1.本技术涉及生产制造技术领域,尤其涉及一种涂胶治具和涂胶方法。
背景技术:
2.目前,手机/穿戴等产品设计为了追求屏占比,实现全面屏效果,会对屏体的非显示区进行弯折设计,尽可能的减小屏体下边框尺寸。
3.但是,对屏体非显示区进行弯折的方案存在着一些弊端:屏体弯折的区域会存在着外表面受拉应力,内表面受压应力,屏体弯折区内部金属线(即麻花线)在弯折过程中,极易出现受到应力作用而产生裂纹的情况,导致焊盘弯曲(pad bending)后出现显示异常。
4.为了尽可能地减少屏体弯折区的内部金属线受力,现有设计方案在屏体弯折区上表面涂覆保护胶(bpl),通过调整保护胶厚度使金属线位于弯折区中性层上。然而,当前涂覆保护胶普遍采用的是点状涂胶,点状胶体扩散形成一个胶面,存在着胶扩散不充分不均匀的情况,导致胶体厚度不均匀,造成弯折区中性层的偏移,影响保护胶对金属线的保护效果。
技术实现要素:
5.本技术提供的涂胶治具和涂胶方法,解决现有技术中涂覆保护胶过程中产生的胶体厚度不均匀的技术问题。
6.为了解决上述技术问题,本技术提供的第一个技术方案为:提供一种涂胶治具,包括管状槽体和刮板;槽体包括相对设置的第一端和第二端;第一端和第二端设置有非封闭端口,槽体的第一端的端面用于与待涂胶件接触,以使槽体的侧壁与待涂胶件围成容纳胶体的容纳空间;刮板用于滑动搭设于槽体的第二端,并刮除多余的部分胶体。
7.在一实施方式中,槽体的第一端的端面设置有第一孔;槽体上设有抽气孔;槽体的侧壁内部设有抽气通道,抽气通道将抽气孔与第一孔连通;抽气孔用于连接抽真空装置,以使槽体的第一端的端面与待涂胶件吸附。
8.在一实施方式中,槽体包括槽体本体和致密涂层;槽体本体的材料为多孔材料;致密涂层覆盖槽体本体的除第一端的端面和抽气孔所在区域以外的表面;
9.或,槽体为致密基体。
10.在一实施方式中,还包括加热元件,设置于槽体上,加热元件用于加热胶体;
11.优选地,加热元件设置于槽体的侧壁内部或加热元件设置于槽体的侧壁外表面;
12.优选地,加热元件沿着槽体的周向均匀分布,且加热元件沿着槽体的高度方向均匀分布。
13.在一实施方式中,槽体侧壁的内表面设有第一防粘涂层;刮板用于与胶体接触的表面设有第二防粘涂层;
14.优选地,第一防粘涂层覆盖槽体的整个内表面;第二防粘涂层覆盖刮板的整个外表面。
15.在一实施方式中,刮板包括第一端面,用于与胶体接触;第一端面为光滑的平面,且与槽体的第一端的端面平行;
16.优选地,刮板还包括相对设置的第一侧面和第二侧面,第一端面连接第一侧面和第二侧面;第一侧面和第二侧面均为光滑的平面;
17.优选地,刮板的材质为金属、玻璃或硅片。
18.在一实施方式中,第一侧面和/或第二侧面上设有多个盲孔;盲孔用于容纳刮板刮除的多余的胶体的至少部分;
19.优选地,刮板还包括与第一端面相对设置的第二端面,盲孔与刮板的第一端面的距离小于盲孔与刮板的第二端面的距离。
20.在一实施方式中,槽体的第二端的端面设有台阶,由槽体的外表面指向内表面的方向,台阶相对于第一端的端面呈下降的趋势,台阶包括高位置面和低位置面,刮板用于搭设在台阶的低位置面;
21.优选地,台阶沿槽体的周向设置;低位置面的内缘与第一端的端口的大小和形状相同;
22.或,槽体的第二端的内表面设有滑槽,刮板具有对应滑槽的滑块,滑块滑动设置于滑槽内;
23.或,槽体的第二端的内表面设有滑轨,刮板具有对应滑轨的卡槽,卡槽滑动设置于滑轨上。
24.为了解决上述技术问题,本技术提供的第二个技术方案为:提供一种采用上述任意一项的涂胶治具的涂胶方法,包括:
25.将槽体设置于待涂胶件的表面,其中,槽体的第一端的端面与待涂胶件的表面抵接;
26.向槽体的侧壁与待涂胶件围成的容纳空间注入胶体;
27.采用刮板刮除多余的部分胶体;
28.使待涂胶件上的胶体固化。
29.在一实施方式中,在涂胶治具还包括加热元件时,在采用刮板刮除多余的部分胶体之前,还包括:
30.通过加热元件对槽体内的胶体进行加热;
31.优选地,待涂胶件包括显示屏,显示屏的可弯折区在槽体的第一端的端口的内缘在显示屏上的正投影内。
32.本技术的有益效果:区别于现有技术,本技术公开了一种涂胶治具和涂胶方法,涂胶治具包括管状槽体和刮板;槽体包括相对设置的第一端和第二端,第一端和第二端设置有非封闭端口;槽体的第一端的端面用于与待涂胶件接触,以使槽体的侧壁与待涂胶件围成容纳胶体的容纳空间;刮板用于滑动搭设于槽体的第二端,并刮除多余的部分胶体。采用上述的涂胶治具对显示屏等待涂胶件的涂胶区进行涂胶,将胶体注入槽体的侧壁与待涂胶件围成的容纳空间,并使用刮板将多余的部分胶体刮去,使得形成于显示屏等待涂胶件的涂胶区的胶层厚度均匀。
附图说明
33.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
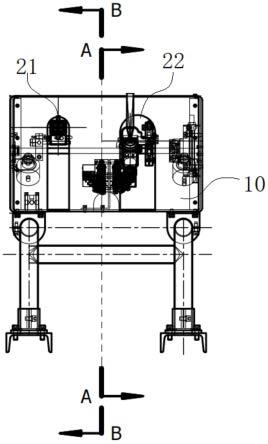
34.图1是本技术第一实施例提供的涂胶治具的结构示意图;
35.图2是图1提供的涂胶治具与待涂胶件装配结构示意图;
36.图3是图1提供的涂胶治具的刮板的结构示意图;
37.图4是显示屏的局部剖面结构示意图;
38.图5是本技术第二实施例提供的涂胶治具的结构示意图;
39.图6是图5提供的涂胶治具的槽体的俯视结构示意图;
40.图7是本技术第三实施例提供的涂胶治具的结构示意图;
41.图8是本技术第四实施例提供的涂胶治具的结构示意图;
42.图9是本技术第五实施例提供的涂胶治具的结构示意图;
43.图10是本技术第一实施例提供的涂胶方法;
44.图11是本技术第二实施例提供的涂胶方法。
具体实施方式
45.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
46.以下描述中,为了说明而不是为了限定,提出了诸如特定系统结构、接口、技术之类的具体细节,以便透彻理解本技术。
47.本技术中的术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”的特征可以明示或者隐含地包括至少一个所述特征。本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。本技术实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果所述特定姿态发生改变时,则所述方向性指示也相应地随之改变。本技术实施例中的术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或组件。
48.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现所述短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
49.下面结合附图和实施例对本技术进行详细的说明。
50.请参阅图1至图4,图1是本技术第一实施例提供的涂胶治具的结构示意图,图2是图1提供的涂胶治具与待涂胶件装配结构示意图,图3是图1提供的涂胶治具的刮板的结构示意图,图4是显示屏的局部剖面结构示意图。
51.涂胶治具100包括槽体11。可选的,涂胶治具100还可包括刮板12。槽体11可为管状槽体。其中,槽体11用于容置胶体。槽体11包括相对设置的第一端111和第二端112,第一端111和第二端112设置有非封闭端口,槽体11的第一端111的端面用于与待涂胶件20接触,以使槽体11的侧壁与待涂胶件20围成容纳胶体的容纳空间。刮板12用于滑动搭设于槽体11的第二端112,并刮除多余的部分胶体。
52.可以理解,槽体11仅包括管状侧壁,并不包括遮盖管状侧壁容纳空间的顶壁和底壁,以使胶体可以通过槽体11的第二端112的端口注入槽体11的容纳空间,槽体11的容纳空间的胶体通过槽体11的第一端111的端口与待涂胶件20直接接触。刮板12在沿着垂直于刮板12移动方向的两端均搭接于槽体11的第二端112,以对胶体的整个表面进行刮除。例如,刮板12的两端分别搭接在槽体11的相对两个侧壁上。
53.在本实施例中,槽体11的第二端112的端面设有台阶a,由槽体11的外表面指向内表面的方向,台阶a相对于第一端111的端面呈下降趋势。台阶a包括低位置面a和高位置面b,刮板12用于搭设于台阶a的低位置面a上。优选的,台阶a沿槽体11的周向设置;台阶a的低位置面a的内缘与第一端111的端口的大小和形状相同。刮板12在台阶a的低位置面a上滑动。台阶a的低位置面a在沿着刮板12移动方向相对的两端的部分的宽度(沿槽体11外表面指向内表面的方向上的尺寸)大于或等于刮板12沿第一方向x的厚度,使得刮板12移动到环形台阶的两端时,可以与槽体11的容纳空间的胶体完全错位而不接触。第一方向x平行于刮板12的第一侧面121指向第二侧面122的方向。低位置面a可为平面。槽体11的第一端111的端面可为平面。刮板12移动方向可平行于第一方向x。
54.将槽体11的第一端111的端面与台阶a的低位置面a之间的距离h设计为待涂胶件20所需胶层的厚度。向槽体11的容纳空间注入胶体的高度高于台阶a的低位置面a,但低于台阶a的高位置面b,然后使刮板12移动,刮板12前进过程中将多余的胶体刮除,刮除的过程中有利于将胶体内部残留的气体挤出,从而消除或减少胶体内部孔隙和气泡,减小胶体厚度偏差,避免了胶体扩散不充分不均匀的情况,保证胶体厚度精度,保证金属线位于弯折区的中性层,避免金属线受力开裂,导致器件出现显示异常,提高了器件的可靠性。
55.刮板12从槽体11的第二端112的一侧移动到相对的另一侧,刮板12移动过程中,多余的胶体将被刮板12挡住并推走,不能流动到刮板12后面。刮板12沿第二方向y的尺寸m可大于槽体11的容纳空间的横截面沿第二方向y的尺寸n。第二方向y可垂直于刮板12的移动方向。第二方向y可垂直于槽体11的第一端111指向第二端112的方向z。槽体11的容纳空间的横截面可垂直于槽体11的第一端111指向第二端112的方向z。刮板12的移动方向可垂直于槽体11的第一端111指向第二端112的方向z。
56.刮板12沿第二方向y的尺寸m可等于槽体11的高位置面b的内缘沿第二方向y的尺寸。位于高位置面b和低位置面a之间的侧面沿第二方向y相对的两部分相当于刮板12的导轨。
57.在一实施方式中,待涂胶件20为显示屏。参见图2和图4,显示屏为柔性显示屏,显示屏包括可弯折区21和位于可弯折区两侧的第一非弯折区和第二非弯折区。位于可弯折区
21的显示屏的外表面受拉应力,内表面受压应力,位于可弯折区21的金属线(图未示)在弯折过程中极易出现受到应力作用而产生裂纹。为了尽可能的避免可弯折区21的金属线受力,在位于可弯折区21的显示屏的表面涂覆保护胶23(bpl),通过调整保护胶23厚度使金属线位于可弯折区21中性层上。然而,若涂覆保护胶23采用的是点状涂胶,点状胶体扩散形成一个胶面,存在着胶扩散不充分不均匀的情况,导致胶体厚度不均匀,造成弯折区21中性层的偏移,影响保护胶23对金属线的保护效果。其中,显示屏的具体结构不再赘述,可参见现有技术。如图4所示,弯折后的显示屏20的第一非弯折区和第二非弯折区之间可设置有支撑膜29、复合胶带27和垫高块28。第一非弯折区远离第二非弯折区的一侧可设置有偏光片26、贴合胶25和盖板24等。
58.鉴于此,可以使用本技术提供的涂胶治具100对显示屏等待涂胶件进行涂胶时,使槽体11的第一端111的端口与显示屏等待涂胶件的待涂胶区域精准对位,将胶体注入槽体11的侧壁与所述待涂胶件围成的容纳空间,利用胶体自身的重力作用沉积在显示屏的待涂胶区域,然后使用刮板12将多余的部分胶体刮去。相对于现有技术中使用点状涂胶的方式,通过点状胶体扩散而形成胶面,扩散不均匀易导致厚度不均匀,扩散不充分易产生孔隙。本技术利用胶体自身的重力作用,可以保证显示屏的待涂胶区域的涂胶的均匀性,使得形成于显示屏弯折区的胶层厚度均匀,避免了显示屏的弯折区的中性层的偏移,保证显示屏弯折区的金属线位于弯折区的中性层,使得胶层对金属线起到很好的保护作用,避免金属线在弯折过程中受到应力而发生裂纹,利于提高显示屏的可靠性。同时,由于胶体是采用注入的方式,形成胶面不需要扩散,且刮板12在刮除的过程中可以将胶体内部残留的其他挤出,形成于显示屏表面的胶层中也就不易产生孔隙,可以防止水/氧等外界物质通过孔隙侵入弯折区屏体内部的金属线,进一步保证了显示屏的可靠性。
59.其中,胶体可以是保护胶(bpl)。槽体11的容纳空间的横截面(垂直于方向z)为矩形,例如长方形或正方形。可以理解,槽体11的容纳空间的横截面的形状根据形状进行设计,与待涂胶件20的待涂胶区域的形状配合设计即可。
60.进一步,槽体11的第一端111的端面设置有多个第一孔(图未示)。槽体11的侧壁内部设置有抽气通道(图未示)。槽体11上设有抽气孔113。抽气孔113可设于槽体11的侧壁上,例如设于槽体11的侧壁外表面,抽气孔113用于连接抽真空装置(图未示)。涂胶治具还可包括抽真空装置。抽气通道将抽气孔113与多个第一孔连通,通过抽真空装置进行抽真空,以使槽体11的第一端111的端面与待涂胶件20吸附,避免胶体注入槽体11的容纳空间过程中或使用刮板12刮去多余的部分胶体过程中,胶体从槽体11与待涂胶件20之间的接触处溢出,避免在显示屏的待涂胶区域之外不应该涂胶的区域涂覆上胶体,也减少了胶体的浪费。可以理解,在抽真空过程中,需控制吸附力度不损伤待涂胶件20。
61.在一实施方式中,槽体11包括槽体本体(图未示)和致密涂层(图未示)。槽体本体的材料为多孔材料,例如,碳化硅、氧化铝;其中,多孔材料指的是一种由相互贯通或封闭的孔洞构成网络结构的材料。致密涂层覆盖槽体本体的除第一端111的端面和抽气孔113所在区域以外的表面。可以理解,由多孔材料形成的槽体本体,槽体本体的侧壁内部具有多个微孔,多个微孔作为上述的抽气通道。由于槽体本体的表面也暴露有多个微孔,作为第一孔和抽气孔113,通过致密涂层对槽体本体除与待涂胶件20接触的端面(第一端111的端面)和抽气孔113所在区域以外的表面进行覆盖,以使对槽体11的环形侧壁内部抽真空,可以使槽体
11的第一端111的端面能够与待涂胶件20紧密吸附,避免胶体注入及受刮过程中从治具与屏体之间的间隙溢出。
62.在一实施方式中,槽体11为致密基体。槽体11的侧壁的内部具有一个或多个上述的抽气通道。具体地,可以通过激光刻蚀的方式在致密基体的内部形成一个或多个抽气通道,并在槽体11的第一端111的端面上形成多个第一孔,且抽气通道将第一孔与抽气孔113连通。
63.或者,也可以在槽体11的侧壁的内部设置空腔(作为抽气通道),通过空腔将抽气孔113与槽体11的第一端111的端面的第一孔连通。
64.槽体11的侧壁的内表面可设有第一防粘涂层(图未示),避免涂胶完成后,移除槽体11时槽体11会粘走胶体,造成待涂胶件20上胶层厚度异常甚至脱落。即,槽体11的内表面可设有第一防粘涂层,便于后续将胶体与槽体11脱模,防止槽体11脱模破坏胶层形状。当槽体11包括槽体本体和致密涂层,槽体本体的材料为多孔材料时,第一防粘涂层设于致密涂层的表面。优选的,第一防粘涂层覆盖槽体11的整个内表面。涂胶治具中的槽体与胶体接触的内表面做防粘处理,避免涂胶完成治具取出时粘走胶体。
65.刮板12用于与胶体接触的表面可设有第二防粘涂层(图未示),避免刮板12在刮除多余的胶体时粘走胶体,造成待涂胶件20上胶层厚度不一致。优选的,第二防粘涂层覆盖刮板12的整个外表面。刮板外表面做防粘处理,避免粘附胶体引起bpl胶厚度异常。
66.可以理解,当待涂胶件20为显示屏时,通过在槽体11的内表面设置第一防粘涂层,在刮板12用于与胶体接触的表面设有第二防粘涂层,避免了待涂胶件20上胶层厚度异常,也就避免了由于厚度异常造成显示屏的可弯折区21的中性层的偏移。
67.可选的,第一防粘涂层和第二防粘涂层均为铁氟龙;第一防粘涂层和第二防粘涂层的材料,可以根据需要进行选择,能够防粘即可,本发明实施例对此不作限定。
68.参阅图2,涂胶治具100还包括加热元件13,加热元件13设置于槽体11上,加热元件13用于加热槽体11内的胶体。通过设置加热元件13,随着温度的升高,胶体内部的气泡压强变大,体积也逐渐变大,同时胶体的粘度降低,胶体的流动性增强,有利于胶体内部气体的扩散和溢出。
69.当待涂胶件20为显示屏,相对于现有技术中使用点状涂胶的方式,通过点状胶体扩散而形成胶面,涂覆过程中易产生气泡,本技术提供的涂胶治具100可以对胶体进行加热,以利于胶体内部的气泡排出,防止由于气泡的存在造成显示屏的可弯折区21的中性层的偏移,保证显示屏可弯折区21的金属线位于可弯折区21的中性层,使得胶层对金属线起到很好的保护作用,避免金属线在弯折过程中受到应力而发生裂纹,同时,可以防止水/氧等外界物质通过气泡侵入可弯折区21屏体内部的金属线,利于提高显示屏的可靠性。
70.可选的,参见图2,加热元件13设置于槽体11的侧壁的内部。
71.可选的,加热元件13设置于槽体11的侧壁的外表面。
72.可选的,加热元件13可以是发热丝、发热网、发热膜等,能够实现加热功能即可。
73.可选的,加热元件13沿着槽体11的周向均匀分布,且加热元件13沿着槽体的高度方向均匀分布,实现对位于槽体11的容纳空间的胶体的均匀加热,保证形成于显示屏的可弯折区21表面的胶层的均匀性、一致性。
74.参见图3,刮板12包括相对设置的第一侧面121和第二侧面122,还包括相对设置的
第一端面123和第二端面124;第一端面123连接第一侧面121和第二侧面122,第二端面124连接第一侧面121和第二侧面122。其中,第一端面123为刮板12用于胶体接触的表面。如图3所示,在本实施方式中,刮板12为长方体。刮板12的第一端面123可为平面。
75.在一实施方式中,仅第一端面123为光滑的表面,使得刮板12胶体表面反复刮除的过程中,刮板12不会使胶体的表面变得凹凸不平,利于保证胶体厚度的一致性。且第一端面123与槽体11的第一端111的端面平行,保证胶体厚度精度。
76.在一实施方式中,第一侧面121、第二侧面122和第一端面123均为光滑的平面。由于刮板12在刮除胶体的过程中,第一侧面121和第二侧面122靠近第一端面123的部分会与胶体接触,将第一侧面121和第二侧面122设为光滑的平面,进一步保证刮板12刮除的过程中不会使胶体的表面变得凹凸不平。
77.可选的,刮板12的材质为金属、玻璃或硅片;刮板12的材质可以根据需要进行选择,能够实现其表面为光滑平面即可。
78.继续参阅图3,在第一侧面121和/或第二侧面122上设有多个盲孔125,盲孔125用于容纳刮板12刮除的多余的胶体的至少部分。在刮板12刮除多于的部分胶体时,将多余的胶体的至少部分吸进盲孔125,以便于对多余的胶体进行重复利用,避免材料的浪费。刮板12可以从槽体11上取下。
79.盲孔125与刮板12的第一端面123的距离小于盲孔125与刮板12的第二端面124的距离。即,盲孔125设于靠近第一端面123的一端,以利于吸附多余的胶体。
80.可选的,盲孔125与第一端面123之间的距离大于10微米;可以理解,盲孔125与第一端面123之间的距离太小,刮板12在刮除多余胶体的过程中,盲孔125可能会造成胶体表面凹凸不平,通过上述尺寸设置,以避免盲孔125在吸附多余胶体的同时对胶体表面平整度的影响。
81.示例性的,由第一侧面121指向第二侧面122的方向与刮板12的移动方向相同,第二侧面122设置盲孔125。示例性的,由第二侧面122指向第一侧面121的方向与刮板12的移动方向相同,第一侧面121设置盲孔125。可选的,第一侧面121和第二侧面122均设置盲孔125,则刮板12的移动方向可根据需要任意设置。
82.可选的,在盲孔125的孔壁上设有第三防粘涂层,以便于将盲孔125内吸附的多余胶体取出重复利用。第三防粘涂层为铁氟龙;第三防粘涂层的材料可以根据需要进行选择,能够防粘即可。
83.盲孔125形状尺寸以及数量不限,可以根据需要选择。可以理解,盲孔125孔径的大小决定着盲孔125的吸附力,盲孔125的吸附力的设计应满足使其在吸附胶体的同时不影响胶体上表面的平整度。
84.请参阅图5和图6,图5是本技术第二实施例提供的涂胶治具的结构示意图,图6可以是图5提供的涂胶治具的槽体的俯视结构示意图。
85.图5提供的涂胶治具100与图1提供的涂胶治具100结构基本相同,不同之处在于:槽体11与刮板12的连接方式不同,其他相同的部分不再赘述。
86.在本实施例中,刮板12搭设于槽体11的第二端112的端面。此时,将槽体11的高度h设计为待涂胶件20所需胶层厚度。
87.为了避免刮板12在刮除多于胶体的过程中,胶体顺着槽体11的外表面流下,在槽
体11的第二端112的端面上设有凹槽1121,以使刮除过程中多余的胶体流至凹槽1121,便于重复利用。图5相当于在图1中的低位置面靠近高位置面的一侧设置凹槽。
88.可以理解,图5提供的涂胶治具相对于图1提供的涂胶治具,且图5提供的涂胶治具的凹槽1121具有更大的收集空间,利于胶体的重复利用。
89.可选的,如图7所示,凹槽1121内侧的和外侧的端面可以是等高的,凹槽1121内侧和外侧的端面位于同一平面。图6也可以是图7提供的涂胶治具的槽体的俯视结构示意图。
90.请参阅图8和图9,图8是本技术第三实施例提供的涂胶治具的结构示意图,图9是本技术第四实施例提供的涂胶治具的结构示意图。
91.图8和图9提供的涂胶治具100与图1提供的涂胶治具100结构基本相同,不同之处在于:槽体11与刮板12的连接方式不同,其他相同的部分不再赘述。
92.在本实施例中,在槽体11的第二端112的内表面设有滑槽或滑轨,刮板12具有对应的滑块或卡槽。即,当槽体11的第二端112的内表面设有滑轨1122,刮板12具有对应滑轨的卡槽126,卡槽126滑动设于滑轨1122上(如图8所示);此时,将滑轨1122靠近槽体11的第一端111的表面与第一端111的端面之间的距离h设计为待涂胶件20所需胶层厚度。当槽体11的第二端112的内表面设有滑槽1123,刮板12具有对应滑槽1123的滑块127,滑块127滑动设于滑槽1123内(如图9所示);此时,将滑槽1123靠近槽体11的第一端111的表面与第一端111的端面之间的距离h设计为待涂胶件20所需胶层厚度。
93.在一实施方式中,为了避免刮板12在刮除多余胶体的过程中,胶体顺着槽体11的外表面流下,在槽体11的第二端112的端面上设有凹槽1121,以使刮除过程中多余的胶体流至凹槽1121,便于重复利用。
94.在另一实施方式中,为了避免刮板12在刮除多余胶体的过程中,胶体顺着槽体11的外表面流下,在槽体11的第二端112设有缺口(图未示),缺口的轴线与刮板12的滑动方向基本平行,在缺口处设置收集装置以收集多余胶体。
95.可以理解,图8和图9提供的涂胶治具相对于图1提供的涂胶治具,凹槽1121具有更大的收集空间,利于胶体的重复利用。
96.请参阅图10,图10是本技术第一实施例提供的采用涂胶治具的涂胶方法。
97.本技术还提供了一种采用上述任一实施例的涂胶治具100对显示屏等待涂胶件进行涂胶的方法,包括:
98.步骤110:将槽体11设置于待涂胶件20的表面,其中,槽体11的第一端111的端面与待涂胶件20的表面抵接。
99.步骤120:向槽体11的侧壁与待涂胶件围成的容纳空间注入胶体。
100.其中,胶体的厚度大于目标胶层的厚度,目标胶层为显示屏所需胶层的厚度。
101.步骤130:采用刮板12刮除多余的部分胶体。
102.步骤140:使待涂胶件20上的胶体固化。
103.示例性的,示例性的,待涂胶件20包括显示屏。首先使槽体11与展平的显示屏的待涂胶区域精准对位,精准对位指的是显示屏的弯折区21在槽体11的第一端111的端口的内缘在显示屏20上的正投影内。对位完成后,槽体11的第一端111的端面与显示屏接触,打开抽真空装置,使槽体11与显示屏紧密吸附在一起,吸附力度确保不损伤屏体。向槽体11的容纳空间注入大于需求厚度的胶体,然后使用刮板12刮除多余胶体。刮板12刮除滑动的过程
中,也有利于将胶体内部残留的气体挤出。经过刮板12刮除后的胶体厚度均一性好,内部均匀,可确保金属线位于中性层。压合完成后移除槽体11,随后对胶体进行固化。该涂胶方法可有效消除胶体内部的孔隙和气泡,提高胶体厚度精度,保证金属线位于显示屏弯折区的中性层,避免金属线受力开裂,大大提高显示屏的可靠性。
104.请参阅图11,图11是本技术第二实施例提供的采用涂胶治具的涂胶方法。
105.本技术还提供了一种采用上述任一实施例的涂胶治具100对显示屏进行涂胶的方法,包括:
106.步骤210:将槽体11设置于待涂胶件20的表面,其中,槽体11的第一端111的端面与待涂胶件20的表面抵接。
107.步骤220:向槽体11的侧壁与待涂胶件围成的容纳空间注入胶体。
108.其中,胶体的厚度大于目标胶层的厚度,目标胶层为显示屏所需胶层的厚度。
109.步骤230:通过加热元件对槽体11内的胶体进行加热。
110.步骤240:采用刮板12刮除多余的部分胶体。
111.步骤250:使待涂胶件20上的胶体固化。
112.示例性的,待涂胶件20包括显示屏。首先使槽体11与显示屏等待涂胶件的待涂胶区域精准对位,精准对位指的是显示屏的弯折区21在槽体11的第一端111的端口的内缘的正投影内。显示屏的弯折区21在槽体11的第一端111的端口的内缘在显示屏20上的正投影内。对位完成后,槽体11的第一端111的端面与显示屏等待涂胶件接触,打开抽真空装置,使槽体11与显示屏等待涂胶件紧密吸附在一起,吸附力度确保不损伤屏体等待涂胶件。加热元件对槽体11内的胶体进行加热,随着温度升高,胶体内部的气泡压强变大,体积也逐渐变大,同时bpl胶(可以为uv胶)粘度降低,流动性增强,有利于胶体内部气体的扩散和溢出。向槽体11的容纳空间注入大于需求厚度的胶体,胶体注入完成保温一定时间,是为了使胶体内部的气体扩散溢出,然后使用刮板12刮除多余胶体。刮板12刮除滑动的过程中,也有利于将胶体内部残留的气体挤出。经过刮板12刮除后的胶体厚度均一性好,内部均匀,可确保金属线位于中性层。压合完成后移除槽体11,随后对胶体进行固化。该涂胶方法可有效消除胶体内部的孔隙和气泡,提高胶体厚度精度,保证金属线位于显示屏弯折区的中性层,避免金属线受力开裂,大大提高显示屏的可靠性。
113.以上仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。