1.本实用新型涉及动力电池技术领域,特别涉及一种用于电池的壳体组件、电池。
背景技术:
2.在相关技术中,电池通过焊接的方式来固定集流板和外壳。现有的焊接方案中,无论是缝焊还是穿透焊,焊缝都会形成在电池的表面,导致电池整体高度偏高,影响后续装配和使用。
技术实现要素:
3.本实用新型提供了一种用于电池的壳体组件、电池。
4.本实用新型实施方式提供的一种用于电池的壳体组件,包括:
5.集流板;
6.外壳,所述集流板贴合所述外壳并至所述外壳一侧的内侧壁,所述外壳一侧的外侧壁设置有凹孔,所述外壳和所述集流板的焊接位置位于所述凹孔内。
7.上述壳体组件中,通过在外壳的外侧壁上设置凹孔,在将外壳和集流板进行焊接时,可将凹孔内的区域作为焊接位置,而完成焊接后所产生的焊缝则会形成在凹孔内,不会由于焊缝沿高度方向凸出于外壳表面而使得电池的整体高度偏高,从而可避免影响电池的后续装配和使用。
8.在某些实施方式中,所述外侧壁未包括所述凹孔部分的表面整体呈平面结构。如此,可有利于控制电池整体的高度,方便电池的后续装配。
9.在某些实施方式中,所述凹孔沿所述电池的高度方向形成有深度,所述凹孔的深度大于预估焊缝高度。如此,可使得焊缝整体不会高出外壳的表面,避免影响后续的装配。
10.在某些实施方式中,所述凹孔呈槽孔结构。如此,在进行穿透焊时,也可避免焊缝影响电池的整体高度。
11.在某些实施方式中,所述集流板包括极柱,所述凹孔呈通孔结构,所述极柱抵接所述凹孔的一部分,所述凹孔未被所述极柱抵接的部分的深度大于所述预估焊缝高度。如此,在将极柱和外壳进行焊接时,形成的焊缝仍位于凹孔内。
12.在某些实施方式中,沿远离所述集流板的方向,所述极柱的横截面积的尺寸具有减小的趋势,所述凹孔被所述极柱抵接的部分的横截面积的尺寸具有减小的趋势。如此,可使得极柱和凹孔能够配合地相互接触,增大了相互之间的接触面积,能够提供导向作用和增加连接稳定性。
13.在某些实施方式中,所述极柱设置在所述集流板上的中心区域,所述集流板电性连接电芯,所述电芯固定在所述集流板远离所述中心区域的边缘位置。如此,在焊接时可避免焊接过度而损伤电芯。
14.在某些实施方式中,沿所述高度方向,所述凹孔被所述极柱抵接的部分的横截面积小于或等于所述凹孔未被所述极柱抵接的部分的横截面积。如此,在将极柱和外壳进行
焊接时,可使得焊接位置更容易暴露在外,方便对焊接情况进行观察。
15.在某些实施方式中,所述焊接位置位于所述凹孔未被所述极柱抵接的部分的底部与所述极柱之间接触的内沿处,或位于所述凹孔未被所述极柱抵接的部分的底部围绕所述极柱形成的区域。如此,可提供将集流板和外壳进行焊接的不同方式。
16.本实用新型实施方式提供的一种电池,包括:
17.电芯,数量为至少一个;
18.上述任一实施方式所述的壳体组件,所述电芯电连接所述集流板。
19.上述电池中,通过在外壳的外侧壁上设置凹孔,在将外壳和集流板进行焊接时,可将凹孔内的区域作为焊接位置,而完成焊接后所产生的焊缝则会形成在凹孔内,不会由于焊缝沿高度方向凸出于外壳表面而使得电池的整体高度偏高,从而可避免影响电池的后续装配和使用。
20.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
21.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施方式的描述中将变得明显和容易理解,其中:
22.图1是本实用新型实施方式的壳体组件的部分结构示意图;
23.图2是图1的i部分的放大图;
24.图3是本实用新型实施方式的壳体组件的部分结构示意图;
25.图4是图3的ii部分的放大图。
26.主要元件符号说明:
27.壳体组件100;
28.集流板110;
29.极柱111、本体112、顶面114、中心区域115、边缘位置116;
30.外壳120;
31.内侧壁121、外侧壁122、收容空间123;
32.凹孔130;
33.第一通孔131、第二通孔132、第一位置133、第二位置134;
34.电池200;
35.电芯210。
具体实施方式
36.下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的不同结构。为了简化本实用新型的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本实用新型。此外,本实用新型可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本实用新型提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
37.下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
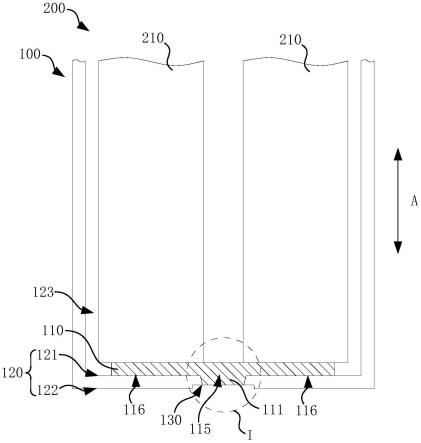
38.请参考图1和图2,本实用新型实施方式提供的一种用于电池200的壳体组件100,包括集流板110和外壳120。集流板110贴合外壳120并焊接至外壳120一侧的内侧壁121。外壳120一侧的外侧壁122设置有凹孔130。外壳120和集流板110的焊接位置位于凹孔130内。
39.上述壳体组件100中,通过在外壳120的外侧壁122上设置凹孔130,在将外壳120和集流板110进行焊接时,可将凹孔130内的区域作为焊接位置,而完成焊接后所产生的焊缝则会形成在凹孔130内,不会由于焊缝沿高度方向a凸出于外壳120表面而使得电池200的整体高度偏高,从而可避免影响电池200的后续装配和使用。
40.具体地,在图1所示的实施方式中,外壳120沿电池200的高度方向a形成两端,集流板110设置在外壳120的其中一端,并在外壳120的两端之间形成收容空间123。集流板110位于收容空间123内,并贴合在外壳120一端的内侧壁121设置。外壳120的同一端的外侧壁122表面设置有凹孔130,凹孔130相对于集流板110设置。
41.在通过焊接的方式来固定连接集流板110和外壳120的情况下,焊接位置位于凹孔130内,在焊接的加工流程中,焊接设备(如焊枪)会自焊接位置对集流板110和外壳120进行焊接。
42.由于在焊接完成后,焊接位置会形成有由焊接材料形成的焊接痕迹(即焊缝),焊缝在焊接位置多呈凸出的结构,焊接位置位于凹孔130内,使得焊缝也位于凹孔130内而被凹孔130收容,不会使得焊缝凸出在电池200的表面,造成电池200整体高度偏高。
43.另外,在图1所示的实施方式中,凹孔130的数量为1个,在其它的实施方式中,凹孔130的数量可以为2个、3个和3个以上。
44.此外,请参考图1,在某些实施方式中,外侧壁122未包括凹孔130部分的表面整体呈平面结构。
45.如此,可方便电池200的后续装配。
46.具体地,在图1中,凹孔130设置在外壳120的外侧壁122,使得外壳120的外侧壁122在凹孔130所在的位置形成凹陷,而外壳120的外侧壁122除凹孔130之外的表面则呈平面结构,从而不会有其它凸出的结构影响电池200的整体高度,从而可有利于控制电池200整体的高度,方便电池200的后续装配。
47.请参考图1和图2,在某些实施方式中,凹孔130沿电池200的高度方向a形成有深度,凹孔130的深度大于预估焊缝高度。
48.如此,可使得焊缝整体不会高出外壳120的表面,避免影响后续的装配。
49.可以理解,在一般情况下,将集流板110和外壳120进行焊接后形成的焊缝的高度会处于一定的范围内,根据该范围可得到对应焊缝的预估焊缝高度,根据预估焊缝高度来配置凹孔130的深度,保证凹孔130对焊缝的收容效果。在一些实施方式中,预估焊缝高度的取值范围为大于0.5毫米。
50.请参考图1和图2,在某些实施方式中,集流板110包括极柱111。凹孔130呈通孔结构。极柱111抵接凹孔130的一部分。凹孔130未被极柱111抵接的部分的深度大于预估焊缝
高度。
51.如此,在将极柱111和外壳120进行焊接时,形成的焊缝仍位于凹孔130内。
52.具体地,在图2所示的实施方式中,凹孔130包括第一通孔131和第二通孔132,第一通孔131位于外壳120上靠近内侧壁121的位置,第二通孔132位于外壳120上靠近外侧壁122的位置。第一通孔131和第二通孔132均沿高度方向a形成通孔方向且相互连通,从而使得凹孔130在外壳120的表面呈通孔结构。
53.极柱111沿高度方向a凸设在集流板110的表面,并沿高度方向a上远离本体112的朝向的一端形成顶面114。在集流板110与外壳120固定连接的情况下,极柱111抵接第一通孔131,使得集流板110通过极柱111来与外壳120在凹孔130内相互接触,而极柱111的顶面114边沿则和第二通孔132的侧壁抵接,使得焊接位置能够沿极柱111的顶面114边沿和第二通孔132的底部之间抵接的间隙形成在第二通孔132内。在上述基础上,第二通孔132(即凹孔130未被极柱111抵接的部分)沿高度方向a形成的深度大于预估焊缝高度,使得沿焊接位置形成的焊缝被收容在第二通孔132内。可以理解,由于极柱111在凹孔130呈暴露在外的状态,在一个实施方式中,可通过缝焊的焊接方式对极柱111和外壳120进行焊接。
54.请参考图2,在某些实施方式中,沿远离集流板110的方向,极柱111的横截面积的尺寸具有减小的趋势。凹孔130被极柱111抵接的部分的横截面积的尺寸具有减小的趋势。
55.如此,可使得极柱111和凹孔130能够配合地相互接触,增大了相互之间的接触面积,能够提供导向作用和增加连接稳定性。
56.具体地,在图2所示的实施方式中,沿高度方向a上远离集流板110的朝向,极柱111的横截面积的尺寸依次减小而具有减小的趋势,极柱111靠近本体112区域的横截面积要大于极柱111顶部区域的横截面积,使得极柱111呈台状结构。第一通孔131的横截面积的尺寸依次减小而具有减小的趋势,从而可配合极柱111的台状结构的侧面进行相互贴合,增大极柱111和第一通孔131之间的接触面积,进而能够提高集流板110和外壳120之间的连接稳定性。
57.而且,在图2中,第一通孔131的侧壁和极柱111的台状结构的侧面均形成斜面,从而使得第一通孔131能够引导极柱111穿设地与第一通孔131的内侧壁121抵接,提供对极柱111的导向作用。
58.请参考图1,在某些实施方式中,极柱111设置在集流板110上的中心区域115。集流板110电性连接电芯210。电芯210固定在集流板110远离中心区域115的边缘位置116。
59.如此,在焊接时可避免焊接过度而损伤电芯210。
60.具体地,在图1所示的实施方式中,集流板110包括本体112。本体112沿垂直高度方向a所在的平面向四周延伸形成板状结构。极柱111凸设在集流板110上的中心区域115,本体112的板状结构的边缘部分则形成集流板110上远离中心区域115的边缘位置116。
61.在图1中,电芯210电连接集流板110,并固定在边缘位置116,而焊接位置则位于极柱111上或凹孔130内靠近极柱111的位置,使得在对集流板110和外壳120好像焊接时电芯210能够尽量远离焊接位置。而且,在对极柱111进行焊接时,由于极柱111在集流板110上呈凸出的结构,使得集流板110在极柱111的位置具有更大的厚度,焊接时不容易使得集流板110被焊穿。也就是说,能够避免焊接过度导致集流板110被焊穿并损伤电芯210的情况。
62.请参考图2,在某些实施方式中,沿高度方向a,凹孔130被极柱111抵接的部分的最
小横截面积小于或等于凹孔130未被极柱111抵接的部分的最小横截面积。
63.如此,在将极柱111和外壳120进行焊接时,可使得焊接位置更容易暴露在外,方便对焊接情况进行观察。
64.具体地,以凹孔130为圆孔的实施方式为例,在图2所示的实施方式中,第一通孔131和第二通孔132为同心设置的圆孔,沿高度方向a形成的截面均为圆形,且第一通孔131形成的最小截面直径为d1,第二通孔132形成的最小截面直径为d2,d1小于d2。
65.在图2中,第一通孔131上直径为d1的截面位置位于极柱111的顶面114所在的平面(对应极柱111的顶面114),第二通孔132上直径为d2的截面位置位于第二通孔132与第一通孔131连通的位置(对应第二通孔132的孔底),从而可使得第一通孔131和第二通孔132在凹孔130内形成台阶孔结构。在极柱111抵接第一通孔131的情况下,可使得极柱111的顶面114被暴露在第二通孔132的孔底,从而可在焊接时能够方便观察焊接位置的焊接情况。
66.另外,在一些实施方式中,凹孔130被极柱111抵接的部分的横截面积可以等于凹孔130未被极柱111抵接的部分的横截面积,从而可使得第一通孔131和第二通孔132的侧壁相互衔接,焊接位置则位于在凹孔130内极柱111的顶面114边沿所在的位置。
67.在其它的实施方式中,根据极柱111和第一通孔131的实际结构,对于本领域的技术人员而言,可根据实际情况来配置第一通孔131、第二通孔132的实际形状和尺寸。第一通孔131沿高度方向a的投影可以完全重叠在第二通孔132沿高度方向a的投影内,也可以和第二通孔132沿高度方向a的投影之间存在不重叠的区域。
68.此外,在图2所示的实施方式中,极柱111的顶部所形成的顶面114和第二通孔132底部的底面齐平,可使得焊接位置更为平整,方便焊接。
69.请参考图2,在某些实施方式中,焊接位置位于凹孔130未被极柱111抵接的部分的底部与极柱111之间接触的内沿处,或位于凹孔130未被极柱111抵接的部分的底部围绕极柱111形成的区域。
70.如此,可提供将集流板110和外壳120进行焊接的不同方式。
71.在图2所示的实施方式中,第二通孔132的底部包括第一位置133和第二位置134,第一位置133对应第二通孔132和第一通孔131连通的内沿处,第二位置134对应第二通孔132的底部上第一位置133到第二通孔132的侧壁之间的区域。
72.对于焊接位置而言,在一个实施方式中,可以位于第二通孔132的第一位置133处,由于极柱111可以穿设第一通孔131以使得极柱111的顶面114能够到达第一位置133,从而可在第一位置133对极柱111和外壳120进行焊接;在另一个实施方式中,可以位于第二通孔132的第二位置134处,由于极柱111不会穿设至第二位置134处,因此可在第二位置134通过穿透焊接的方式对集流板110和外壳120进行焊接。
73.请参考图3和图4,在某些实施方式中,凹孔130呈槽孔结构。
74.如此,在进行穿透焊时,也可避免焊缝影响电池200的整体高度。
75.具体地,在图3中,凹孔130以槽孔结构凹设在外壳120沿高度方向a形成的一端的外侧壁122,外壳120的同一端的内侧壁121上则贴合有集流板110。焊接位置位于凹孔130的槽孔结构的槽底。在对集流板110和外壳120进行焊接时,可以通过穿透焊接的形式,在凹孔130内的焊接位置沿高度方向a穿透外壳120并形成焊道,焊道能够抵达至集流板110处,使得外壳120和集流板110通过焊道进行焊接。
76.在图3中,凹孔130的数量为2个,2个凹孔130间隔地分布在外壳120的外侧壁122表面,从而可提高集流板110和外壳120之间的连接点数量,增加集流板110和外壳120之间的连接强度。在其它的实施方式中,凹孔130的数量还可以为3个和3个以上,所有的凹孔130均可以按照相同或不同的间隔分布在外壳120的外侧壁122表面。
77.请参考图1和图3,本实用新型实施方式提供的一种电池200,包括电芯210和上述任一实施方式的壳体组件100。电芯210的数量为至少一个。电芯210电连接集流板110。
78.上述电池200中,通过在外壳120的外侧壁122上设置凹孔130,在将外壳120和集流板110进行焊接时,可将凹孔130内的区域作为焊接位置,而完成焊接后所产生的焊缝则会形成在凹孔130内,不会由于焊缝沿高度方向a凸出于外壳120表面而使得电池200的整体高度偏高,从而可避免影响电池200的后续装配和使用。
79.具体地,对于本实用新型实施方式所提供的电池200而言,可以用于作为动力电池200,通过集流板110电连接多个电芯210,可使得电池200内的所有电芯210通过集流板110输出供电,能够提高电池200的总体输电效率。集流板110和外壳120通过焊接形成的焊缝被收容在外壳120的外侧壁122上的凹孔130内,能够避免焊缝对电池200的整体高度进行影响,有利于减少对电池200整体结构的不可控因素所带来的不利后果。在一些实施方式中,电池200的形状可以是沿高度方向a形成的圆柱状,也可以是方块状。
80.另外,在图1和图2所示的实施方式中,电芯210的数量为两个,在其它的实施方式中,电芯210的数量可以为一个、三个及三个以上。
81.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
82.在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“示意性实施方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合实施方式或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
83.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
84.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
85.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安
装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接。可以是机械连接,也可以是电连接。可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
86.尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。