1.本实用新型属于工装技术领域,尤其是涉及一种铝壳口部尺寸测量用固定工装。
背景技术:
2.在电芯入壳过程中,激光焊接铝壳和盖板是一个保证电池质量和合格率的关键控制点。如果铝壳尺寸不合格必然会导致壳体焊接不良,成品电池合格率下降。
3.为避免铝壳尺寸不良,需要对制造端进行控制以确保铝壳加工精度,即需要测量方形铝壳口部的壁厚、倒角的尺寸是否都在公差范围内。由于铝壳壁厚较薄,材质较软,方形铝壳很容易发生变形;目前采用的测量方法是将铝壳口部手动压紧,然后放入探针进行尺寸测量,该方法存在人工夹紧不牢固,铝壳易晃动等问题。
技术实现要素:
4.本实用新型的目的在于针对现有技术中存在的不足,提供一种设计合理,结构简单,固定牢固的铝壳口部尺寸测量用固定工装,能够避免尺寸测量时铝壳晃动,用于解决现有技术中人工手动压紧铝壳口部进行尺寸测量时存在的夹紧不牢固、铝壳易晃动等问题。
5.为了实现上述目的,本实用新型采用以下技术方案:
6.一种铝壳口部尺寸测量用固定工装,所述铝壳呈方形,该固定工装包括安装平台和伸缩夹紧机构,所述安装平台上固设有定位块,定位块一侧开设有用于限位铝壳一相邻两边的限位槽,限位槽内设有用于放置在铝壳内的内限位机构,内限位机构与限位槽配合将铝壳的一相邻两边夹紧,两个所述伸缩夹紧机构分别安装在安装平台上,两个所述伸缩夹紧机构分别与内限位机构配合将铝壳的另一相邻两边夹紧。
7.作为优选,所述内限位机构包括用于嵌置在铝壳内进行四边定形的内限位块,内限位块的四角处分别开设让位口。
8.作为优选,所述内限位块的上表面设有提手。
9.作为优选,所述内限位块的上表面设有用于压紧铝壳口部边缘的压块。
10.作为优选,所述压块的数量为两个,两个压块分别设置在内限位块两端。
11.作为优选,所述压块呈t字形。
12.作为优选,所述伸缩夹紧机构包括夹紧块和伸缩气缸,夹紧块由固定于安装平台的伸缩气缸驱动靠近或者远离限位槽。
13.作为优选,所述夹紧块的工作面与限位槽的直边平行设置。
14.作为优选,所述伸缩气缸由安装平台一侧设有的手动阀控制。
15.作为优选,所述夹紧块和定位块的高度均低于铝壳的高度。
16.本实用新型采用以上技术方案,具有以下有益效果:
17.当需要进行铝壳口部尺寸测量时,可以方便快捷的将方形铝壳固定在本实用新型固定工装上,夹紧牢固,不用重复定位,有效避免铝壳晃动导致测量准确性受到影响。
18.在使用时,先通过人工将方形铝壳放置在定位块的限位槽内,并使铝壳的一相邻
两边分别紧靠在限位槽的两直角边上,再将内限位块从铝壳口部放置其内腔,内限位块四角处的四个让位口分别与铝壳四个内角相对应,通过让位口可以方便进行尺寸检测,然后打开手动阀,控制两个伸缩气缸分别伸长,以分别带动两个夹紧块靠近压紧铝壳的另一相邻两边,在内限位块和限位槽的作用下,两个夹紧块分别与内限位块配合将铝壳的另一相邻两边夹紧,从而避免尺寸测量时铝壳晃动。测量完毕后,通过关闭手动阀,控制两个伸缩气缸分别缩回,以分别带动两个夹紧块远离铝壳,然后向上提起取出内限位块,最后取出铝壳。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,现针对附图进行如下说明:
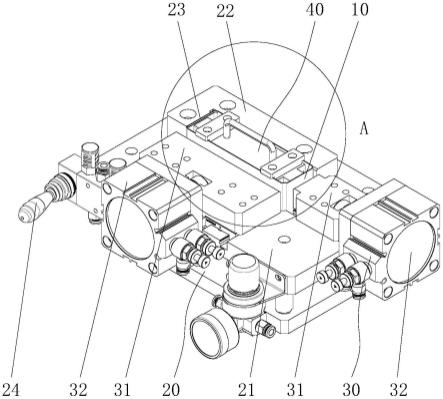
20.图1为本实用新型铝壳口部尺寸测量用固定工装的立体示意图;
21.图2为图1中a处局部放大示意图。
具体实施方式
22.以下所描述的实施例仅仅是本实用新型一部分实施例,并不代表与本实用新型相一致的所有实施例。现结合附图,对示例性实施例进行如下说明:
23.如图1或者图2所示,本实用新型的铝壳口部尺寸测量用固定工装20,本实施例的铝壳10呈方形,该固定工装20包括安装平台21和伸缩夹紧机构30,安装平台21上固设有定位块22,定位块22一侧开设有限位槽23,较佳的,限位槽23呈l型,通过设置的限位槽23,可以对铝壳10的一相邻两边进行限位,限位槽23内设有内限位机构40,内限位机构40放置在铝壳10内用于限位和定形,从而避免铝壳10受压产生晃动或变形,内限位机构40与限位槽23配合可以将铝壳10的一相邻两边夹紧,两个伸缩夹紧机构30分别安装在安装平台21上,较佳的,两个伸缩夹紧机构30相互垂直分布,两个伸缩夹紧机构30分别与内限位机构40配合将铝壳10的另一相邻两边夹紧。
24.作为一种优选的实施方式,在上述基础上,内限位机构40包括用于嵌置在铝壳10内进行四边定形的内限位块41,内限位块41的四角处分别开设让位口42。该让位口42的设置,可以方便将检测探头伸入以对铝壳内角弧度进行检测。
25.作为一种优选的实施方式,为了方便取放内限位块41,在上述基础上,内限位块41的上表面设有提手43。
26.作为一种优选的实施方式,为了避免铝壳10发生纵向位移,在上述基础上,内限位块41的上表面设有用于压紧铝壳10口部边缘的压块44;压块44呈t字形。
27.较佳的,压块44的数量为两个,两个压块44分别设置在内限位块41两端。
28.作为一种优选的实施方式,在上述基础上,两个伸缩夹紧机构30均包括夹紧块31和伸缩气缸32,夹紧块31由固定于安装平台21的伸缩气缸32驱动靠近或者远离限位槽23。较佳的,夹紧块31的工作面与限位槽23的直边平行设置。为了方便对铝壳高度进行检测,较佳的,夹紧块31和定位块22的高度均低于铝壳10的高度。
29.作为一种优选的实施方式,在上述基础上,进一步,两个伸缩气缸32均由安装平台21一侧设有的手动阀24控制同步伸缩。该手动阀24为现有技术中具有一进气口和两个出气
口的手动气阀,用于控制伸缩气缸。
30.本实用新型的工作原理如下:
31.在使用时,先通过人工将方形铝壳10放置在定位块22的限位槽23内,并使铝壳10的一相邻两边分别紧靠在限位槽23的两直角边上,再将内限位块41从铝壳10口部放置其内腔,内限位块41四角处的四个让位口42分别与铝壳10四个内角相对应,通过让位口42可以方便进行尺寸检测,然后打开手动阀24,控制两个伸缩气缸32分别伸长,以分别带动两个夹紧块31靠近压紧铝壳10的另一相邻两边,在内限位块41和限位槽23的作用下,两个夹紧块31分别与内限位块41配合将铝壳10的另一相邻两边夹紧,从而避免尺寸测量时铝壳10晃动。测量完毕后,通过关闭手动阀24,控制两个伸缩气缸32分别缩回,以分别带动两个夹紧块31远离铝壳10,然后向上提起取出内限位块41,最后取出铝壳10。
32.以上仅为本实用新型的较佳具体实施例,并不用以限制本实用新型保护范围;凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验所做的均等变化、修改、替换和变型,皆应在由权利要求书所确定的保护范围内。
技术特征:
1.一种铝壳口部尺寸测量用固定工装,其特征在于:该固定工装包括安装平台和伸缩夹紧机构,所述安装平台上固设有定位块,定位块一侧开设有用于限位铝壳一相邻两边的限位槽,限位槽内设有用于放置在铝壳内的内限位机构,内限位机构与限位槽配合将铝壳的一相邻两边夹紧,两个所述伸缩夹紧机构分别安装在安装平台上,两个所述伸缩夹紧机构分别与内限位机构配合将铝壳的另一相邻两边夹紧。2.根据权利要求1所述的铝壳口部尺寸测量用固定工装,其特征在于:所述内限位机构包括用于嵌置在铝壳内进行四边定形的内限位块,内限位块的四角处分别开设让位口。3.根据权利要求2所述的铝壳口部尺寸测量用固定工装,其特征在于:所述内限位块的上表面设有提手。4.根据权利要求2所述的铝壳口部尺寸测量用固定工装,其特征在于:所述内限位块的上表面设有用于压紧铝壳口部边缘的压块。5.根据权利要求4所述的铝壳口部尺寸测量用固定工装,其特征在于:所述压块的数量为两个,两个压块分别设置在内限位块两端。6.根据权利要求4所述的铝壳口部尺寸测量用固定工装,其特征在于:所述压块呈t字形。7.根据权利要求1所述的铝壳口部尺寸测量用固定工装,其特征在于:所述伸缩夹紧机构包括夹紧块和伸缩气缸,夹紧块由固定于安装平台的伸缩气缸驱动靠近或者远离限位槽。8.根据权利要求7所述的铝壳口部尺寸测量用固定工装,其特征在于:所述伸缩气缸由安装平台一侧设有的手动阀控制。9.根据权利要求7所述的铝壳口部尺寸测量用固定工装,其特征在于:所述夹紧块和定位块的高度均低于铝壳的高度。10.根据权利要求1所述的铝壳口部尺寸测量用固定工装,其特征在于:所述限位槽呈l型。
技术总结
本实用新型属于工装技术领域,尤其是涉及一种铝壳口部尺寸测量用固定工装,用于解决现有技术中人工手动压紧铝壳口部进行尺寸测量时存在的夹紧不牢固、铝壳易晃动等问题。一种铝壳口部尺寸测量用固定工装,铝壳呈方形,该固定工装包括安装平台和伸缩夹紧机构,安装平台上固设有定位块,定位块一侧开设有用于限位铝壳一相邻两边的限位槽,限位槽内设有用于放置在铝壳内的内限位机构,内限位机构与限位槽配合将铝壳的一相邻两边夹紧,两个伸缩夹紧机构分别安装在安装平台上,两个伸缩夹紧机构分别与内限位机构配合将铝壳的另一相邻两边夹紧。紧。紧。
技术研发人员:吴铭堃 李泉辉 蔡冰晴 袁景 黄俊强
受保护的技术使用者:厦门合南道智能科技有限公司
技术研发日:2022.03.29
技术公布日:2022/8/19
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。