1.本发明涉及机械制造技术领域,具体涉及一种角锥喇叭天线炉钎焊工艺。
背景技术:
2.角锥喇叭天线具有结构简单、能定向辐射和接收的特点,是一种在微波通信工程中大量使用的馈源,广泛应用于军工电子行业。目前角锥喇叭天线的生产制造工艺一般是先将波导段、喇叭片及安装盘焊接成整体,然后进行二加以及表面处理成最终产品。通过该种工艺方法制造形成的角锥喇叭天线,容易出现焊缝周围色差大的问题,有鉴于此,部分产业通过采用机械抛光的方法对角锥喇叭天线进行打磨返工,但是该种方法只能起到降低焊缝与周围色差的作用,无法保证角锥喇叭天线的内腔满足色泽一致的要求。
技术实现要素:
3.本发明的目的在于:针对上述存在的问题,提供一种增加阻流剂工序,保证角锥喇叭天线的内腔色泽均匀的角锥喇叭天线炉钎焊工艺。
4.本发明采用的技术方案如下:
5.一种角锥喇叭天线炉钎焊工艺,角锥喇叭天线包括波导段、喇叭片、安装盘,钎焊工艺包括以下步骤:
6.s1、清洗烘干波导段、喇叭片、安装盘,将三者采用氩弧焊定位点焊组合;
7.s2、校形调整装配波导段、喇叭片、安装盘,使两两之间保持预定的装配间隙;
8.s3、取预定比例的氧化铝粉末和玻璃水,混合搅拌形成浆糊状,得到阻流剂;
9.s4、将阻流剂均匀涂抹在喇叭片内部焊缝周围;
10.s5、取预定比例的钎剂粉末和去离子水,混合搅拌形成浆糊状,得到钎剂;
11.s6、使用钎剂包裹钎料棒外置在角锥喇叭天线的预定位置处;
12.s7、将角锥喇叭天线入炉进行气体保护钎焊。
13.优选的,步骤s3具体为:使用烧杯量取100ml玻璃水倒入坩埚中,使用天平量取15~20g氧化铝粉末加入坩埚中,均匀搅拌混合1~2min,形成浆糊状,得到15%~20%的阻流剂。
14.采用上述技术方案,针对角锥喇叭天线的形状、材质、焊缝分布,使用该方法配制出完全适配的阻流剂浓度,保证其对于角锥喇叭天线具备足够的粘接能力和自身粘性。
15.优选的,步骤s2中的装配间隙为0.05~0.1mm。
16.采用上述技术方案,该间隙设计是针对钎料的自身特性,保证钎料能够完全填满间隙,又不会溢出。
17.优选的,步骤s7后还包括步骤s8:焊接完成后,将角锥喇叭放在80~100℃沸水槽中浸泡约60~100min,用毛刷清洗钎缝上的残渣,冷水冲洗后,将角锥喇叭放在15%的硝酸水溶液中浸泡约5~10min,再用冷水冲洗后,放入80~100℃沸水槽中浸泡5~10min后取出,放入60~80℃、15%的柠檬酸钠水溶液中浸泡20~30min,再用冷水冲洗,去除表面残留
物。
18.优选的,步骤s1中清洗烘干的具体方式为:将波导段、喇叭片、安装盘放入超声波清洗水槽中除油30min后取出,放入60~80℃、5%的氢氧化钠水溶液槽中浸泡10~20s后,冷水冲洗,再放入5%的氢氟酸水溶液中浸泡5~10秒后,冷水冲洗,出槽,压缩空气吹表面至液滴不下落状态后,放入60~80℃的烘箱内烘干水分。
19.优选的,步骤s5具体为:使用烧杯量取100ml去离子水倒入坩埚中,使用天平量取20~30g nocolok钎剂粉末加入坩埚中,均匀搅拌混合1~2min,形成浆糊状,得到钎剂。
20.采用上述技术方案,nocolok钎剂粉末具备不腐蚀钎焊缝的特性,并能够保证焊后去除工艺的简便。
21.优选的,步骤s7中角锥喇叭天线入炉后,炉内升温至600
±
10℃,保温15~20min,随炉冷却。
22.综上所述,由于采用了上述技术方案,本发明的有益效果是:在焊接工序之前,制作阻流剂和钎剂,并在角锥喇叭天线入炉之前,通过对焊缝外置包裹钎剂的钎料棒、内涂阻流剂的方式,实现最终焊接的角锥喇叭天线内腔色泽均匀。阻流剂作为一种钎焊辅助材料,起到阻止钎料泛流的作用。经过炉焊前的操作后,保证角锥喇叭天线焊缝周围色差相对小,不需要采用机械抛光等方式对角锥喇叭天线进行打磨返工,减少工序的同时,相对保证角锥喇叭天线的内腔满足色泽一致的要求。
附图说明
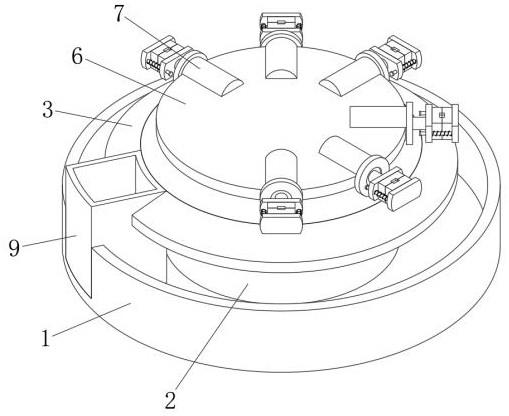
23.图1为角锥喇叭天线的结构示意图。
24.图2为角锥喇叭天线的仰视图。
25.图中标记:波导段-1、喇叭片-2、安装盘-3、钎料棒-4、焊缝-5。
具体实施方式
26.下面结合附图,对本发明作详细的说明。
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
28.一种角锥喇叭天线炉钎焊工艺,角锥喇叭天线包括波导段1、喇叭片2、安装盘3,三者材质均为3a21铝合金。钎焊工艺包括以下步骤:
29.s01:将波导段1、喇叭片2、安装盘3放入超声波清洗水槽中除油30min后取出,放入60~80℃、5%的氢氧化钠水溶液槽中浸泡10~20s后,冷水冲洗,再放入5%的氢氟酸水溶液中浸泡5~10秒后,冷水冲洗,出槽,压缩空气吹表面至液滴不下落状态后,放入60~80℃的烘箱内烘干水分;将波导段1、喇叭片2、安装盘3按照如图1所示的组合方式并采用氩弧焊定位点焊组合;
30.s02:校形调整装配波导段1、喇叭片2、安装盘3,使两两之间保持0.05~0.1mm的装配间隙;
31.s03:使用烧杯量取100ml玻璃水倒入坩埚中,使用天平量取15~20g氧化铝粉末加入坩埚中,均匀搅拌混合1~2min,形成浆糊状,得到15%~20%的阻流剂;
32.s04:将阻流剂均匀涂抹在如图2所示的喇叭片2内部焊缝5周围≤5mm的范围内;
33.s05:使用烧杯量取100ml去离子水倒入坩埚中,使用天平量取20~30gnocolok钎剂粉末加入坩埚中,均匀搅拌混合1~2min,形成浆糊状,得到钎剂;
34.s06:使用钎剂包裹钎料棒4外置在角锥喇叭天线的如图1所示的位置处,钎料棒4为bal88si(hl400),直径2mm;
35.s07:将角锥喇叭天线入炉进行气体保护钎焊,炉内升温至600
±
10℃,保温15~20min,随炉冷却;
36.s08:焊接完成后,将角锥喇叭放在80~100℃沸水槽中浸泡约60~100min,用毛刷清洗钎缝上的残渣,冷水冲洗后,将角锥喇叭放在15%的硝酸水溶液中浸泡约5~10min,再用冷水冲洗后,放入80~100℃沸水槽中浸泡5~10min后取出,放入60~80℃、15%的柠檬酸钠水溶液中浸泡20~30min,再用冷水冲洗,去除表面残留物。
37.由于钎料是因为融化后毛细作用填充接头间隙的,间隙太小,钎料会溢出,影响焊接强度,间隙太大,部分过大的地方,无法填满,导致空洞产生,因此,针对角锥喇叭天线自身特性以及钎料的上述特性,设计出步骤s02中0.05~0.1mm的装配间隙,最大程度保证钎料进入并填满间隙。
38.阻流剂需要具备足够的粘接能力,保证其涂抹在角锥喇叭天线内腔后,不会受自身重力作用随处流动。步骤s03中阻流剂的制备方法设计,能保证通过该方法制备的阻流剂具备上述功能,并对钎剂走向有引导作用。
39.nocolok钎剂粉末属于无腐蚀物钎焊,具有不腐蚀钎焊缝,且焊后容易去除的特点,因此,在步骤s05中使用nocolok钎剂粉末,如果采用传统钎剂如qj201,会出现焊后腐蚀钎焊缝的问题,角锥喇叭天线的内腔色泽不一致,相比使用nocolok钎剂粉末焊后的内腔外观差距很大。
40.相比于传统不增加阻流剂的钎焊工艺,使用本工艺方法后形成的角锥喇叭天线焊缝外观合格率提高80%,焊缝强度无明显变化。
41.本文中应用了具体的实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。