1.本发明涉及粗制钢结构加工的技术领域,具体涉及一种手持式机器人手臂焊接路径寻位方法及系统。
背景技术:
2.由于人工焊接的成本越来越高,机器人手臂在焊接中的应用越来越多,该设备需要准确的焊缝路径信息才能正常工作,焊接路径的信息包括焊缝的空间位置,和各个位置上,焊枪的空间姿态。
3.目前,确定焊缝路径的方法主要有:1)人工示教法。该方法需要工人手动引导机器人的焊枪走完整个焊缝,工作量很大;2)精细化三维模型分析法。该方法利用工件的三维精细化模型,分析得出工件的焊接路径,但该方法有2个缺点:
①
不是每个焊接工件都有自己的三维模型,
②
三维模型与实际工件的几何尺寸往往存在较大的偏差,导致该方法生成的焊接路径难以使用,特别是对于工民建钢结构等粗加工行业;3)机器人视觉法,首先采集工件表面的点云,然后利用机器视觉算法,分析点云的几何特征,来确定焊缝路径,面对不同的工件,焊接路径的计算方法差异很大,需要经常升级程序,对于焊接数量较少的工件,该方法的经济性不高。
4.因此,针对粗加工,无三维模型,且同规格数量较少的焊接工件,现有的确定焊缝路径的方法操作繁琐,准确率低且成本高。
技术实现要素:
5.为了解决针对粗加工,无三维模型,且同规格数量较少的焊接工件,现有的确定焊缝路径的方法操作繁琐,准确率低且成本高的问题,本发明提出了一种手持式机器人手臂焊接路径寻位方法,包括:
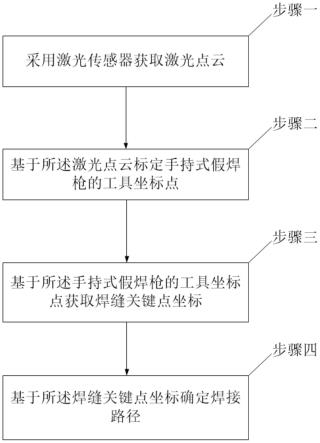
6.采用激光传感器获取激光点云;
7.基于所述激光点云标定手持式假焊枪的工具坐标点;
8.基于所述手持式假焊枪的工具坐标点获取焊缝关键点坐标;
9.基于所述焊缝关键点坐标确定焊接路径。
10.优选的,所述基于所述激光点云标定手持式假焊枪的工具坐标点,包括:
11.基于机器视觉技术得到所述手持式假焊枪顶部端面的空间坐标系;
12.基于所述激光点云计算得到所述手持式假焊枪的机器工具中心点的空间坐标系;
13.基于所述手持式假焊枪顶部端面的空间坐标系和所述手持式假焊枪的机器工具中心点的空间坐标系标定所述手持式假焊枪的工具坐标点。
14.优选的,所述基于机器视觉技术得到所述手持式假焊枪顶部端面的空间坐标系,包括:
15.所述手持式假焊枪的顶部端面预设直径不同的大圆、中圆和小圆;
16.基于机器视觉技术识别所述大圆、中圆和小圆的圆心坐标;
17.基于所述大圆、中圆和小圆的圆心坐标标定所述手持式假焊枪顶部端面的空间坐标系。
18.优选的,所述基于所述大圆、中圆和小圆的圆心坐标标定所述手持式假焊枪顶部端面的空间坐标系,包括:
19.基于所述大圆、中圆和小圆的圆心坐标计算所述手持式假焊枪顶部端面的x轴、y轴和z轴的指向;
20.基于所述手持式假焊枪顶部端面的x轴、y轴和z轴的指向标定所述手持式假焊枪顶部端面的空间坐标系。
21.优选的,所述基于所述激光点云计算得到所述手持式假焊枪的机器工具中心点的空间坐标系,包括:
22.基于所述激光点云计算获取得到所述手持式假焊枪的机器工具中心点的坐标;
23.基于所述手持式假焊枪顶部端面的空间坐标系获取所述手持式假焊枪的机器工具中心点的z轴指向;
24.获取所述手持式假焊枪弯管轴线所在平面;
25.基于所述手持式假焊枪弯管轴线所在平面计算得到所述手持式假焊枪的机器工具中心点的y轴指向;
26.基于所述手持式假焊枪的机器工具中心点的y轴指向和所述手持式假焊枪的机器工具中心点的z轴指向计算得到所述手持式假焊枪的机器工具中心点的x轴指向;
27.基于所述手持式假焊枪的机器工具中心点的x轴指向、所述手持式假焊枪的机器工具中心点的y轴指向、所述手持式假焊枪的机器工具中心点的z轴指向和所述手持式假焊枪的机器工具中心点的坐标得到所述手持式假焊枪的机器工具中心点的空间坐标系。
28.优选的,所述基于所述手持式假焊枪弯管轴线所在平面计算得到所述手持式假焊枪的机器工具中心点的y轴指向,包括:
29.获取三个位于所述手持式假焊枪弯管轴线的点的坐标;
30.基于三个所述点的坐标确定所述手持式假焊枪弯管轴线所在平面,所述手持式假焊枪的机器工具中心点的y轴指向与所述手持式假焊枪弯管轴线所在平面平行。
31.优选的,所述焊缝关键点坐标如下式计算:
32.p
t
=m
th
pf;
33.其中,p
t
为焊缝关键点坐标;pf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,所述手持式假焊枪顶部端面的空间坐标系;m
th
为手持式假焊枪的工具坐标点。
34.优选的,所述手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,所述手持式假焊枪顶部端面的空间坐标系如下:
[0035][0036]
其中,xf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的x轴指向;yf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的y轴指向;zf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的z轴指向;p
f0
为手持式假焊枪的机器工具
中心点位于焊接路径上的关键点处时小圆的圆心坐标。
[0037]
优选的,所述基于所述焊缝关键点坐标确定焊接路径,包括:
[0038]
由所有所述焊接关键点基于所述焊缝关键点坐标依次连接得到所述焊接路径。
[0039]
基于同一发明构思,本技术还提供了一种手持式机器人手臂焊接路径寻位系统,包括:
[0040]
获取模块,用于采用激光传感器获取激光点云;
[0041]
工具坐标点标定模块,用于基于所述激光点云标定手持式假焊枪的工具坐标点;
[0042]
焊缝关键点坐标获取模块,用于基于所述手持式假焊枪的工具坐标点获取焊缝关键点坐标;
[0043]
焊接路径确定模块,基于所述焊缝关键点坐标确定焊接路径。
[0044]
优选的,工具坐标点标定模块包括:
[0045]
第一计算子模块,用于基于机器视觉技术得到所述手持式假焊枪顶部端面的空间坐标系;
[0046]
第二计算子模块,基于所述激光点云计算得到所述手持式假焊枪的机器工具中心点的空间坐标系;
[0047]
工具坐标点标定子模块,基于所述手持式假焊枪顶部端面的空间坐标系和所述手持式假焊枪的机器工具中心点的空间坐标系标定所述手持式假焊枪的工具坐标点。
[0048]
与现有技术相比,本发明的有益效果为:
[0049]
本发明提供了一种手持式机器人手臂焊接路径寻位方法,包括:采用激光传感器获取激光点云;基于所述激光点云标定手持式假焊枪的工具坐标点;基于所述手持式假焊枪的工具坐标点获取焊缝关键点坐标;基于所述焊缝关键点坐标确定焊接路径。本发明提供的手持式机器人手臂焊接路径寻位方法通过手持式假焊枪的工具坐标点获取焊缝关键点坐标,进而确定焊接路径,操作简单,自动化程度高,具有良好的应用前景。
附图说明
[0050]
图1为本发明的一种手持式机器人手臂焊接路径寻位方法的整体流程图;
[0051]
图2为本发明的手持式假焊枪的顶端的结构示意图;
[0052]
图3为本发明的手持式假焊枪的侧视结构示意图。
具体实施方式
[0053]
本发明公开了一种手持式机器人手臂焊接路径寻位方法及系统,通过手持式假焊枪的工具坐标点获取焊缝关键点坐标,进而确定焊接路径,操作简单,自动化程度高,具有良好的应用前景。
[0054]
实施例1:
[0055]
本发明提出了一种手持式机器人手臂焊接路径寻位方法,如图1所示,包括:
[0056]
s1:采用激光传感器获取激光点云;
[0057]
s2:基于激光点云标定手持式假焊枪的工具坐标点;
[0058]
s3:基于手持式假焊枪的工具坐标点获取焊缝关键点坐标;
[0059]
s4:基于焊缝关键点坐标确定焊接路径。
[0060]
下面对本发明各步骤做详细介绍:
[0061]
s1中的采用激光传感器获取激光点云,包括:
[0062]
根据焊枪的几何形态,工人将手持式假焊枪的机器工具中心点,如图3所示,移动至焊接路径上的关键点,并按动假焊枪上的“采集”按钮以指令激光设备采集激光点云。
[0063]
s2中的基于激光点云标定手持式假焊枪的工具坐标点,包括:
[0064]
(1)基于机器视觉技术得到手持式假焊枪顶部端面的空间坐标系,包括:
[0065]
手持式假焊枪的顶部端面预设直径不同的大圆、中圆和小圆,如图2所示;
[0066]
基于机器视觉技术识别大圆、中圆和小圆的圆心坐标;
[0067]
小圆的圆心坐标如下:
[0068][0069]
其中,p
c0
为小圆的圆心坐标;x0为小圆圆心的x轴坐标;y0为小圆圆心的y轴坐标;z0为小圆圆心的z轴坐标;
[0070]
中圆的圆心坐标如下:
[0071][0072]
其中,p
c1
为中圆的圆心坐标;x1为中圆圆心的x轴坐标;y1为中圆圆心的y轴坐标;z1为中圆圆心的z轴坐标;
[0073]
中圆的圆心坐标如下:
[0074][0075]
其中,p
c2
为大圆的圆心坐标;x2为大圆圆心的x轴坐标;y2为大圆圆心的y轴坐标;z2为大圆圆心的z轴坐标。
[0076]
基于大圆、中圆和小圆的圆心坐标标定手持式假焊枪顶部端面的空间坐标系。
[0077]
其中,基于大圆、中圆和小圆的圆心坐标标定手持式假焊枪顶部端面的空间坐标系,包括:
[0078]
基于大圆、中圆和小圆的圆心坐标计算手持式假焊枪顶部端面的x轴、y轴和z轴的指向;
[0079]
手持式假焊枪顶部端面的x轴指向按下式计算:
[0080][0081]
其中,xc为手持式假焊枪顶部端面的x轴指向;
[0082]
手持式假焊枪顶部端面的y轴指向按下式计算:
[0083][0084]
其中,yc为手持式假焊枪顶部端面的y轴指向;
[0085]
手持式假焊枪顶部端面的z轴指向按下式计算:
[0086]
zc=xc×
yc;
[0087]
其中,zc为手持式假焊枪顶部端面的z轴指向,指向为手持式假焊枪顶部端面的法线方向。
[0088]
基于手持式假焊枪顶部端面的x轴、y轴和z轴的指向标定手持式假焊枪顶部端面的空间坐标系。
[0089]
手持式假焊枪顶部端面的空间坐标系如下:
[0090][0091]
其中,pc为手持式假焊枪顶部端面的空间坐标系;xc为手持式假焊枪顶部端面的x轴指向;yc为手持式假焊枪顶部端面的y轴指向;zc为手持式假焊枪顶部端面的z轴指向;p
c0
为小圆的圆心坐标。
[0092]
此处pc为一个4
×
4的分块矩阵。
[0093]
(2)基于激光点云计算得到手持式假焊枪的机器工具中心点的空间坐标系,包括:
[0094]
基于激光点云计算获取得到手持式假焊枪的机器工具中心点的坐标;
[0095]
基于手持式假焊枪顶部端面的空间坐标系获取手持式假焊枪的机器工具中心点的z轴指向;
[0096]
获取手持式假焊枪弯管轴线所在平面;
[0097]
基于手持式假焊枪弯管轴线所在平面计算得到手持式假焊枪的机器工具中心点的y轴指向;
[0098]
基于手持式假焊枪的机器工具中心点的y轴指向和手持式假焊枪的机器工具中心点的z轴指向计算得到手持式假焊枪的机器工具中心点的x轴指向;
[0099]
基于手持式假焊枪的机器工具中心点的x轴指向、手持式假焊枪的机器工具中心点的y轴指向、手持式假焊枪的机器工具中心点的z轴指向和手持式假焊枪的机器工具中心点的坐标得到手持式假焊枪的机器工具中心点的空间坐标系。
[0100]
其中,基于手持式假焊枪弯管轴线所在平面计算得到手持式假焊枪的机器工具中心点的y轴指向,包括:
[0101]
基于手持式假焊枪弯管轴线所在平面,获取三个位于手持式假焊枪弯管轴线的点的坐标;
[0102]
基于三个点的坐标,计算手持式假焊枪的机器工具中心点的y轴指向;
[0103]
y轴与手持式假焊枪弯管轴线所在平面平行。
[0104]
手持式假焊枪的机器工具中心点的y轴指向按下式计算:
[0105]dy
=(p
a-pb)
×
(p
c-pb)/|(p
a-pb)
×
(p
c-pb)|;
[0106]
其中,dy为手持式假焊枪的机器工具中心点的y轴指向;pa为位于手持式假焊枪弯
管轴线的a点的坐标;pb为位于手持式假焊枪弯管轴线的b点的坐标;pc为位于手持式假焊枪弯管轴线的c点的坐标;
[0107]
手持式假焊枪的机器工具中心点的x轴指向按下式计算:
[0108]dx
=dy×dz
;
[0109]
其中,d
x
为手持式假焊枪的机器工具中心点的x轴指向;dz为手持式假焊枪的机器工具中心点的z轴指向,指向为手持式假焊枪顶部端面的法线方向的一个正则化向量,向量正则化的方法见式:zc=xc×
yc。
[0110]
手持式假焊枪的机器工具中心点的空间坐标系如下:
[0111][0112]
其中,p
t
为手持式假焊枪的机器工具中心点的空间坐标系;d
x
为手持式假焊枪的机器工具中心点的x轴指向;dy为手持式假焊枪的机器工具中心点的y轴指向;dz为手持式假焊枪的机器工具中心点的z轴指向;t为手持式假焊枪的机器工具中心点的坐标。
[0113]
(3)基于手持式假焊枪顶部端面的空间坐标系和手持式假焊枪的机器工具中心点的空间坐标系标定手持式假焊枪的工具坐标点。
[0114]
手持式假焊枪的工具坐标点如下式计算:
[0115]mth
=p
t
p
c-1
;
[0116]
其中,m
th
为手持式假焊枪的工具坐标点;p
t
为手持式假焊枪的机器工具中心点的空间坐标系;pc为手持式假焊枪顶部端面的空间坐标系。
[0117]
手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的空间坐标系如下:
[0118][0119]
其中,xf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的x轴指向;yf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的y轴指向;zf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的z轴指向;p
f0
为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时小圆的圆心坐标。
[0120]
焊缝关键点坐标如下式计算:
[0121]
p
t
=m
th
pf;
[0122]
其中,p
t
为焊缝关键点坐标;pf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的空间坐标系;m
th
为手持式假焊枪的工具坐标点。
[0123]
s4中的基于焊缝关键点坐标确定焊接路径,包括:
[0124]
由所有焊接关键点基于焊缝关键点坐标依次连接得到焊接路径。
[0125]
机器人基于焊接路径进行焊接焊缝。
[0126]
实施例2
[0127]
本发明提供了一种手持式机器人手臂焊接路径寻位方法。
[0128]
本发明实施所需设备的主要部分为:
[0129]
(1)激光传感器
[0130]
该设备可用来采集手持式假焊枪圆柱体顶部平面的激光点云,该设备可以固定在一个支架上,也可以安装在机器人上。还具备和手持式模拟焊枪进行通讯的功能。
[0131]
(2)手持式假焊枪
[0132]
该设备的设计图纸如图2所示。该设备顶部是一个圆柱体,圆柱体的顶部平面上有3个圆圈,3个圆圈的直径大小不同,可成为大圆、中圆和小圆。
[0133]
小圆的圆心为手持式激光焊缝跟踪器的工具坐标系的原点;手持式假焊枪和真实的焊枪类似,小圆圆心和中圆圆心的连线为工具坐标系的x轴,x轴位于圆柱顶部平面与焊枪平面的交线上,指向与焊枪弯管凸起方向一致;z轴的指向垂直于圆柱体顶部平面,且向下;x和z轴确定好以后,按右手坐标系确定y轴指向。
[0134]
一、手持式假焊枪的标定方法
[0135]
模拟焊枪的机器工具中心点的z轴指向为手持式假焊枪的圆柱体的轴线指向;x轴与z轴垂直,且位于模拟焊枪弯管轴线所构成的平面上;按右手坐标系,确定它的y轴。采用以下方法标定手持式假焊枪的工具点:
[0136]
①
采用激光传感器,采集手持式假焊枪表面的激光点云;
[0137]
②
采用机器视觉技术识别出手持虚拟焊枪小圆、中圆和大圆的圆心坐标:
[0138]
小圆的圆心坐标如下:
[0139][0140]
其中,p
c0
为小圆的圆心坐标;x0为小圆圆心的x轴坐标;y0为小圆圆心的y轴坐标;z0为小圆圆心的z轴坐标;
[0141]
中圆的圆心坐标如下:
[0142][0143]
其中,p
c1
为中圆的圆心坐标;x1为中圆圆心的x轴坐标;y1为中圆圆心的y轴坐标;z1为中圆圆心的z轴坐标;
[0144]
中圆的圆心坐标如下:
[0145][0146]
其中,p
c2
为大圆的圆心坐标;x2为大圆圆心的x轴坐标;y2为大圆圆心的y轴坐标;z2为大圆圆心的z轴坐标。
[0147]
手持式假焊枪顶部圆柱面的x、y和z轴的指向分别为:
[0148][0149][0150]
zc=xc×
yc[0151]
其中,xc为手持式假焊枪顶部端面的x轴指向;yc为手持式假焊枪顶部端面的y轴指向;zc为手持式假焊枪顶部端面的z轴指向,指向为手持式假焊枪顶部端面的法线方向。
[0152]
大中小三个圆心所代表的坐标系可以采用矩阵pc来表示:
[0153][0154]
pc为一个4
×
4的分块矩阵。
[0155]
③
根据假焊枪的激光点云,确定假焊枪机器工具中心点处的xyz坐标和xyz轴的指向,方法为:
[0156]
其中,假焊枪机器工具中心点的坐标可以在点云中直接读出,为t;
[0157]
z轴的指向为dz为手持式假焊枪的机器工具中心点的z轴指向,指向为手持式假焊枪顶部端面的法线方向的一个正则化向量,向量正则化的方法见式:zc=xc×
yc。
[0158]
y轴的确定方法为:手持式假焊枪弯管轴线确定一个平面,识别出手持式假焊枪弯管轴线上的a、b和c三个点,y轴与该平面平行,因此y轴的计算方法为:
[0159]dy
=(p
a-pb)
×
(p
c-pb)/|(p
a-pb)
×
(p
c-pb)|
[0160]
其中,dy为手持式假焊枪的机器工具中心点的y轴指向;pa为位于手持式假焊枪弯管轴线的a点的坐标;pb为位于手持式假焊枪弯管轴线的b点的坐标;pc为位于手持式假焊枪弯管轴线的c点的坐标;
[0161]dx
=dy×dz
[0162]
其中,d
x
为手持式假焊枪的机器工具中心点的x轴指向;dz为手持式假焊枪的机器工具中心点的z轴指向,指向为手持式假焊枪顶部端面的法线方向的一个正则化向量。
[0163][0164]
其中,p
t
为手持式假焊枪的机器工具中心点的空间坐标系;d
x
为手持式假焊枪的机器工具中心点的x轴指向;dy为手持式假焊枪的机器工具中心点的y轴指向;dz为手持式假焊枪的机器工具中心点的z轴指向;t为手持式假焊枪的机器工具中心点的坐标。
[0165]
根据工具坐标点m
th
的定义,可以得出:
[0166]mth
pc=p
t
[0167]mth
=p
t
p
c-1
[0168]
其中,m
th
为手持式假焊枪的工具坐标点,p
t
为手持式假焊枪的机器工具中心点的空间坐标系;pc为手持式假焊枪顶部端面的空间坐标系。
[0169]
二、系统的使用方法
[0170]
根据焊枪的几何形态,工人将手持式假焊枪的机器工具中心点移动至焊接路径上的关键点,并按动假焊枪上的“采集”按钮以指令激光设备采集激光点云。然后,识别出假焊枪圆柱体顶部平面上的大圆、小圆和中圆的圆心,并按公式求出该点的坐标和xyz轴的指向,即矩阵:
[0171][0172]
其中,xf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的x轴指向;yf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的y轴指向;zf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的z轴指向;p
f0
为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时小圆的圆心坐标。
[0173]
此时,假焊枪机器工具中心点的位置为:
[0174]
p
t
=m
th
pf[0175]
其中,p
t
为焊缝关键点坐标;pf为手持式假焊枪的机器工具中心点位于焊接路径上的关键点处时,手持式假焊枪顶部端面的空间坐标系;m
th
为手持式假焊枪的工具坐标点。
[0176]
这样,假焊枪机器工具中心点的位置就是焊接路径上关键点的位置。当焊缝上所有关键点被采集完毕后,这些关键点的连线,就是机器人可以执行焊接路径。
[0177]
实施例3
[0178]
基于同一发明构思,本发明还提供了一种手持式机器人手臂焊接路径寻位系统,包括:
[0179]
获取模块,用于采用激光传感器获取激光点云;
[0180]
工具坐标点标定模块,用于基于激光点云标定手持式假焊枪的工具坐标点;
[0181]
焊缝关键点坐标获取模块,用于基于手持式假焊枪的工具坐标点获取焊缝关键点坐标;
[0182]
焊接路径确定模块,基于焊缝关键点坐标确定焊接路径。
[0183]
工具坐标点标定模块包括:
[0184]
第一计算子模块,用于基于机器视觉技术得到手持式假焊枪顶部端面的空间坐标系;
[0185]
第二计算子模块,基于激光点云计算得到手持式假焊枪的机器工具中心点的空间坐标系;
[0186]
工具坐标点标定子模块,基于手持式假焊枪顶部端面的空间坐标系和手持式假焊枪的机器工具中心点的空间坐标系标定手持式假焊枪的工具坐标点。
[0187]
第一计算子模块包括:
[0188]
预设单元,用于在手持式假焊枪的顶部端面预设直径不同的大圆、中圆和小圆;
[0189]
坐标识别单元,用于基于机器视觉技术识别大圆、中圆和小圆的圆心坐标;
[0190]
空间坐标系标定单元,用于基于大圆、中圆和小圆的圆心坐标标定手持式假焊枪顶部端面的空间坐标系。
[0191]
第二计算子模块包括:
[0192]
坐标获取单元,用于基于激光点云计算获取得到手持式假焊枪的机器工具中心点的坐标;
[0193]
z轴获取单元,用于基于手持式假焊枪顶部端面的空间坐标系获取手持式假焊枪的机器工具中心点的z轴指向;
[0194]
平面获取单元,用于获取手持式假焊枪弯管轴线所在平面;
[0195]
y轴计算单元,用于基于手持式假焊枪弯管轴线所在平面计算得到手持式假焊枪的机器工具中心点的y轴指向;
[0196]
x轴计算单元,用于基于手持式假焊枪的机器工具中心点的y轴指向和手持式假焊枪的机器工具中心点的z轴指向计算得到手持式假焊枪的机器工具中心点的x轴指向;
[0197]
空间坐标系计算单元,用于基于手持式假焊枪的机器工具中心点的x轴指向、手持式假焊枪的机器工具中心点的y轴指向、手持式假焊枪的机器工具中心点的z轴指向和手持式假焊枪的机器工具中心点的坐标得到手持式假焊枪的机器工具中心点的空间坐标系。
[0198]
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0199]
本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0200]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0201]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0202]
以上仅为本发明的实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均包含在申请待批的本发明的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。