1.本发明涉及钢材生产技术领域,具体而言,涉及一种棒线材剪切生产线。
背景技术:
2.在棒线材生产车间,飞剪作为分段剪和中轧后的切头切尾设备,属于高速飞剪的剪切设备,现有技术中,在剪切设备设置有金属检测器用于检测切头,根据轧机的电流结合金属检测器控制切尾,碎段则由现场操作人员根据现场生产情况灵活操作。
3.可见,现有技术中,存在以下缺点:飞剪前通道长期有轧件通过,轧件在移动过程中,与通道磨损速度较快,磨损后的通道也会影响剪切的控制精度,现场技术工作人员修复通道的工作量大。
技术实现要素:
4.本发明的目的包括提供了一种棒线材剪切生产线,其能够减小轧件对剪前通道的磨损,提高剪切的控制精度,降低维修成本。
5.本发明的实施例可以这样实现:
6.本发明提供一种棒线材剪切生产线,棒线材剪切生产线包括检测系统、剪前设备机组、剪切设备和剪后设备机组,剪前设备机组、剪切设备和剪后设备机组沿轧件的前进方向依次设置,检测系统安装在剪前设备机组的一侧,检测系统用于检测轧件,其中,剪前设备机组包括剪前通道、剪前耐磨板、剪前轧机出口和剪前轧机,剪前轧机、剪前轧机出口和剪前通道沿轧件的前进方向依次设置,剪前耐磨板设置在剪前通道的后端。
7.在可选的实施方式中,剪前通道的底板低于剪前轧机出口10mm-30mm,剪前耐磨板的高度与剪切设备的剪切中心点的高度相等。
8.在可选的实施方式中,剪前通道相对于水平面向上倾斜5
°
~15
°
。
9.在可选的实施方式中,检测系统包括检测通道和进气源,检测通道正对轧件、且间隔预设距离,进气源安装在检测通道的头部,进气源用于吹出压缩空气、且朝向吹扫检测通道与轧件之间的空间。
10.在可选的实施方式中,检测通道呈水平设置,进气源的出气方向相对于水平面向上倾斜的角度范围为:25
°‑
35
°
。
11.在可选的实施方式中,预设距离大于或等于10cm。
12.在可选的实施方式中,检测系统还包括检测箱、检测器和支撑柱,支撑柱用于与地面连接,支撑柱的顶端与检测箱连接,检测器设置在检测箱内,检测箱的一侧设有开合门,检测箱朝轧件的方向设有检测窗,检测通道与检测箱连接、且位于检测窗靠近轧件的一侧。
13.在可选的实施方式中,剪后设备机组包括剪后通道喇叭口、喇叭口基座、剪后耐磨板、剪后通道、下弧板、阻断板、剪后轧机进口和剪后轧机;剪后通道、剪后通道喇叭口、剪后轧机进口和剪后轧机沿轧件的前进方向依次设置,喇叭口基座用于支撑剪后通道喇叭口,下弧板设置在剪后通道的下方,下弧板用于对剪切设备剪切的钢头钢尾进行导向引入下钢
口,阻断板可活动地设置在下弧板的上方,剪后耐磨板设置在剪后通道的后端。
14.在可选的实施方式中,剪后通道的底板低于剪切设备的剪切中心点10mm-30mm,剪后通道相对于水平面向上倾斜5
°
~15
°
。
15.在可选的实施方式中,剪切设备包括剪刀座止挡装置,剪刀座止挡装置包括剪刀座、横向止挡板、立向止挡板、刀片、剪通道下钢口、刀片压块,剪刀座上对角设有刀片,并采用刀片压块压紧刀片,剪刀座对应刀片设有横向止挡板和立向止挡板,立向止挡板用于干涉剪切的钢头与钢尾,让钢头与钢尾通过横向止挡板接触、并向剪通道下钢口坠落,横向止挡板用于防止钢头与钢尾向侧面飞出。
16.本发明实施例提供的棒线材剪切生产线的有益效果包括:
17.轧件会不接触剪前通道的底部运动,实现阻力小,无摩擦,在轧件运动至剪前耐磨板后,轧件与其进行轻微接触,产生微量摩擦,减少对剪前通道的摩擦,保证了剪前通道的使用寿命,设备维护也仅需对剪前耐磨板进行更换,降低维修成本。
附图说明
18.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
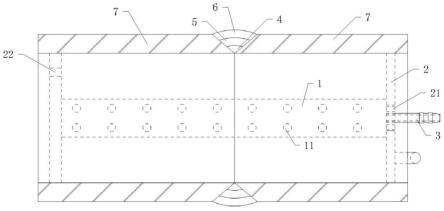
19.图1为本发明实施例提供的棒线材剪切生产线的结构示意图;
20.图2为检测系统的结构示意图;
21.图3为剪前设备机组的结构示意图;
22.图4为剪后设备机组的结构示意图;
23.图5为剪刀座止挡装置的第一视角的结构示意图;
24.图6为剪刀座止挡装置的第二视角的结构示意图。
25.图标:100-棒线材剪切生产线;1-检测系统;11-检测箱;12-开合门;13-检测器;14-检测通道;15-进气源;16-支撑柱;2-剪前设备机组;21-剪前通道;22-剪前耐磨板;23-剪前轧机出口;24-剪前轧机;3-剪切设备;4-剪刀座止挡装置;41-横向止挡板;42-立向止挡板;43-刀片;44-剪通道下钢口;45-刀片压块;46-剪刀座;5-剪后设备机组;51-剪后通道喇叭口;52-喇叭口基座;53-剪后耐磨板;54-剪后通道;55-下弧板;56-剪后轧机进口;57-剪后轧机;200-轧件。
具体实施方式
26.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
27.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范
围。
28.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
29.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
31.可见,现有技术中,存在以下缺点:
32.其一:因轧制现场,需要冷却水对轧制中的轧件冷却,冷却水碰高温轧件后会达到沸点,部分冷却水蒸汽化,影响金属检测器对轧件的检测,同时还有阳光照射到检测部位也会导致检测不准,以及现场的粉尘也是导致检测不准,以上问题导致了剪切反馈信号不够精准,在执行剪切的控制中,对轧件存在5-8
㎝
的误差,导致成本上升,成材率无法得到进一步的优化和控制;
33.其二:虽然检测控制上存在波动,但现场操作可以通过频繁地调整参数,实现减少剪切钢头与钢尾的损失,而高速飞剪剪切的钢头与钢尾会因为高速剪切的惯性抛到剪后通道中,钢头、钢尾在剪后通道中会导致堵塞通道、堆钢的工艺故障;
34.其三:飞剪前后通道长期有轧件通过,轧件在移动过程中,与通道磨损速度较快,磨损后的通道也会影响剪切的控制精度,现场技术工作人员修复通道的工作量大。
35.请参考图1,为克服上述缺点,本实施例提供了一种棒线材剪切生产线100,棒线材剪切生产线100包括检测系统1、剪前设备机组2、剪切设备3和剪后设备机组5。剪前设备机组2、剪切设备3和剪后设备机组5沿轧件200的前进方向依次设置,检测系统1安装在剪前设备机组2的一侧,检测系统1用于检测轧件200。
36.请参考图1和图2,检测系统1包括检测箱11、检测器13、检测通道14、进气源15和支撑柱16。
37.支撑柱16用于与地面连接,支撑柱16的顶端与检测箱11连接,从而固定检测箱11。检测器13设置在检测箱11内,检测箱11为可开合的密封容器,检测箱11可以是长方体结构,检测箱11的一侧设有开合门12,打开开合门12可以安装或拆卸检测箱11内的检测器13,检测箱11朝轧件200的方向设有检测窗(图中未示出),检测器13的检测信号通过检测窗无阻拦的检测到轧件200,检测箱11剩余的几个侧面为全封闭密封状态。
38.检测通道14与检测箱11连接、且位于检测窗靠近轧件200的一侧,检测通道14的长度根据轧件200而定,优选地,检测通道14与轧件200的距离设置为大于或等于10cm,其目的在于最大程度减少工况上的粉尘、阳光、水汽对检测带来的影响。
39.因为检测通道14与轧件200的之间还存在干扰源,所以在检测通道14的头部上设置进气源15,进气源15可以吹出压缩空气,吹扫检测通道14与轧件200之间的粉尘及水汽,进气源15设置在检测通道14前段,呈与水平面的夹角范围为:25
°‑
35
°
,可避免外部含异物的分气流进入检测通道14内,进气源15的压缩空气高压吹出,实现检测通道14前段气流循环。假设将进气源15设置在检测箱11的位置,会因为在进气源15吹出压缩空气后,检测箱11的气压低于外部气压,外部含有异物的空气会大批量的通过开合门12的间隙进入到检测箱
11中,而进气源15的压缩空气为线形气流,无法快速的把外部进来的浑浊空气带走,导致影响检测的精准度;检测通道14的出口呈收缩状,收缩的角度与进气源15向上倾斜的角度相等,因此,气源吹出的压缩空气路径与检测通道14的出口的检测路径一致。
40.检测器13、检测箱11、检测通道14、开合门12优选不锈钢材质,因现场的工况水汽较重,用普通钢材容易腐蚀,用其他钢材容易被失控飞出的轧件200烧损。
41.请参阅图1和图3,剪前设备机组2包括剪前通道21、剪前耐磨板22、剪前轧机出口23和剪前轧机24。
42.剪切设备3设置于剪前通道21后方,剪前通道21设置于剪前轧机出口23后方,剪前通道21的底板低于剪前轧机出口23-30mm。因为钢发生弯曲时,说明已经屈服,设钢刚好发生屈服时最小的落差h。钢温在1000℃时,屈服强度σ为50mpa,弹性模量e约为105n/m2,距离为1m。根据公式即可计算出发生屈服时的应变量:
[0043][0044]
以剪前料型为44mm为例分析,上表面长度为1*(1 ε),下表面长度为1*(1-ε);
[0045]
∵曲率较小,曲线可以用直线代替
[0046]
∴α=arcsinα=0.5/44≈0.011
[0047]
∵h=r-rcos2α
[0048]
∴h=r(1-cos2α)
[0049]
∵r≈l/sin2α
[0050]
∴
[0051]
当轧件刚好发生屈服时会产生约11mm的高度差。
[0052]
剪前料型有66mm、56mm、42mm、44mm,根据上述公式可以得出高度差范围在10.5-16.5mm。因此,设计剪前通道21的底板低于剪前轧机出口23的距离为:10mm-30mm。
[0053]
剪前耐磨板22设置在剪前通道21的后端,剪前耐磨板22的高度与剪切设备3的剪切中心点的高度相等,其目的实现轧件200通过剪前轧机24后,由剪前轧机出口23导出,轧件200会不接触剪前通道21的底部运动,实现阻力小,无摩擦,在轧件200运动至剪前耐磨板22后,轧件200与其进行轻微接触,产生微量摩擦,运动至剪切设备3的剪切中心点,剪切设备3进行剪切,全过程轧件200仅会有极短时间、小面积与外部发生接触,减少对剪前通道21的摩擦,保证了剪前通道21的使用寿命,设备维护也仅需对剪前耐磨板22进行更换。
[0054]
剪前通道21的侧壁能够防止轧件200在直线运动跑出轧制线,对比传统通道设计技术,轧件200在轧制线运动过程中,大幅度减少了轧制线卡阻、导致堆钢的几率,提高了生产的稳定性;
[0055]
对比传统技术,剪前通道21相对于水平面向上倾斜5
°
~15
°
,改变了传统的轧件200必须由于通道底部摩擦导向运动,实现通道几乎无磨损的技术目的。
[0056]
请参阅图1和图4,剪后设备机组5包括剪后通道喇叭口51、喇叭口基座52、剪后耐磨板53、剪后通道54、下弧板55、阻断板、剪后轧机进口56和剪后轧机57。
[0057]
以剪切设备3的剪切中心点为基准,剪后通道54的底板低于剪切设备3的剪切中心点10mm-30mm,剪后通道54下方设有下弧板55,其目的用于对剪切设备3剪切的钢头钢尾进
行导向引入下钢口,下弧板55为圆弧形,圆弧形的中心角大于60
°
,防止钢头钢尾弹起、飞到剪后通道54中,剪后通道54的后端还设有剪后耐磨板53,在下弧板55的上方设有可活动的阻断板,阻断板的目的用于紧急情况挡住轧件200进入剪后通道54,剪切设备3同步进行剪切,实现阻断生产,为下一工序提供安全保障。
[0058]
对比传统技术,剪后通道54相对于水平面向上倾斜5
°
~15
°
,改变了传统的轧件200必须由于通道底部摩擦导向运动,实现通道几乎无磨损的技术目的。
[0059]
请参阅图5和图6,剪切设备3包括剪刀座止挡装置4,剪刀座止挡装置4包括剪刀座46、横向止挡板41、立向止挡板42、刀片43、剪通道下钢口44(请参阅图1)和刀片压块45。
[0060]
剪刀座46上对角设有刀片43,并采用刀片压块45压紧刀片43,其目的是实现刀片43在剪切过程中不会松动,剪刀座46对应刀片43设有横向止挡板41和立向止挡板42,立向止挡板42用于干涉剪切的钢头与钢尾,让钢头钢尾通过横向止挡板41接触减少势能,向剪通道下钢口44坠落;横向止挡板41用于防止钢头钢尾向侧面飞出伤人,特别是剪切过程中,能够起到很好的干涉作用。剪通道下钢口44的宽度大于剪切设备3的出口宽度1.5倍,实现更好的收集剪切后的钢头与钢尾。
[0061]
本实施例提供的棒线材剪切生产线100的工作过程:
[0062]
在生产前,设置好检测系统1,确认检测箱11处于密封状态,也就是开合门12关闭,防止进气源15打开后或者在自然生产过程中,现场的灰尘、水汽影响检测器13的检测精准度;检测器13正对位于检测通道14的中心发出检测信号,确认没有物体阻挡,检测通道14与轧件200的距离设置为大于或等于10cm,其目的是即可防止轧件200在生产过程中因波动与检测通道14接触,又可最大程度防止空况中的异物、粉尘、阳光、水汽等堵塞检测通道14。检测通道14位于轧件200方向的头部的进气源15开气,气源为现场的压缩空气,在气源打开后,气源向上倾斜25
°‑
35
°
吹出,其目的可实现气源对检测通道14外部吹气后,会一定程度上带走检测箱11内的空气,所以密闭的检测箱11内的气压小于外部气压,而气源设置在检测通道14前端,补充气压会在前端就可完成,所以即便检测箱11密封程度不是很好,气压补充也会在通道口完成置换弥补,外部带有一定污浊的空气会在检测通道14的开口进气,随着气源快速排出,检测箱11内的空气环境是一直处于干净状态的,也就是气源前端检测器13的检测信号不会被影响;污浊的空气因气压小于气源,气源的空气质量也是无污染的,从而确保了检测器13的检测信号的精准度。在生产过程中,轧件200从剪前轧机出口23出来后,本实施例结合了轧件200在传输中的势能和轧件200的硬度,把剪前通道21的底板低于剪前轧机出口23的距离为10mm-30mm,剪前耐磨板22与剪切设备3的剪切中心点水平,实现轧件200通过剪前轧机24后,由剪前轧机出口23导出,轧件200会不接触剪前通道21的底部运动,实现阻力小,无摩擦,在轧件200运动至剪前耐磨板22后,轧件200与其进行轻微接触,产生微量摩擦,运动至剪切设备3的剪切中心点进行剪切,全过程轧件200仅会有极短时间、小面积与外部发生接触,减少对剪切通道的摩擦,保证了剪切通道的使用寿命,设备维护也仅需对剪前耐磨板22进行更换。
[0063]
在轧件200被剪切后,轧件200的头部会因剪切力再次抬头,高于轧件200移动的中心线,剪前耐磨板22又处于无接触状态,轧件200进入剪后通道54中,剪后通道54的底板低于剪切设备3的剪切中心点10mm-30mm,轧件200还是不会与剪后通道54的底部发生接触,顺利进入到剪后通道54的喇叭口,通过喇叭口导向进入剪后轧机57,在轧件200咬入剪后轧机
57后,轧件200与剪后耐磨板53分离,整个过程完成阻力小,设备损耗低,减少堆钢工艺故障。在剪切设备3进行剪切钢头钢尾时,钢头钢尾会通过圆弧形的下弧板55引入下方的收集斗。在出现堆钢等其他情况,剪刀座止挡装置4挡住轧件200进入剪后通道54,剪切设备3同步进行剪切,实现阻断生产,为下一工序提供安全保障。
[0064]
现有技术中,因钢头钢尾的自重,钢头钢尾会很快落入收集斗,为减少切损则剪切短,钢头钢尾自重减轻,会抛的更远,导致抛到剪后通道54上导致堆钢的工艺故障。本实施例中,立向止挡板42在钢头钢尾剪切后,会与其接触,干涉剪切的钢头与钢尾,让钢头钢尾通过立向止挡板42接触减少势能,向剪通道下钢口44坠落;横向止挡板41用于防止钢头钢尾向侧面飞出伤人,特别是紧急情况下的高频剪切,也就是碎断过程中,能够起到很好的干涉作用。
[0065]
在轧件200咬入剪前轧机24出现负载电流,且检测信号检测到钢头信号,两者信号连锁反馈至控制计算机,控制计算机根据轧制速度,测算钢头到剪切设备3的剪切中心点的时间,控制剪切;在剪切轧机没有咬钢,检测器13检测到没有钢的信号后,两者信号连锁反馈至控制计算机,控制计算机根据轧制速度,测算钢尾到剪切中心点的时间,控制剪切。
[0066]
对比例1:相比上述实施例,没有设置检测通道14,检测器13的检测信号会因现场工况空气中的污染物影响反馈信号,导致剪切设备3剪切钢头钢尾的长度无法精准控制。
[0067]
对比例2:相比上述实施例,没有设置进气源15,检测箱11内会有大量带有粉尘、水汽的空气,影响检测信号。
[0068]
对比例3:相比上述实施例,剪前通道21的底板的高度距离剪前轧机出口23的下边缘高度小于10mm,轧件200会与剪前通道21的底部出现接触、摩擦,影响轧件200的顺滑生产,在磨损一定程度后,会出现毛刺,导致堆钢,需要反复检查、修复。
[0069]
对比例4:剪后通道54的底板高度距离剪切设备3的剪切中心线的高度小于10mm,轧件200会与剪后通道54的底部出现接触、摩擦,影响轧件200的顺滑生产,在磨损一定程度后,会出现毛刺,导致堆钢,需要反复检查、修复。
[0070]
本实施例提供的棒线材剪切生产线100的有益效果包括:
[0071]
1.在检测通道14的头部上设置进气源15,进气源15可以吹出压缩空气,吹扫检测通道14与轧件200之间的粉尘及水汽,提高检测的精准度,从而在执行剪切的控制中,对轧件200的误差降低,降低成本,成材率得到进一步的优化和控制;
[0072]
2.轧件200会不接触剪前通道21和剪后通道54的底部运动,实现阻力小,无摩擦,在轧件200运动至耐磨板后,轧件200与其进行轻微接触,产生微量摩擦,减少对剪前通道21和剪后通道54的摩擦,保证了剪前通道21和剪后通道54的使用寿命,设备维护也仅需对剪前耐磨板22和剪后耐磨板53进行更换;
[0073]
3.在剪切设备3中,立向止挡板42用于干涉剪切的钢头与钢尾,让钢头钢尾通过横向止挡板41接触减少势能,向剪通道下钢口44坠落;横向止挡板41用于防止钢头钢尾向侧面飞出伤人,特别是剪切过程中,能够起到很好的干涉作用,防止钢头与钢尾会因为高速剪切的惯性抛到剪后通道54中导致堵塞通道、堆钢的工艺故障。
[0074]
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。