1.本发明涉及埋弧焊接技术领域,尤其是涉及一种大型直缝内焊埋弧焊管成型机及成型方法。
背景技术:
2.大型钢管的制备,是采用钢板在折弯机上逐步的弯折成圆柱形的钢管,弯折以后的钢管在其两端之间预留有直缝,后期需要通过焊接工艺将直缝填充焊接,从而形成完整的钢管结构。现有的焊接设备只能满足小型钢管的焊接,由于大型钢管体积比较大,重量较重,现有的焊接设备无法对大型钢管的直缝进行焊接。
技术实现要素:
3.本发明的目的是提供一种大型直缝内焊埋弧焊管成型机,解决现有的成型设备无法适应大直径、大壁厚直缝钢管焊接需要的问题。本发明的另一个目的是提供一种大型直缝内焊埋弧焊管成型机的成型方法。
4.为实现上述目的,本发明提供了一种大型直缝内焊埋弧焊管成型机,包括支架,支架的上方设置有电焊机、焊剂烘干机与焊剂回收机,支架的一侧设置有支座,支座上设置有焊盘,支架的下方设置有横梁,横梁的一端设置有带动横梁升降的升降装置,横梁的另一端设置有焊接机头,焊接机头上设置有焊剂回收口和焊剂出口,焊剂回收口和焊剂出口之间设置有焊丝出口一和焊丝出口二,焊丝出口一和焊丝出口二内部设置有焊丝导向装置,横梁上设置有使焊盘上的焊丝穿过的导向管,导向管的一端与焊丝出口一、焊丝出口二连接;焊剂回收口通过回收管与焊剂回收机连接,焊剂出口通过输送管与焊剂烘干机连接;地面上设置有支撑管坯的移动装置,地面上设置有接地装置。
5.优选的,所述升降装置包括工作台,工作台的上方设置有电机二和减速器,双向的减速器输出轴上设置有传动杆,传动杆的一端设置有换向的齿轮箱,齿轮箱两侧的转轴上设置有蜗轮,与蜗轮啮合的竖向的蜗杆顶端与横梁固定连接。
6.优选的,所述移动装置包括支撑台一和支撑台二,支撑台一的上方相对的设置有一组主动轮,主动轮与支撑台一转动连接,支撑台一上设置有带动主动轮转动的电机一,支撑台二的上方转动设置有从动轮;支撑台一与支撑台二之间通过拉杆连接,地面上设置有导轨,支撑台二上设置有带动支撑台二在导轨上移动的动力机构。
7.优选的,所述动力机构包括电机三,电机三的输出轴上设置有齿轮,导轨上设置有与齿轮啮合的齿条,支撑台二及支撑台二的两侧均设置有安装板,安装板的下方转动设置有与导轨相适配的移动轮。
8.优选的,所述焊丝导向装置包括焊丝管,焊丝管与导向管连通,焊丝管的内部设置有若干个对焊丝具有导向作用的导向轮,导向轮与焊丝管转动连接,焊丝管上设置有带动导向轮转动的电机,焊丝管的底端设置有锥形的出丝嘴;焊接机头上设置有定位轮。
9.优选的,所述接地装置包括设置在地面上的支撑架,支撑架上设置有滑板,滑板通
过滑动机构与支撑架滑动连接,滑板上设置有支撑梁,支撑梁的一端设置有安装架,支撑梁上设置有带动安装架升降的气缸,安装架的下方设置有接地刷,接地刷位于管坯的正上方。
10.优选的,所述滑动机构包括电机四,电机四的输出轴上设置有丝杆,丝杆的两端与安装架转动连接,滑板上设置有传动螺母,传动螺母套设在丝杆的外部并与丝杆啮合。
11.上述大型直缝内焊埋弧焊管成型机的成型方法,包括以下步骤:
12.s1、将焊剂装入焊剂烘干机内,进行烘干;将焊丝安装在支座上,焊丝穿过横梁上的导向管引入焊丝管内,并从出丝嘴引出,焊丝伸出出丝嘴15mm-20mm;
13.s2、将管坯放在主动轮和从动轮上,电机一带动主动轮转动,从而使得管坯转动,将管坯的焊缝调整到正下方;
14.s3、启动电机三,电机三通过齿轮和齿条的啮合,带动管坯从左向右移动,直到焊丝出口一和焊丝出口二位于管坯左端的引弧板上方;
15.s4、启动电机四,将接地刷贴在管坯的外表面上;启动电机二,通过蜗轮和蜗杆带动横梁下移,直到定位轮位于焊缝槽内,焊丝出口一、焊丝出口二和焊缝在一条直线上;
16.s5、启动电机三,电机三通过齿轮和齿条带动管坯向左移动,根据焊接速度调整管坯的移动速度,对管坯进行焊接。
17.优选的,所述出丝嘴距离管坯待焊表面20mm-30mm。
18.优选的,所述管坯的直径为406mm-1520mm,管坯的管壁厚度达到100mm,管坯的长度达到12500mm。
19.本发明所述的一种大型直缝内焊埋弧焊管成型机及成型方法的优点和积极效果是:
20.1、本发明在横梁的端头设置有焊接机头,焊接的管坯的长度与横梁的长度有关,横梁的刚度高,可以满足长距离管坯的焊接需要。
21.2、横梁位于管坯的内部,在管坯的内部对管坯进行焊接,可以满足大直径管坯的焊接需要。
22.3、焊接机头上设置有焊剂回收口,对焊剂进行回收再利用,减少了焊剂的浪费。
23.4、焊接机头上设置有焊丝出口一和焊丝出口二,采用双焊丝焊接能够满足厚壁管坯的焊接需要。
24.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
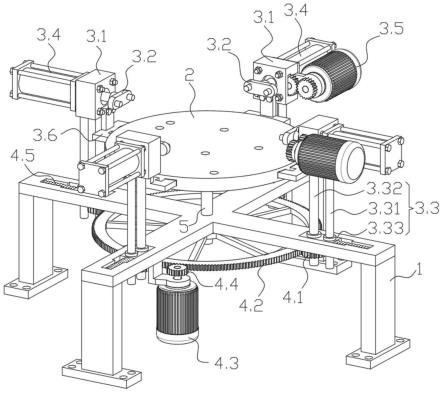
25.图1为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的结构示意图;
26.图2为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的移动装置俯视结构示意图;
27.图3为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的焊丝导向装置结构示意图;
28.图4为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的接地装置结构示意图;
29.图5为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的升降装置结
构示意图。
30.附图标记
31.1、支座;2、焊盘;3、焊丝;4、支架;5、电焊机;6、焊剂烘干机;7、焊剂回收机;8、输送管;9、回收管;10、横梁;11、管坯;12、焊接机头;13、定位轮;14、焊剂回收口;15、焊丝出口一;16、焊丝出口二;17、焊剂出口;18、支撑台一;19、主动轮;20、电机一;21、从动轮;22、支撑台二;23、移动轮;24、拉杆;25、导轨;26、支撑架;27、工作台;28、电机二;29、蜗杆;30、电机三;31、安装板;32、焊丝管;33、导向轮;34、出丝嘴;35、电机四;36、丝杆;37、滑板;38、传动螺母;39、支撑梁;40、气缸;41、安装架;42、接地刷;43、减速器;44、传动杆;45、齿轮箱;46、蜗轮。
具体实施方式
32.以下通过附图和实施例对本发明的技术方案作进一步说明。
33.除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
34.图1为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的结构示意图。如图所示,一种大型直缝内焊埋弧焊管成型机,包括支架4,支架4固定设置在底面上。支架4的上方设置有电焊机5、焊剂烘干机6与焊剂回收机7,焊剂回收机7为现有的脉冲式焊剂回收机7,通过负压将焊剂进行回收。支架4上还可以设置焊剂磁选机,用于去除焊剂内的铁锈和残渣,将回收的焊剂重复利用。支架4的一侧设置有支座1,支座1固定在地面上。支座1上设置有焊盘2,焊盘2转动的设置在支座1上,支座1对焊盘2具有支撑的作用。
35.图5为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的升降装置结构示意图。如图所示,支架4的下方设置有横梁10,横梁10的一端设置有带动横梁10升降的升降装置,横梁10的另一端设置有焊接机头12。升降装置包括工作台27,工作台27设置在地面上。工作台27的上方设置有电机二28和减速器43,减速器43为双输出的减速器43。双向的减速器43输出轴上固定设置有传动杆44,传动杆44的一端设置有换向的齿轮箱45,齿轮箱45内为锥齿轮,通过锥齿轮啮合,实现传动换向。齿轮箱45两侧的转轴上设置有蜗轮46,与蜗轮46啮合的竖向的蜗杆29顶端与横梁10固定连接。电机二28通过减速器43带动传动杆44转动,传动杆44通过锥齿轮啮合带动转轴转动,从而带动蜗轮46转动,蜗轮46与蜗杆29啮合,带动蜗杆29上升或下降,实现横梁10的升降。通过电机二28调整横梁10的高度。
36.焊接机头12上设置有焊剂回收口14和焊剂出口17,焊剂回收口14通过回收管9与焊剂回收机7连接,焊剂出口17通过输送管8与焊剂烘干机6连接。焊剂烘干机6在压力作用下将烘干的焊剂通过焊剂出口17送入焊接位置处。焊剂出口17处设置有开关,根据需要调节焊剂输送量。开关可以为现有的机械开关,也可以为电磁开关。
37.焊剂回收口14和焊剂出口17之间设置有焊丝出口一15和焊丝出口二16,支座1上的两个焊盘2上的焊丝3分别通过焊丝出口一15和焊丝出口二16引出。横梁10上设置有使焊盘2上的焊丝3穿过的导向管,导向管的一端与焊丝出口一15、焊丝出口二16连接。导向管固定在横梁10上,对焊丝3具有导向的作用。
38.图3为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的焊丝导向装置结构示意图。如图所示,焊丝出口一15和焊丝出口二16内部设置有焊丝导向装置。焊丝导向装置包括焊丝管32,焊丝管32为弧形结构,用于将水平方向的焊丝3引向下方。焊丝管32与导向管连通。焊丝管32的内部设置有若干个对焊丝3具有导向作用的导向轮33,导向轮33与焊丝管32通过轴承转动连接。焊丝管32上设置有带动导向轮33转动的电机,电机带动导向轮33转动,为焊丝3的移动提供动力。焊丝管32的底端设置有锥形的出丝嘴34,焊丝3通过出丝嘴34引出。导向轮33的设置,使得焊丝3能够均匀稳定的从出丝嘴34传送出。
39.焊接机头12上设置有定位轮13,定位轮13与焊接机头12转动连接,用于对焊接机头12进行定位。
40.图2为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的移动装置俯视结构示意图。如图所示,地面上设置有支撑管坯11的移动装置。移动装置包括水平设置的支撑台一18和支撑台二22,支撑台一18的上方相对的设置有一组主动轮19,主动轮19与支撑台一18通过轴承座转动连接。支撑台一18上设置有带动主动轮19转动的电机一20。支撑台二22的上方通过轴承座转动设置有从动轮21,从动轮21设置有两个,与主动轮19一一对应。管坯11放置在主动轮19与从动轮21之间,电机一20带动主动轮19转动,从而带动管坯11旋转,从而调整焊缝的位置。
41.支撑台一18与支撑台二22之间通过拉杆24连接,拉杆24的两端分别与支撑台一18、支撑台二22固定连接。支撑台一18与支撑台二22在拉杆24的作用下保持同步的移动。地面上设置有导轨25,导轨25与横梁10平行设置。支撑台二22上设置有带动支撑台二22在导轨25上移动的动力机构。动力机构包括电机三30,电机三30固定设置在支撑台二22上。电机三30的输出轴上设置有齿轮,导轨25上设置有与齿轮啮合的齿条。支撑台二22及支撑台二22的两侧均固定设置有安装板31,安装板31的下方转动设置有与导轨25相适配的移动轮23。电机三30带动齿轮转动,齿轮与齿条啮合,从而带动支撑台一18、支撑台二22在导轨25上移动,从而带动管坯11沿着导轨25的长度方向移动。
42.图4为本发明一种大型直缝内焊埋弧焊管成型机及成型方法实施例的接地装置结构示意图。如图所示,地面上设置有接地装置。接地装置包括设置在地面上的支撑架26,支撑架26位于导轨25的一侧。支撑架26上设置有滑板37,滑板37通过滑动机构与支撑架26滑动连接。滑板37上固定设置有支撑梁39,支撑梁39上固定设置有带动安装架41升降的气缸40,安装架41固定设置在气缸40的伸缩杆上。安装架41的下方设置有接地刷42,接地刷42位于管坯11的正上方。
43.滑动机构包括电机四35,电机四35固定设置在支撑架26的顶端。电机四35的输出轴上固定设置有丝杆36,丝杆36的两端与安装架41通过轴承转动连接。滑板37上固定设置有传动螺母38,传动螺母38套设在丝杆36的外部并与丝杆36啮合。电机四35带动丝杆36转动,丝杆36与传动螺母38啮合,从而带动支撑梁39沿着丝杆36的长度方向上下移动,从而调整接地刷42的高度,使得接地刷42与管坯11能够接触,达到接地的效果,提高安全性。气缸
40的设置可以对接地刷42在竖直方向上进行微调。
44.上述大型直缝内焊埋弧焊管成型机的成型方法,包括以下步骤:
45.s1、将焊剂装入焊剂烘干机6内,进行烘干;将焊丝3安装在支座1上,焊丝3穿过横梁10上的导向管引入焊丝管32内,并从出丝嘴34引出,焊丝3伸出出丝嘴3415mm-20mm。
46.s2、将管坯11放在主动轮19和从动轮21上,电机一20带动主动轮19转动,从而使得管坯11转动,将管坯11的焊缝调整到正下方。
47.s3、启动电机三30,电机三30通过齿轮和齿条的啮合,带动管坯11从左向右移动,直到焊丝出口一15和焊丝出口二16位于管坯11左端的引弧板上方。
48.s4、启动电机四35,将接地刷42贴在管坯11的外表面上;启动电机二28,通过蜗轮46和蜗杆29带动横梁10下移,直到定位轮13位于焊缝槽内,焊丝出口一15、焊丝出口二16和焊缝在一条直线上;出丝嘴34距离管坯11待焊表面20mm-30mm。
49.s5、启动电机三30,电机三30通过齿轮和齿条带动管坯11向左移动,根据焊接速度调整管坯11的移动速度,对管坯11进行焊接。焊接速度为0.3-1.5mm/min。
50.能够焊接的管坯11的内径为406mm-1520mm,管坯11的管壁厚度达到100mm,管坯11的长度可达到12500mm。
51.实施例
52.本实施例以内径813mm,壁厚30mm,长度12000mm,材质为l485的钢管进行焊接为例进行说明。
53.s1、将chf101gx焊剂装入焊剂烘干机6中,进行烘干,烘干温度为300℃-350℃,保温1-2小时。将chw-sg焊丝3安装在支座1上,焊丝3穿过横梁10上的导向管,引入焊丝管32内,并从焊丝出口一15、焊丝出口二16引出,焊丝3伸出15mm-20mm。
54.s2、将管坯11放在主动轮19和从动轮21上,电机一20带动主动轮19转动,从而使得管坯11转动,将管坯11的焊缝调整到正下方。
55.s3、启动电机三30,电机三30通过齿轮和齿条的啮合,带动管坯11从左向右移动,直到焊丝出口一15和焊丝出口二16位于管坯11左端的引弧板上方。
56.s4、启动电机四35,将接地刷42贴在管坯11的外表面上;启动电机二28,通过蜗轮46和蜗杆29带动横梁10下移,直到定位轮13位于焊缝槽内,焊丝出口一15、焊丝出口二16和焊缝在一条直线上;出丝嘴34距离管坯11待焊表面20mm-30mm。
57.s5、启动电机三30,电机三30通过齿轮和齿条带动管坯11向左移动,根据焊接速度调整管坯11的移动速度,对管坯11进行焊接。焊接速度为0.3-1.5mm/min。
58.因此,本发明采用上述大型直缝内焊埋弧焊管成型机及成型方法,能够解决现有的成型设备无法适应大直径、大壁厚直缝钢管焊接需要的问题。
59.最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。