示意图;图2为本发明镁合金下料码垛系统的部分结构示意图;图3为本发明镁合金下料码垛系统另一方向的结构示意图;图4为本发明镁合金下料码垛系统另一方向的结构示意图;图5为本发明镁合金下料码垛系统另一方向的结构示意图;图6为本发明镁合金下料码垛系统的部分结构示意图。
具体实施方式
17.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
18.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
19.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
20.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
21.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
22.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另
一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
23.请一并参阅图1至图6,如图1至图6所示,本发明镁合金下料码垛系统包括:浇注模块1、成型模块2、整形模块3、传送带模块4、搬运模块5以及周转模块6。所述浇注模块1设置于所述成型模块2的侧面,并且,所述浇注模块1具有浇注框架101、浇注料斗102、浇注流道103、恒温装置104以及浇注机构105;所述浇注框架101的顶部设置所述浇注料斗102;所述浇注流道103连接于所述浇注料斗102的底部;所述恒温装置104以及所述浇注机构105分别设置于所述浇注流道103的两端。所述成型模块2具有模具平移气缸201、成型模具202、导轨框架203、模具支撑台架204、抬升机构205以及平移夹持机构206。所述模具平移气缸201的一端固定连接于所述浇注框架101;所述模具平移气缸201的另一端与所述成型模具202的侧面相连;并且,所述成型模具202与所述导轨框架203活动连接;所述导轨框架203的侧面与所述模具支撑台架204固定连接;所述抬升机构205具有托块205a以及抬升伸缩杆205b;所述托块205a活动连接于所述成型模具202的底部;所述抬升伸缩杆205b活动连接于所述模具支撑台架204;所述平移夹持机构206连接于所述成型模具202的侧面,并且,所述平移夹持机构206具有平移框架206a、夹板206b以及夹持驱动气缸206c;所述平移框架206a的两侧分别活动连接所述导轨框架203,且,所述平移框架206a的一端与所述模具平移气缸201动力连接,所述平移框架206a的另一端连接所述夹板206b以及所述夹持驱动气缸206c;所述夹持驱动气缸206c与所述夹板206b动力连接。所述整形模块3设置于所述成型模块2的上方,并且,所述整形模块3具有龙门框架301以及整形臂302。所述龙门框架301与所述整形臂302活动连接;所述整形臂302与所述成型模具202活动连接。所述传送带模块4设置于所述成型模块2的侧面,并且,所述传送带模块4具有传送带401、传送带驱动电机402以及传送带承力框架403。所述平移夹持机构206分别连接所述抬升机构205与所述传送带401;所述传送带驱动电机402设置于所述传送带401的一端,并且,所述传送带驱动电机402与所述传送带401动力连接;所述传送带承力框架403分别连接所述传送带401与所述传送带驱动电机402与其顶部。所述搬运模块5相对于所述成型模块2设置于所述传送带模块4的另一端,并且,所述搬运模块5具有搬运框架501、搬运臂502、搬运臂水平驱动电机503以及搬运臂垂直驱动电机504。所述搬运框架501跨立设置于所述传送带模块4的两侧;所述搬运臂502与所述搬运框架501活动连接;所述搬运水平驱动电机503与所述搬运臂502驱动连接;所述搬运臂垂直驱动电机504与所述搬运臂502驱动连接。所述周转模块6设置于所述搬运模块5的下方,并且,所述周转模块6具有周转筐601、周转移动框架602以及周转导轨603。所述周转筐601并排设置于所述传送带401的邻侧;所述周转移动框架602活动连接于所述周转筐601的底部;所述周转移动框架602与所述周转导轨603活动连接。
24.具体的,本发明镁合金下料码垛系统分别由浇注模块1、成型模块2、整形模块3、传送带模块4、搬运模块5以及周转模块6组成;其中,所述浇注模块1负责临时储备并逐步释放镁合金的浇注液。当本发明镁合金下料码垛系统开始工作时,所述镁合金浇注液从所述浇注模块1所设有的浇注料斗102中被释放至所述浇注流道103中;所述恒温装置104负责维持所述镁合金浇注液在所述浇注流道103保持熔融状态的温度,并且,所述恒温装置104还进
一步促使所述镁合金浇注液沿所述浇注机构105处流动。更具体的,所述恒温装置104具有恒温风机104a、若干发热片104b以及风机驱动电机104c。所述恒温风机104a设置于所述浇注流道103的端部;若干所述发热片104b均匀设置于所述恒温风机104a与所述浇注流道103之间;所述风机驱动电机104c与所述恒温风机104a动力连接。从而,当熔融状态的镁合金液从所述浇注料斗102的底部处进入所述浇注流道103之内后,所述恒温风机104a在所述风机驱动电机104c的驱动下往所述浇注流道103中鼓风;同时,若干发热片在所述恒温风机104a与所述浇注流道103之间持续产生热量,以使所述恒温风机104a在鼓风的同时将热量持续灌入所述浇注流道103内,进而使所述镁合金浇注液维持熔融温度。
25.进一步的,所述浇注流道103中相对于所述恒温装置104的另一端设置有疏风网格103a;并且,所述浇注流道103在所述疏风网格103a与所述恒温装置104之间的下方设置有导流口103b。从而,当所述恒温装置104持续往所述浇注流道103中鼓风时,所述浇注流道103另一端设有的疏风网格103a可以将所述恒温装置104导入的气流疏导引出,进而保持气流在所述浇注流道103中的流动。所述疏风网格103a为网格状的结构,可以保持气流穿出。而在所述恒温装置104与所述疏风网格103a之间的下部,所述浇注流道103设置有导流口103b;从而使所述镁合金浇注液能沿所述导流口103b处流出至所述浇注机构105之中,而避免从所述疏风网格103a中溢出。
26.进一步的,所述浇注机构105具有料盒105a、两合页105b以及合页驱动气缸105c;所述料盒105a设置于所述导流口103b的下方;两所述合页105b可开合地活动连接于所述料盒105a的底部;所述合页驱动气缸105c通过连杆分别与两所述合页105b动力连接。具体的,当所述料盒105a中被导流至预设量的镁合金液后,所述模具平移气缸201驱动所述成型模具202动作至所述浇注机构105的下方,以使所述料盒105a的底部正对所述成型模具202。此时,所述合页驱动气缸105c驱动连杆向下伸出,以使两所述合页105b沿着各自与所述料盒的连接处转动打开;从而使镁合金浇注液沿着所述料盒105a的底部流动至成型模具202之中。当所述成型模具202中添加至预设量的镁合金液后,所述合页驱动气缸105c驱动连杆上行,从而使两所述合页沿着各自与所述料盒105a连接处转动闭合;从而使镁合金浇注液停止流动至所述成型模具202中。
27.进一步的,当所述成型模具202中承载有预设量的镁合金熔融液后,所述模具平移气缸201驱动所述成型模具202动作至所述整形模块3的下方。此时,所述整形臂302下行至抵接所述成型模具202,以使所述成型模具202中的镁合金熔融液冷却至凝固成型后,所述整形臂302继续下压以对所述成型模具202中的镁合金锭施加压力以对其整形。直至所述成型模具202中的镁合金锭满足需求后,所述成型模具202的底部打开,此时,所述镁合金锭从所述成型模具202传递至所述抬升机构205之上;而所述抬升机构205中所设有的所述托块205a带动其所承接的镁合金锭跟随所述抬升伸缩杆205b的动作而下行。此时,所述模具平移气缸201驱动所述成型模具202再次动作至所述料盒105a的下方以承接新的一轮镁合金浇注液;与此同时,所述平移夹持机构206所述设有的夹板206b同步移动之上所述托块205a的上方;然后,所述夹持驱动气缸206c驱动所述夹板206b以使其将成型的镁合金锭夹持并带离所述托块205a。接着,所述成型模具202承接完单次的浇注液后重新在所述模具平移气缸201的驱动下动作至所述整形模块3的下方;此时,所述夹板206b也夹持着一成型的镁合金锭动作至所述传送带401的上方,在新的镁合金锭凝固成型之前,原已成型的镁合金锭由
所述夹板206b释放至所述传送带401之上。也即,所述平移框架206a分别将连接所述成型模具202与所述模具平移气缸201,以使一镁合金锭被周转到传送带401时,另一新的镁合金锭同步在所述成型模具202中成型。
28.进一步的,所述传送带401可以在所述传送带驱动电机402的驱动下持续将镁合金锭传送至所述搬运模块5的下方。具体的,所述搬运模块5分别设有搬运框架501、搬运臂502、搬运臂水平驱动电机503以及搬运臂垂直驱动电机504。所述搬运臂502具有横向移动架502a、若干活动轮502b以及若干夹持爪502c;所述横向移动架502与所述搬运臂水平驱动电机503动力连接;所述横向移动架502a均匀设置有若干活动轮502b,所述活动轮502b的中部开设凹槽;该凹槽匹配所述搬运框架501的顶部;若干夹持爪502c均匀连接于所述搬运臂502的底部。从而;当预设量的镁合金锭被传送至所述搬运臂502的下方时,所述搬运臂垂直驱动电机504驱动所述夹持爪502c动作至每一镁合金锭的上方,以使所述夹持爪502c可以稳妥夹持到需被搬运的镁合金锭,然后,所述搬运臂502将所夹持到的镁合金锭搬离所述传送带401;接着,所述搬运臂水平驱动电机503驱动所述横向移动架502a以使所述活动轮502b能沿着所述搬运框架501顶部设有的横梁之上移动,从而使所述搬运臂502动作至所述周转模块6的上方。更具体的,所述横向移动架502a中设有若干活动轮502b,而每一所述活动轮502b的中部开设匹配搬运框架501顶部横梁的凹槽,进而使所述搬运臂502可以在承受更强的压力的情况下仍能保持滑动,进而保证所述搬运臂502单次可以同时搬运大量的镁合金锭,进而提升搬运码垛的效率。
29.进一步的,当所述搬运臂502往所述周转筐601中搬运并码垛至预设量的镁合金锭后,用户可以通过推动所述周转移动框架602,以使其严重预设的周转导轨603移动至仓库或周转位置。由于所述周转移动框架602的底部设有匹配周转导轨603的滑轮,从而使所述周转筐601可以沿着所述周转导轨603被用户轻松推动,避免了单次周转较大数量的镁合金锭而使周转过程费力的情况。而所述周转筐601与所述周转移动框架602是活动连接的,从而可以使用户将码垛于所述周转筐601内的一批镁合金锭被同时周转。
30.综上所述,本发明镁合金下料码垛系统分别设有浇注模块1、成型模块2、整形模块3、传送带模块4、搬运模块5以及周转模块6;所述浇注模块1可以自动按生产节奏进行浇注镁合金熔融液;所述成型模块2可以对完成浇注的镁合金锭进行整形;所述传送带模块4、所述成型模块2与所述浇注模块1通过所述模具平移气缸201、所述成型模具202、所述导轨框架203、所述模具支撑台架204、所述抬升机构205以及所述平移夹持机构206进行连接,以使一镁合金锭在成型的同时,另一镁合金锭正好同时被传递至所述传送带模块4之上。所述传送带模块4分别连接所述成型模块2与所述搬运模块5;以使成型后的镁合金锭可以持续由所述成型模块2处转移至所述搬运模块5的下方。所述搬运模块5可以将镁合金锭成批地从所述传动带模块4中夹持起来,并整齐码垛至所述周转模块6中。所述周转模块6所设有的周转筐601可以成批且省力地将码垛好的镁合金锭周转至所需的位置。因此,本发明镁合金下料码垛系统解决了现有技术中镁合金锭下料码垛周转效率低的技术问题。
31.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
32.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并
不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
