1.本发明涉及航空发动机与散热器对合装机技术领域,尤其涉及一种航空发动机与散热器的对合状态预先检查装置及方法。
背景技术:
2.航空发动机及散热器是由上千个零部件集成装配而成的大部件,航空发动机是由众多的零部件集成装配而成,存在加工制造与装配误差累计;散热器是一个焊接钣金件,外形尺寸公差大。散热器前端与进气道相接,后端与发动机对合。散热器与发动机对合面有两个重要指参数:一是端面间隙要求;二是对合面内径的阶差,即是同轴度要求。由于发动机与散热器的制造装配误差累计,发动机与散热器对合完成后的实际安装位置与理论位置存在较大的偏差,因此其对合面的阶差间隙难以满足要求,对合难以一次成功。散热器端面留有余量,可以现场按要求修配散热器。因此,当发动机和散热器的对合数据不符合要求时,需要对散热器的对合面进行修配,此时需要反复的分离与对合发动机和散热器,造成对合效率低且质量难以控制的问题。
3.目前为了保障发动机、散热器的对合质量,通常采用预对合修配法或精确测量法。预对合修配法,需要反复进行“对合—分离—修配—对合”的工作,效率低且容易造成质量问题。精确测量法,使用激光雷达或激光跟踪仪对大部件系统进行精确测量,根据测量数据和配合关系对散热器进行修配,可以提高对合成功率,但是精确测量需要花费大量的时间,同样存在效率低的问题。因此,现有的预对合修配法或精确测量法均存在效率低而不能适应发动机与散热器的批量对合的问题。
技术实现要素:
4.本发明的目的在于,针对现有技术效率低而不能适应发动机与散热器的批量对合的问题,提供一种航空发动机与散热器的对合状态预先检查装置及方法,在散热器与发动机对合前进行预先检查并获得修配参数,可以方便快速的在发动机和散热器对合前完成散热器的修配工作,提高了对合和修配效率。
5.首先,本发明提供了一种航空发动机与散热器的对合状态预先检查装置。所述装置包括调平支撑座组件、支撑支柱、散热器定位安装组件、检查圈支撑组件、间隙调整垫片和对用于检查散热器对合面阶差间隙的对合面检查圈;所述调平支撑座组件位于整个装置的底端,用于支撑稳定整个装置;所述散热器定位安装组件、所述检查圈支撑组件、所述间隙调整垫片、所述对合面检查圈均通过所述支撑支柱安装在所述调平支撑座组件上方;所述散热器定位安装组件、所述检查圈支撑组件直接安装在所述支撑支柱上,所述散热器定位安装组件的定位面与散热器的安装面位置保持一致;所述间隙调整垫片位于所述检查圈支撑组件与所述对合面检查圈之间,用于调整对合面检查圈与散热器定位安装组件的垂直距离。
6.采用上述航空发动机与散热器的对合状态预先检查装置,可以方便快速的在发动
机和散热器对合前完成散热器的修配工作,提高了对合和修配效率。
7.进一步地,为了更好地实现本发明,一个支撑支柱、一个安装在支撑支柱中部的散热器定位安装组件、一个安装在支撑支柱上部的检查圈支撑组件共同组成一组定位支撑组件,且定位支撑组件的数量为n个,n为不小于2的正整数;n个定位支撑组件中的所有散热器定位安装组件的定位面均与散热器的安装面位置保持一致,所有检查圈支撑组件的定位面处于同一平面。
8.进一步地,为了更好地实现本发明,所述散热器定位安装组件、所述检查圈支撑组件均固定安装在所述支撑支柱上;所述对合面检查圈拆卸式安装在所述检查圈支撑组件上。
9.进一步地,为了更好地实现本发明,所述散热器定位安装组件、所述检查圈支撑组件焊接在所述支撑支柱上。
10.进一步地,为了更好地实现本发明,所述对合面检查圈通过螺纹销安装在所述检查圈支撑组件上。
11.进一步地,为了更好地实现本发明,所述调平支撑座组件包括支撑盘和安装在支撑盘底部的调平螺栓。
12.其次,本发明还提供了一种航空发动机与散热器的对合装机方法,基于上述航空发动机与散热器的对合状态预先检查装置获取装置预检查数据,结合机上实测数据,获取装机前修配参数,修配完成后再装机。
13.进一步地,为了更好地实现本发明,所述对合装机方法具体包括以下步骤:步骤s1:在发动机与散热器对合前,通过对合面检查圈可调整的预先检查装置对散热器进行对合状态预先检查测量,获取待对合散热器与对合面检查圈的阶差间隙,记为装置预检查数据,当发动机与散热器对合后,机上测量对合后的阶差间隙数据,记为机上实测数据;步骤s2:对多组对合的发动机与散热器进行步骤s1的操作,统计多架次飞机对合前的装置预检查数据以及对合后的机上实测数据;步骤s3:对多组装置预检查数据和机上实测数据进行k-means聚类分析,分析计算发动机和散热器一次对合成功的装置测量数据,并根据分析后的装置测量数据调整对合面检查圈;步骤s4:根据装置测量数据对散热器进行对合前的修配,修配完成后再装机对合。
14.进一步地,为了更好地实现本发明,所述步骤s3中根据分析后的装置测量数据调整对合面检查圈,具体是指:根据分析后的装置测量数据,通过增减间隙调整垫片的厚度和数量调整对合面检查圈位置。
15.进一步地,为了更好地实现本发明,所述步骤s4中根据装置测量数据对散热器进行对合前的修配,具体是指:经过步骤s3调整对合面检查圈位置后,用塞尺测量对合面检查圈与散热器对合面的间隙和阶差,对不满足装置检查要求的散热器部位进行修配位置及修配量的标记;拆卸检查装置上的对合面检查圈,按标记的修配位置及修配量对散热器进行修配。
16.本发明的有益效果如下:(1)本发明提供的航空发动机与散热器的对合状态预先检查装置,通过散热器的
柔性检测修配装置测量散热器的对合面到对合面检查圈的阶差间隙,分析装置测量数据和装机实测数据,对柔性检测修配装置的检查圈进行调整,从而在发动机和散热器对合前快速完成散热器的检查和修配工作,提高了对合和修配效率,能够用于发动机与散热器的批量对合;(2)本发明提供的航空发动机与散热器的对合状态预先检查装置,本质上相当于一种散热器对合面检查和修配一体化装置。
17.(3)本发明提供的一种航空发动机与散热器的对合装机方法,提高发动机与散热器的一次对合成功率,从而避免反复分离与对合发动机和散热器,提高了装配效率和修配质量。
附图说明
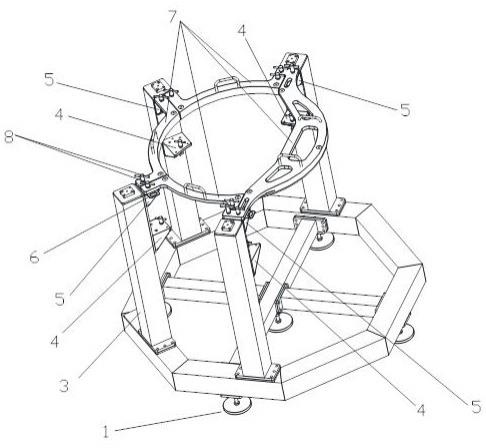
18.图1是本发明中航空发动机与散热器的对合状态预先检查装置的立体结构示意图。
19.图2是本发明中航空发动机与散热器的对合状态预先检查装置的正视方位结构示意图。
20.图3是本发明中航空发动机与散热器的对合状态预先检查装置的仰视方位结构示意图。
21.图4是检查时散热器对合面位置示意图。
22.图5是多组装置测量与机上实测数据组示意图。
23.其中,1、支撑盘;2、调平螺栓;3、支撑支柱;4、散热器定位安装组件;5、检查圈支撑组件;6、间隙调整垫片;7、对合面检查圈;8、螺纹销。
具体实施方式
24.以下结合实施例的具体实施方式,对本发明的上述内容再做进一步的详细说明。但不应将此理解为本发明上述主题的范围仅限于以下的实例。在不脱离本发明上述技术思想情况下,根据本领域普通技术知识和惯用手段做出的各种替换或变更,均应包括在本发明的范围内。
25.实施例1:本实施例提供了一种航空发动机与散热器的对合状态预先检查装置。
26.如图1-图3所示,所述装置包括调平支撑座组件、支撑支柱3、散热器定位安装组件4、检查圈支撑组件5、间隙调整垫片6和对用于检查散热器对合面阶差间隙的对合面检查圈7。
27.所述调平支撑座组件位于整个装置的底端,用于支撑稳定整个装置;所述散热器定位安装组件4、所述检查圈支撑组件5、所述间隙调整垫片6、所述对合面检查圈7均通过所述支撑支柱3安装在所述调平支撑座组件上方;所述散热器定位安装组件4、所述检查圈支撑组件5直接安装在所述支撑支柱3上,所述散热器定位安装组件4的定位面与散热器的安装面位置保持一致;所述间隙调整垫片6位于所述检查圈支撑组件5与所述对合面检查圈7之间,用于调整对合面检查圈7与散热器定位安装组件4的垂直距离。
28.采用上述航空发动机与散热器的对合状态预先检查装置,可以方便快速的在发动
机和散热器对合前完成散热器的修配工作,提高了对合和修配效率。
29.所述装置中散热器定位安装组件4与检查圈支撑组件5的距离应比散热器的安装面到对合面的距离小d,以实现通过增减间隙调整垫片6的厚度和数量调整对合面检查圈7到对合面的距离。为了使用塞尺快速精确的对对合面检查圈7到散热器对合面的间隙、阶差进行测量,d通常设置为2mm-3mm。其中,间隙调整垫片6采用标准垫片。此时,装置能方便、快速、直观的用塞尺检查散热器对合面与对合面检查圈7的阶差间隙。
30.在另一个具体实施例中,所述对合面检查圈7通过螺纹销8安装在所述检查圈支撑组件5上。通过螺纹销8可以快速拆装、调整对合面检查圈7。
31.在另一个具体实施例中,所述调平支撑座组件包括支撑盘1和安装在支撑盘1底部的调平螺栓2。通过调整调平螺栓2调平整个装置的工作面。
32.实施例2:本实施例在实施例1的基础上进行优化设计,采用四组定位支撑组件的设计方案。
33.一个支撑支柱3、一个安装在支撑支柱3中部的散热器定位安装组件4、一个安装在支撑支柱3上部的检查圈支撑组件5共同组成一组定位支撑组件,且定位支撑组件的数量为n个,n取4。
34.四个散热器定位安装组件4的定位面均与散热器的安装面位置保持一致,四个检查圈支撑组件5的定位面处于同一平面。
35.在另一个具体实施例中,所述散热器定位安装组件4、所述检查圈支撑组件5均固定安装在所述支撑支柱3上;所述对合面检查圈7拆卸式安装在所述检查圈支撑组件5上。
36.在另一个具体实施例中,所述散热器定位安装组件4、所述检查圈支撑组件5焊接在所述支撑支柱3上。
37.本实施例的其他部分与实施例1相同,故不再赘述。
38.实施例3:本实施例在实施例1、实施例2的基础上,提供一种航空发动机与散热器的对合装机方法。
39.步骤s1:数据采集;在发动机与散热器对合前,通过对合面检查圈7可调整的预先检查装置对散热器进行对合状态预先检查测量,获取待对合散热器与对合面检查圈7的阶差间隙,记为装置预检查数据,当发动机与散热器对合后,机上测量对合后的阶差间隙数据,记为机上实测数据。
40.此步骤中,采用如实施例1所述装置对散热器进行对合状态预先检查测量,散热器对合面位置如图4所示。在对散热器进行测量时,需要先打开螺纹销8,分解开4个对合面检查圈7,将散热器放在散热器定位安装组件4的支架上,调整散热器与散热器定位安装组件4的定位孔对齐,并插上定位插销。待散热器在装置上定位安装完成后,再安装对合面检查圈7,安装时根据对合面检查圈7与散热器对合面的间隙调整间隙调整垫片6,使其间隙为以方便使用塞尺进行测量。使用塞尺沿散热器对合面均布测量10个点的阶差间隙,记录数据点的间隙,记录阶差数据点。该散热器与发动机对合完成后,装机实测,记录其对合面相应点位的装机实测间隙数据
,实测阶差数据。
41.步骤s2:重复数据采集;对多组对合的发动机与散热器进行步骤s1的操作,统计多架次飞机对合前的装置预检查数据以及对合后的机上实测数据。
42.此步骤先在多架次装机散热器上重复数据采集,数据越多可靠性越高。
43.步骤s3:对多组装置预检查数据和机上实测数据进行k-means聚类分析,分析计算发动机和散热器一次对合成功的装置测量数据,并根据分析后的装置测量数据调整对合面检查圈7。
44.具体是指,统计分析散热器与发动机对合后符合要求部位的装置测量数据和装机实测数据形成间隙数据、、
……
;阶差数据、
……
,数据的含义为装置测量数据与装机后的实测数据组成一个二维数据点。
45.分析上述阶差间隙的装置测量数据和机上实测数据组成的二维数据点,识别散热器与发动机对合后符合要求部位的装置测量数据和装机实测数据,采用k-means聚类算法计算装机符合要求数据点的聚类质心位置,如图5所示的间隙装置测量数据和装机实测数据,计算出一次装机合格的数据聚类质心位置,聚类中心满足下式的要求。
46.其中,为装机合格的数据点数,表示第点的坐标,表示数据聚类质心位置。
47.接下来,根据数据聚类质心位置一次装机合格的最优解,调整装置的对合面检查圈7,通过增减间隙调整垫片6的厚度和数量调整装置的对合面检查圈7位置,对合面检查圈7距离散热器对合面的间隙控制在内。为方便使用塞尺对对合面的阶差间隙进行测量,的优选值为0.5mm-2mm。
48.步骤s4:根据装置测量数据对散热器进行对合前的修配,修配完成后再装机对合。
49.具体是指,经过步骤s3调整对合面检查圈7位置后,按最优解检查散热器对合面与对合面检查圈7的阶差间隙,用塞尺测量对合面检查圈7与散热器对合面的间隙和阶差,对不满足装置检查要求的散热器部位进行修配位置及修配量的标记;拆卸检查装置上的对合面检查圈7,按标记的修配位置及修配量对散热器进行修配。
50.修配完成后再次安装对合面检查圈7,检查修配质量,使散热器对合面与对合面检查圈7的阶差间隙为最优解。经装置检查修配完成后的散热器才能直接装机对合。此步骤中装置测量数据是通过实施例1所述装置对散热器进行测量,测量方法与步骤s1相同,故不再赘述。
51.本实施例所述方法基于实施例1中的散热器件对合面测量及修配的一体化装置,散热器对合前使用此装置可以一次完成其对合面的检查及修配。而且,采用k-means聚类算
法.统计分析散热器与发动机对合后符合要求部位的装置测量数据和装机实测数据,计算确定检查圈的位置及对合前的检查数据,可以实现散热器对合前的测量与修配,避免反复对合与分离散热器、发动机进行测量和修配,经修配完成后的散热器装机,提高散热器、发动机一次安装合格率。
52.以上所述的,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替代,都应涵盖在本发明的保护范围内。因此,本发明的保护范围应以所述的权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。