1.本发明涉及使多个树脂部件振动焊接而成的振动焊接成形品、用于得到振动焊接成形品的振动焊接装置以及振动焊接成形品的制造方法。
背景技术:
2.例如,有时在设置于车辆的后部的尾门的上部设置有称为尾门扰流板的树脂性的部件。作为一例,尾门扰流板使用了由多个树脂部件振动焊接而成的振动焊接成形品。作为与这样的振动焊接成形品相关的现有技术,有日本特开2010-208058号公报所公开的技术。
3.日本特开2010-208058号公报所示那样的振动焊接成形品具有:外侧部件,其包含形成为大致v字状的部位;以及内侧部件,其配置于该外侧部件的形成为大致v字状的部位的内侧,并且振动焊接于外侧部件。
4.外侧部件具有大致板状的基面部和相对于该基面部斜着形成且与基面部对置的斜面部。另外,内侧部件具有振动焊接于基面部的第一接合面部、以及振动焊接于斜面部的第二接合面部。
5.在振动焊接时,一边将第一接合面部朝向基面部按压一边施加振动,并且将斜面部朝向第二接合面部按压。
6.通过利用振动焊接使2个部件一体化,而不需要使用粘接剂等,另外,能够确保高外观性。
技术实现要素:
7.日本特开2010-208058号公报所公开那样的尾门扰流板设置在车辆的后端上部,因此,从后续车辆看来的目视确认性高。因此,考虑在一部分车辆中,在外侧部件的斜面部设置开口,在该开口设置刹车灯。
8.在这样的情况下,可知:如日本特开2010-208058号公报所公开那样利用辅具(辅助工具)按压斜面部时,可能产生以下要说明那样的问题。斜面部的强度因形成有开口而降低。因此,在一边利用辅具按压斜面部一边进行焊接时,因斜面部较大地挠曲等,可能无法将内侧部件充分地焊接于外侧部件。
9.不限于尾门扰流板,在具有开口的振动焊接成形品中,优选使内侧部件以高强度焊接于外侧部件。
10.本发明提供一种能够使内侧部件以高强度焊接于外侧部件的技术。
11.根据本公开说明书,提供一种振动焊接成形品,其具有:外侧部件,其包含形成为大致v字状的部位;以及内侧部件,其配置于该外侧部件的形成为大致v字状的部位的内侧,并且振动焊接于所述外侧部件,
12.其中,
13.所述外侧部件包括:大致板状的基面部;以及斜面部,其相对于该基面部斜着形
成,且与所述基面部对置,
14.所述斜面部具有以能够安装其他部件的方式开设的外侧部件开口部,
15.所述内侧部件包括:第一接合面部,其振动焊接于所述基面部;第二接合面部,其振动焊接于所述斜面部;以及突起部,其从该第二接合面部朝向所述基面部突出。
附图说明
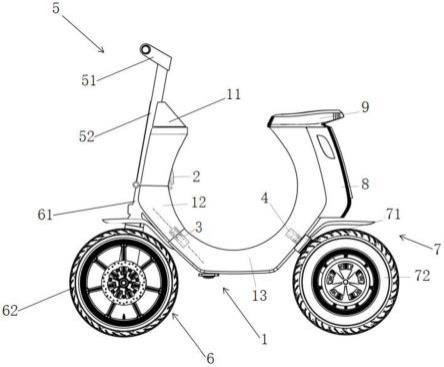
16.图1是作为实施例1的振动焊接成形品的尾门扰流板的立体图。
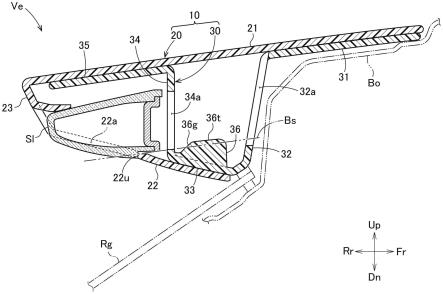
17.图2是沿图1中的2-2线的剖视图。
18.图3a是图2所示的内侧部件的立体图,图3b是图3a的箭头3b方向的视图。
19.图4是作为其他部件的刹车灯被拆下的状态下的沿图1中的箭头4方向的视图。
20.图5是对用于制造图2所示的尾门扰流板的振动焊接装置进行说明的图。
21.图6是实施例2的尾门扰流板所使用的内侧部件的俯视图。
具体实施方式
22.以下,根据附图对本发明的实施方式进行说明。此外,在说明中,左右是指以车辆的乘员为基准的左右,前后是指以车辆的行进方向为基准的前后。另外,图中,标号fr表示前,标号rr表示后,标号le表示从乘员观察时的左,标号ri表示从乘员观察时的右,标号up表示上,标号dn表示下。
23.《实施例1》
24.参照图1和图2。作为振动焊接成形品10的尾门扰流板10(以下,简称为扰流板10。)设置于车辆ve的后端上部。扰流板10以提高车辆ve的空气动力特性并且提高设计性为目的而安装于车体bo。
25.扰流板10以从车体bo的后端上部连续的方式向后方延伸,并且遍及车宽方向地设置。在扰流板10的下方设置有后玻璃rg。
26.参照图2。扰流板10具有:外侧部件20,其包括形成为大致v字状的部位;以及内侧部件30,其配置于该外侧部件20的形成为大致v字状的部位的内侧,并且振动焊接于外侧部件20。
27.在扰流板10设置有作为其他部件si的刹车灯si(以下简称为灯si)。灯si在制动器工作时点亮,用于使后续车辆识别处于减速中。
28.外侧部件20是能够从车辆ve的外侧目视确认的树脂制的设计部件。外侧部件20具有:大致板状的基面部21,其从车体bo的顶棚连续地向后方延伸;斜面部22,其相对于该基面部21斜着形成且与基面部21对置;以及连接部23,其连接所述基面部21及斜面部22。
29.在斜面部22以能够安装灯si的方式开设有外侧部件开口部22a。斜面部22例如相对于基面部21倾斜20
°
。该角度优选为30
°
以下。关于理由在后面进行叙述。
30.斜面部22和连接部23相对于基面部21的倾斜角不同。另外,也可以构成为斜面部22从基面部21的端部不经由连接部23而延伸。
31.内侧部件30具有:第一接合面部31,其振动焊接于基面部21;立壁部32,其从该第一接合面部31朝向斜面部22立起;第二接合面部33,其从该立壁部32沿着斜面部22延伸并振动焊接于斜面部22;辅助壁部34,其从该第二接合面部33朝向基面部21延伸;辅助腿部
35,其从该辅助壁部34沿着基面部21延伸;以及突起部36,其从第二接合面部33朝向基面部21突出。
32.参照图3a。内侧部件30还具有多个肋37,肋37连接辅助壁部34和辅助腿部35。
33.第一接合面部31的左右两端部向前方伸出,第一接合面部31的其他部分形成为大致相同的前后宽度。在第一接合面部31的与基面部21(参照图2)抵接的面上,为了促进振动焊接,也可以形成微小高度的多个凸部(焊接肋)。
34.一并参照图2。立壁部32相对于从基面部21和第一接合面部31垂直立起的面朝向后方倾斜。立壁部32具有内侧部件开口部32a,内侧部件开口部32a开设在与外侧部件开口部22a对置的位置。
35.内侧部件开口部32a是在左右方向上长的大致矩形形状的开口。内侧部件开口部32a仅形成在立壁部32的与灯si对置的部位。内侧部件开口部32a在以自基面部21起的高度为基准的情况下,至少一部分形成为与外侧部件开口部22a相同的高度。
36.参照图2和图3b。第二接合面部33的配置灯si的部位的前方部分的前后宽度比其他部位的前后宽度窄。在第二接合面部33的与斜面部22抵接的面上,为了促进振动焊接,也可以形成微小高度的多个凸部(焊接肋)。沿着斜面部22形成的第二接合面部33例如相对于基面部21倾斜20
°
。
37.参照图2和图3a。辅助壁部34的配置灯si的部位朝向前方形成为凹状。参照图4,在辅助壁部34开设有形状不同的多个辅助壁开口部34a、34b。能够从形成为大致矩形形状的辅助壁开口部34a目视确认突起部36的末端。形成为圆孔状的辅助壁开口部34b例如是用于使用紧固部件对设置于灯si(参照图2)的安装部进行固定的孔、以及插入设置于灯si的定位形状(十字销等)的孔。
38.辅助壁开口部34a仅形成在立壁部32的与灯si对置的部位。辅助壁开口部34a在以自基面部21起的高度为基准的情况下,至少一部分形成为与外侧部件开口部22a以及内侧部件开口部32a相同的高度。
39.参照图3a和图3b。辅助腿部35形成为仅位于灯si(参照图2)的上方的部位的前后的宽度较宽。
40.另外,辅助腿部35也可以振动焊接于基面部21(参照图2),也可以不进行振动焊接。能够利用辅助壁部34和辅助腿部35加强扰流板10。
41.突起部36以在前后方向上延伸的方式相互平行地形成。一并参照图2。突起部36也可以沿着斜面部22从基面部21延伸的方向而形成多个。不必担心从辅助壁开口部34a浸入的水滴等积存在第二接合面部33与突起部36相接合的接合部。
42.特别是如图2所示,突起部36的末端面36t形成为与基面部21大致平行。另一方面,突起部36的末端面36t相对于第二接合面部33倾斜。如上所述,在第二接合面部33相对于基面部21倾斜20
°
的情况下,与基面部21大致平行的末端面36t相对于第二接合面部33倾斜大致20
°
。
43.另外,在将从外侧部件开口部22a的下边缘22u与基面部大致平行的假想面设为基准面bs的情况下,突起部36突出至比基准面bs靠近基面部21的位置。换言之,在将从外侧部件开口部22a的边缘中的、最接近第二接合面部33的边缘与基面部21大致平行的假想面设为基准面bs的情况下,突起部36能够突出到比基准面bs接近基面部21的位置。
44.此外,突起部36的形成方向、数量、突起部36的形状能够任意地设定。
45.一并参照图3a。通过形成肋37,能够抑制按压基面部21、斜面部22时的外侧部件20以及内侧部件30的变形。
46.接下来,对内侧部件30相对外侧部件20的振动焊接方法进行说明。
47.参照图5。对用于进行振动焊接的振动焊接装置40进行说明。此外,在进行振动焊接时,外侧部件20载置于下方,内侧部件30配置于上方。即,与图2所示的上下颠倒。
48.振动焊接装置40具有:支承模41,其载置外侧部件20且能够上下移动;加振模42,其将第一接合面部31朝向基面部21按压,并且通过产生振动而使第一接合面部31振动焊接于基面部21;按压模43,其设置成能够朝向斜面部22摆动且将斜面部22朝向第二接合面部33按压;以及移动模44,其设置成能够从外侧部件开口部22a朝向突起部36直线移动且能够与突起部36抵接。
49.在进行振动焊接时,首先,将外侧部件20以及内侧部件30设置于支承模41的上表面,接着,使支承模41上升。使支承模41上升至第一接合面部31与加振模42抵接的位置。接着,使移动模44从外侧部件开口部22a进入,使移动模44的上表面移动至与突起部36对置的位置。此时,移动模44与支承模41的移动方向大致垂直地移动。接着,使按压模43摆动至与斜面部22抵接。
50.此外,此时,在突起部36与移动模44之间也可以稍微存在间隙。如上所述,有时在第一接合面部31形成焊接肋。因此,内侧部件30浮起与焊接肋的高度相应的量,有时在突起部36的末端面36t与移动模44之间稍微产生间隙。另外,通过使基面部21与第一接合面部31紧贴,有时在突起部36的末端面36t与移动模44之间稍微产生与尺寸误差相应的量的间隙。即,在将内侧部件30焊接于外侧部件20时,保持为夹持斜面部22和突起部36的状态也包括在突起部36与移动模44之间稍微存在间隙的状态。
51.基面部21和第一接合面部31由支承模41和加振模42夹持,斜面部22和第二接合面部33由按压模43和移动模44夹持。该状态下,使加振模42进行动作。通过从加振模42传递的振动,在基面部21与第一接合面部31抵接的抵接部分、以及斜面部22与第二接合面部33抵接的抵接部分产生摩擦热。通过该热,基面部21与第一接合面部31抵接的抵接部分、以及斜面部22与第二接合面部33抵接的抵接部分分别焊接。通过焊接,扰流板10完成。
52.在振动焊接时,斜面部22和第二接合面部33有时向下方挠曲。此时,突起部36的末端面36t与移动模44抵接。由此,能够抑制斜面部22和第二接合面部33大幅挠曲。
53.另外,第二接合面部33相对于基面部21的倾斜更优选为30
°
以下。在超过30
°
时,按压模43的按压力可能不会向将斜面部22向第二接合面部33按压的方向充分传递。在按压力未充分传递的情况下,无法使第二接合面部33焊接于斜面部22。
54.此外,也可以在使支承模41上升之前或上升的同时使移动模44从外侧部件开口部22a进入。在由支承模41和加振模42夹持基面部21和第一接合面部31的状态下使移动模44进入的话,能够防止移动模44在插入时与突起部36产生干涉的情况下的内侧部件30的偏移,因此更优选。
55.以上说明的扰流板10可以获得以下的效果。
56.扰流板10具有突起部36,突起部36从第二接合面部33朝向基面部21突出。在按压斜面部22时,也能够从第二接合面部33侧进行按压,由此,能够抑制外侧部件20、内侧部件
30挠曲。在此,在不具有突起部36的情况下,需要直接按压第二接合面部33。但是,该情况下,可能外侧部件开口部22a的边缘等产生干涉而无法充分地按压第二接合面部33。根据扰流板10,通过具有突起部36,能够容易地支承第二接合面部33侧。因此,能够使内侧部件30以高强度焊接于外侧部件20。
57.另外,优选的是,在突起部36的外侧部件开口部22a侧形成成为引导件的引导面部36g。即,突起部36具有引导面部36g,该引导面部36g从第二接合面部33朝向末端面36t倾斜地形成。引导面部36g相对于与末端面36t垂直的面倾斜地形成。由此,能够将移动模44朝向末端面36t引导。
58.此外,即使是使用振动焊接装置40以外的装置进行振动焊接的情况下,通过具有突起部36,也能够容易地从第二接合面部33侧进行支承。因此,通过在扰流板10形成突起部36,能够使内侧部件30以高强度焊接于外侧部件20。
59.一并参照图2。立壁部32具有开设在与外侧部件开口部22a对置的位置的内侧部件开口部32a。也能够从内侧部件开口部32a侧进行灯si的安装作业。另外,能够从内侧部件开口部32a侧插入移动模44。能够容易地进行扰流板10的组装作业。另外,即使在振动焊接时的对针对斜面部22的按压进行支承的立壁部32的刚性降低的情况下,也能够使内侧部件30以高强度焊接于外侧部件20,设计自由度得以提高。
60.另外,突起部36突出至比基准面bs靠近基面部21的位置。由此,能够在振动焊接时更简便地支承第二接合面部33侧。从使内侧部件30以高强度焊接于外侧部件20的观点出发特别优选。
61.另外,突起部36的末端面36t形成在与第二接合面部交叉的面上。突起部36的突出方向与通过支承模41及加振模42夹持基面部21及第一接合面部31的方向大致相同。这样,能够容易地支承第二接合面部33侧。另外,移动模44及支承模41的简化及设计自由度也变高。
62.另外,突起部36相互平行地形成于多个部位。通过在多个部位进行支承,能够进一步抑制外侧部件20、内侧部件30的变形。能够以更高强度使内侧部件焊接于外侧部件。
63.具有移动模44,该移动模44被设置为能够从外侧部件开口部22a朝向突起部36移动,能够与突起部36抵接。通过使移动模44能够与突起部36抵接,在按压斜面部22时,能够支承第二接合面部33侧。由此,能够使内侧部件30以高强度焊接于外侧部件20。
64.另外,移动模44从外侧部件开口部22a朝向突起部36进入。利用可能成为内侧部件30与外侧部件20之间的焊接强度降低的原因的外侧部件开口部22a,使移动模44进入突起部36。无需在其他部位开设开口等而能够使内侧部件30以高强度焊接于外侧部件20,因而是优选的。
65.另外,突起部36的末端面36t与基面部21大致平行地形成。因此,通过使移动模44在与支承模41的移动方向大致垂直的方向上移动,能够使移动模44与突起部36抵接。能够防止支承模41与移动模44干涉。装置的简化及设计自由度也变高。
66.在将内侧部件30焊接于外侧部件20时,保持为夹持斜面部22和突起部36的状态。能够抑制振动焊接时的内侧部件30、外侧部件20的变形。由此,能够使内侧部件30以高强度焊接于外侧部件20。
67.《实施例2》
68.接着,根据附图对实施例2的扰流板10a进行说明。
69.图6表示实施例2的扰流板10a,与上述图3b对应地进行表示。实施例2的扰流板10a与实施例1的扰流板10(参照图2)的不同在于突起部51、52的形状。其他基本结构与实施例1的减振机构相同。对于与实施例1相同的部分沿用符号,并且省略详细的说明。
70.一个突起部51形成为大致h形状。前后延伸的2个纵突起部51a是与突起部36(参照图3b)相同的形状,以连接这些纵突起部51a的中央的方式形成有横突起部51b。与移动模44的接触面积变多,且相对于振动焊接的振幅方向提高了纵突起部51a的刚性,因此,能够更可靠地进行支承。
71.另一突起部52在左右方向上延伸。也可以称为在与斜面部22(参照图2)的延伸方向垂直的方向上延伸的突起部52。与移动模44的接触面积变多,能够在宽度方向上均匀地进行支承。
72.具有以上说明的突起部51、52的扰流板10a也可以获得本发明规定的效果。
73.另外,本发明的振动焊接成形品以尾门扰流板为例进行了说明,但也能够应用于其他车辆用部件。并且,也能够应用于车辆用部件以外的场合,并不限定于这些形式。
74.另外,设置于振动焊接成形品的外侧部件开口部的其他部件除了制动灯以外还能够搭载照相机、管道等,并不限定于此。
75.另外,各实施例能够适当组合。例如,也能够在1个第二接合面部上形成沿着斜面部的延伸方向的突起部和在与斜面部的延伸方向垂直的方向上延伸的突起部。另外,也能够将h型或左右较长的突起部的末端面形成为与基面部大致平行。
76.只要可以获得本发明的作用和效果,本发明并不限定于实施例。
77.本发明的振动焊接成形品适用于尾门扰流板。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。