1.本实用新型属于吹瓶模具技术领域,具体涉及一种具有密封结构的模腔结构及吹瓶模具。
背景技术:
2.现有吹瓶机在吹瓶时通过夹口支撑瓶坯的支撑环a,使瓶坯主体位于吹瓶模具的模腔内;当然,对于夹口部与模腔为一体结构的吹瓶模具,夹口部位于模腔上端部,模腔的上端面及其夹口部的上端面支撑瓶坯的支撑环a;通过抵压头b的抵压面c压于模腔的顶面,通过拉伸杆接触瓶坯内底部将瓶坯拉伸到模腔底部,在拉伸杆拉伸过程中注入压缩气体,借助压缩气体将瓶坯吹胀,使其紧贴于模具的模腔壁上,经冷却定型得到瓶子。
3.瓶子口部到主体周向增大的部分称之为瓶肩,由于支撑环a与抵压头b的内环面d之间、两个模腔半模的夹口部可能存在错位等原因形成间隙,吹制过程中,在两个模腔半模处于合模状态时,从瓶坯口部e逸出的气体通过间隙扩散到瓶肩甚至瓶身对应的成型面,由于逸出气体的温度低于瓶坯温度,使得该处成型面对应的瓶体塑胶受到气体影响而温度降低,进而降低该部分对应塑胶的流动性,引起该部分的强度降低等缺陷;同时逸出气体进入成型面并与模腔之间产生的外压力作用,以及冷却带来的流动性降低,使得瓶体在吹制完成后不饱满,形成形状上的缺陷。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供一种具有密封结构的能够阻挡气体经过分型面进入成型面,确保成型容器成型效果和成型品质的模腔结构及吹瓶模具。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种具有密封结构的模腔结构,包括两个相互配合的模腔半模,所述模腔半模具有成型面和分型面,所述成型面的上端设有夹口部,其特征在于:所述分型面在夹口部下方设有密封结构,所述密封结构用以在两个模腔半模处于合模状态时阻挡气体经分型面进入成型面。
7.作为本实用新型进一步的改进,所述密封结构包括分别位于成型面两侧的第一密封结构和第二密封结构,所述第一密封结构包括在其一模腔半模的分型面靠近夹口部的位置设置凸位和在另一模腔半模对应凸位设置的凹位,所述凸位与凹位相适配,所述凸位和/或凹位内设置有第一密封条,所述第一密封结构在分型面横向延伸。
8.作为本实用新型进一步的改进,所述凸位与凹位配合时,至少提供轴向上的部分凹位的密封。
9.作为本实用新型进一步的改进,所述凸位与凹位之间形成可供第一密封条挤压变形填充的密封间隙,部分所述第一密封条填充至密封间隙内。
10.作为本实用新型进一步的改进,所述凸位的顶部设有用于挤压第一密封条使第一密封条变形填充密封间隙的挤压部,所述挤压部从凸位顶部凸起。
11.作为本实用新型进一步的改进,所述第二密封结构与第一密封结构的结构相同。
12.作为本实用新型进一步的改进,所述第一密封结构的凸位和第二密封结构的凸位设置于同一模腔半模中,所述第一密封结构的凹位和第二密封结构的凹位设置于另一模腔半模中。
13.作为本实用新型进一步的改进,所述第一密封结构的凸位和第二密封结构的凹位设置于同一模腔半模中,所述第一密封结构的凹位和第二密封结构的凸位设置于另一模腔半模中。
14.作为本实用新型进一步的改进,所述第二密封结构包括在其一模腔半模的分型面靠近夹口部的位置设置凹槽和设置在凹槽内的第二密封条,所述第二密封条设有凸出于分型面的密封贴合部。
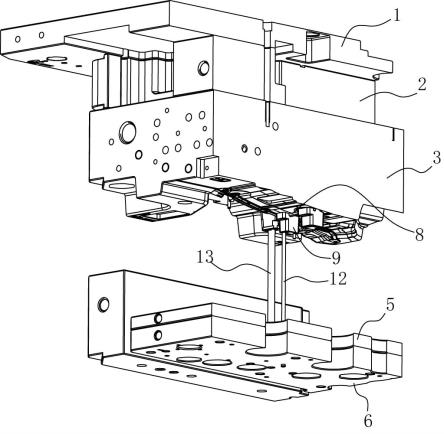
15.基于上述提供的一种具有密封结构的模腔结构,本实用新型还提供一种吹瓶模具,包括底模和上述的一种模腔结构,所述模腔结构和底模配合限定成型容器的外表面。
16.本实用新型的有益效果是:本实用新型通过在模腔的分型面中设置密封结构,在吹制过程中,从瓶坯口部逸出的气体受到瓶坯支撑环和密封结构的阻挡,会沿着密封结构横向逸出,避免通过分型面之间的合模间隙进入成型面,保证瓶子的成型效果,同时保证瓶子的结构强度。另外,本实用新型的第一密封结构通过在凸位与凹位之间设置第一密封条进行密封,且第一密封结构在分型面中横向延伸,从而使瓶坯在吹制过程中,第一密封结构横向拦隔从瓶坯口部逸出的气体,通过改变气体的流向,使移出气体横向移出,且在模腔合模过程中,在凸位与凹位的配合作用下,可以实现合模定位,保证模腔合模位置准确,进一步保证瓶子的成型效果和成型品质。
附图说明
17.下面结合附图和实施方式对本实用新型进一步说明:
18.图1为现有技术模腔结构的结构示意图;
19.图2为本实施例模腔结构的结构示意图;
20.图3为本实施例模腔结构在合模状态下的结构示意图;
21.图4为本实施例凸位顶部整体抵压于凹位内的第一密封条的安装结构示意图;
22.图5为本实施例通过挤压部抵压图凹位内的第一密封条的安装结构示意图;
23.图6为本实施例第一密封结构和第二密封结构采用相同的结构,且两凸位设置在同一模腔半模,两凹位设置在另一模腔半模时的模腔结构示意图;
24.图7为本实施例第一密封结构和第二密封结构采用不同结构时的模腔结构示意图;
25.图8为本实施例第二密封条的截面为椭圆形,凹槽截面为优椭圆弧的安装结构示意图;
26.图9为本实施例第二密封条的截面为三角形,凹槽截面为梯形的安装结构示意图;
27.图10为本实施例第二密封条的截面为梯形附加弓形,凹槽截面为梯形的安装结构示意图;
28.图11为本实施例第二密封条的截面为方形附加半圆形凸起限位,凹槽截面方形附加半圆形凹槽限位的安装结构示意图;
29.图12为本实施例凹槽截面采用不能沿垂直于分型面的方向约束第二密封条的形状时的安装结构示意图。
具体实施方式
30.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
31.实施例:
32.如图1至图12所示,本实施例公开了一种具有密封结构5的模腔结构,包括两个相互配合的模腔半模1,所述模腔半模1具有成型面2和分型面3,所述成型面2的上端设有夹口部4,所述分型面3在夹口部4下方设有密封结构5,所述密封结构5用以在两个模腔半模1处于合模状态时阻挡气体经分型面3进入成型面2,密封结构5靠近成型面2的一端与成型面2的间隔距离s在3-6mm范围内,所述密封结构5的另一端在分型面3内延伸、延伸至模腔半模1的顶面或延伸至模腔半模1的侧面。在吹制过程中,从瓶坯口部逸出的气体受到瓶坯支撑环和密封结构5的阻挡,会沿着密封结构5横向逸出,避免通过分型面3之间的合模间隙进入成型面2,保证瓶子的成型效果,同时保证瓶子的结构强度。所述密封结构5包括分别位于成型面2两侧的第一密封结构51和第二密封结构52,所述第一密封结构51包括在其一模腔半模1的分型面3靠近夹口部4的位置设置凸位511和在另一模腔半模1对应凸位511设置的凹位512,所述凸位511与凹位512相适配,所述凸位511和/或凹位512内设置有第一密封条513,所述第一密封结构51在分型面3横向延伸。从而使瓶坯在吹制过程中,第一密封结构51横向拦隔从瓶坯口部逸出的气体,通过改变气体的流向,使移出气体横向移出,且在模腔合模过程中,在凸位511与凹位512的配合作用下,可以实现合模定位,保证模腔合模位置准确,进一步保证瓶子的成型效果和成型品质。
33.作为优选的实施方式,所述凸位511与凹位512配合时,所述凸位511与凹位512之间形成可供第一密封条513挤压变形填充的密封间隙514,所述第一密封条513填充至密封间隙514内,至少提供轴向上的部分凹位512的密封。所述密封间隙514位于凸位511上侧和/或下侧,部分所述第一密封条513填充满密封间隙514,所述凸位511可以与分型面3为一体结构,也可以是通过焊接、螺栓连接、镶嵌、增材等方式后固定在分型面3上。第一密封条513的挤压变形填充密封间隙514的方案可以选择以下两种:
34.1、所述凸位511的顶部整体抵压于凹位512底部的第一密封条513,此时所述凸位511与第一密封条513的高度之和大于凹位512的深度,例如,两者之间的差值为0.1-3mm,凸位511将第一密封条513挤压变形,使第一密封条513充满凹位512的同时,部分第一密封条513填充至密封间隙514内,使第一密封结构51的密封性更好。
35.2、所述凸位511的顶部设有用于挤压第一密封条513使第一密封条513变形填充密封间隙514的挤压部515,所述挤压部515从凸位511顶部凸起,模腔合模时,凸位511进入凹位512内,挤压部515抵压于凹位512底部的第一密封条513,使第一密封条513发生形变,从而使第一密封条513填充密封间隙514,优选的,部分第一密封条513挤压部515的外侧面接触,以在轴向上密封至少部分凹位512。
36.在具体实施时,所述第二密封结构52与第一密封结构51可以设置为相同的结构,也可以设置为不同的结构。当第二密封结构52与第一密封结构51的结构相同时,具有以下
两种实施方案:
37.1、所述第一密封结构51的凸位511和第二密封结构52的凸位511设置于同一模腔半模1中,所述第一密封结构51的凹位512和第二密封结构52的凹位512设置于另一模腔半模1中。
38.2、所述第一密封结构51的凸位511和第二密封结构52的凹位512设置于同一模腔半模1中,所述第一密封结构51的凹位512和第二密封结构52的凸位511设置于另一模腔半模1中。
39.当所述第二密封结构52与第一密封结构51的结构不同时,所述第二密封结构52可以为以下实施方案:所述第二密封结构52包括在其一模腔半模1的分型面3靠近夹口部4的位置设置凹槽521和设置在凹槽521内的第二密封条522,所述第二密封条522设有凸出于分型面3的密封贴合部523。合模时,第二密封条522与另一模腔半模1的分型面3抵压,从而对模腔实施密封。在凹槽521的截面形状上,所述凹槽521的截面可以是圆弧、优椭圆弧、梯形等能够在垂直于分型面3的方向上约束第一密封条522的形状,第一密封条522具有相对应的截面形状,第一密封条522置于凹槽521后,不会沿垂直于分型面3的方向脱出,第一密封条522安装稳固;另外,所述凹槽521的截面也可以是矩形或者其他不能沿垂直于分型面3的方向约束第一密封条522的形状,第一密封条522沿凹槽521方向的两侧设置有压边524,采用压片525压于压边524,压片525上设置有通孔,凹槽521的底部相应设置有沉孔,在通孔和沉孔内安装锁紧螺钉526,以此将压片525固定于凹槽521的底部,进而将第一密封条522固定于凹槽521中,第一密封条522的中部凸出于分型面3。
40.基于上述实施例公开的一种模腔结构,本实施例还公开了一种吹瓶模具,包括底模和上述的一种模腔结构,所述模腔结构和底模配合限定成型容器的外表面。模腔结构的两个模腔半模1分别安装于两模架上,通过两模架带动两个模腔半模1开合模动作。
41.以上所述仅为本实用新型的优选实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。