1.本技术涉及生活用品,特别是涉及一种家具支撑脚的保护套。
背景技术:
2.座椅等家具的椅脚接触地面,当在地面上移动座椅时,椅脚会对地面产生摩擦,进而对地面造成磨损。
3.现有的部分椅脚上设置有塑胶或尼龙保护套,在移动座椅时,保护套与地面产生摩擦,由于对保护套与地面的摩擦力作用,当将座椅移开时,保护套与地面的摩擦力过大,导致保护套容易脱落。为了减小保护套与底面之间的摩擦力,现有的部分保护套的底面上设置有防滑层,防滑层通过胶水粘在保护套的外表面。由于保护套通常为柔性材质,在涂覆胶水时,保护套的支撑不方便,容易造成涂覆胶水厚度不均,进而使得防滑层的不同位置的粘接强度不同,在移动座椅时,防滑层中胶水厚度较小的位置容易出现脱落,造成防滑层局部翘曲,使得防滑层脱落;保护套的柔性材质直接接触底面,进而造成保护套的摩擦力增大而脱落。
技术实现要素:
4.本技术的主要目的是提出一种家具支撑脚的保护套,旨在解决现有的家具支撑脚的保护套与地面摩擦力过大容易脱落的问题。
5.为实现上述目的,本技术提出的家具支撑脚的保护套,包括套体及毛毡垫片,其中:
6.所述套体为朝一侧敞口的筒状结构,包括底壁及与所述底壁一体成型的侧壁;所述套体为柔性材质;
7.所述毛毡垫片贴合所述底壁的外侧面,且所述毛毡垫片与所述底壁热熔连接;所述毛毡垫片的摩擦系数小于所述套体的摩擦系数。
8.在一些示例中,所述毛毡垫片上开设有第一过孔。
9.在一些示例中,所述第一过孔在所述毛毡垫片上居中设置。
10.在一些示例中,所述底壁上开设有第二过孔。
11.在一些示例中,所述第二过孔的数量为多个,多个所述第二过孔在所述底壁上呈分散设置。
12.在一些示例中,所述毛毡垫片的边缘向所述侧壁表面延伸形成包边,所述包边与所述侧壁热熔连接。
13.在一些示例中,所述侧壁的内侧面上设有凸筋,所述凸筋的数量为多个,多个所述凸筋沿所述侧壁的内表面呈周向设置。
14.在一些示例中,所述侧壁包括由下向上依次连接的第一侧壁段、第二侧壁段以及第三侧壁段,所述第一侧壁段与底壁相连接;所述侧壁呈自由伸长状态下,所述第二侧壁段由下向上呈渐缩设置,所述第三侧壁段由下向上呈渐扩设置;所述凸筋自下向上呈长条状,
所述凸筋自所述第二侧壁段延伸至所述第三侧壁段。
15.在一些示例中,所述底壁的内侧面上设有凸块。
16.在一些示例中,所述凸块的数量为多个,多个所述凸块在所述底壁上呈分散设置;和/或,所述凸块的顶面为凸弧面。
17.本技术通过在套体的底面上设置毛毡垫片,利用毛毡垫片的摩擦系数小于套体的摩擦系数的特点,当椅脚移动时,毛毡垫片所受到的摩擦力较小,防止家具支撑脚的保护套脱落;通过将毛毡垫片和套体的底壁热熔连接,使得套体的材料能够部分浸润到毛毡垫片中,进而使毛毡垫片牢固地粘接在底壁上,防止毛毡垫片脱落。
附图说明
18.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1示出了本技术家具支撑脚的保护套底部一实施例的结构示意图;
20.图2示出了本技术家具支撑脚的保护套侧壁一实施例的结构示意图;
21.图3示出了本技术家具支撑脚的保护套一实施例的主视图;
22.图4示出了本技术家具支撑脚的保护套内部结构一实施例的剖面示意图。
23.附图标号说明:
24.标号名称标号名称100套体110侧壁120底壁130第一侧壁段131第二过孔132凸块140第二侧壁段150第三侧壁段160凸筋200毛毡垫片210包边220第一过孔
具体实施方式
25.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
26.本技术实施例公开了一种家具支撑脚的保护套,用于座椅的椅脚上。在使用时,将保护套套设在椅脚的底端。保护套的形状可以与椅脚的形状相一致,例如,当椅脚为圆柱形截面时,保护套形成有圆柱形空腔;当椅脚为长方形截面时,保护套形成具有长方形截面的空腔。
27.请参阅图1、图2和图3,在一些示例中,保护套包括套体100和毛毡垫片200,其中,套体100作为主体结构,用于套装在椅脚上。
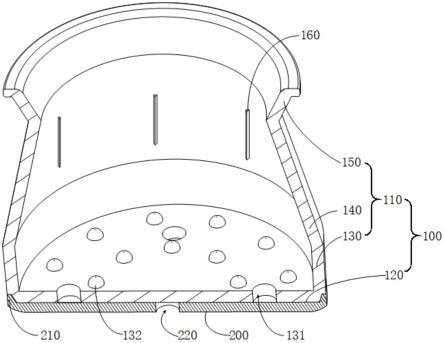
28.套体100为筒状结构,套体100具有底壁120和与底壁120相连接的侧壁110,底壁
120和侧壁110围合形成内腔,且套体100的一侧形成有连通内腔的敞口。侧壁110具有沿其轴向设置的下端和上端,其中侧壁110 的下端与底壁120相连接,侧壁110的上端形成敞口。椅脚通过敞口伸入内腔,椅脚的底面可以贴合在底壁120的内表面上,侧壁110围合在椅脚的周向外围。在一些示例中,底壁120与侧壁110一体成型。在制作套体 100时,可以将底壁120与侧壁110通过热熔工艺整体成型,以提高底壁 120与侧壁110连接部位的牢固性。在一些示例中,套体100为柔性材质,以方便将套体100安装在椅脚上。所述热熔工艺为现有注塑成型工艺的一种,将熔融材料通过浇口输入到模具中,当熔融材料在模具中固化成型后,形成目标形状。套体100可以为tpr(thermo-plastic-rubber material,热塑性橡胶)、tpe(thermoplastic elastomer,热塑性弹性体)、橡胶、硅胶或其他材质。
29.在一些示例中,毛毡垫片200与底壁120的外表面形状相一致,以使毛毡垫片200能够完全覆盖底壁120的外侧面。毛毡垫片200整体为毛毡材质,其摩擦系数小于套体100的摩擦系数。
30.由于套体100的底壁120直接朝向底面,通过将毛毡垫片200设置在底壁120的外侧,当移动座椅时,套体100的底壁120与地面的摩擦力相对减小,能够有效避免由于保护套的底面摩擦力过大而导致脱落的问题。
31.在一些示例中,毛毡垫片200的边缘向侧壁110表面延伸形成包边210。包边210具有沿侧壁110轴向设置的第一端和第二端,包边210的第一端与毛毡垫片200的外周边缘相连接,包边210的第二端延伸至侧壁110外表面,以在侧壁110靠近底壁120的一侧外表面形成环状结构。包边210 包覆在侧壁110靠近底壁120的一端的表面,以在侧壁110靠近底壁120 的一端表面形成防滑层。当座椅的重量较大时,椅脚处的作用力较大,会导致保护套的底面被压紧在地面上,当继续移动椅脚时,保护套可能会产生一定变形,通过在侧壁110上形成包边210,包边210的摩擦系数小于套体100的摩擦系数,使得包边210与地面的摩擦力相对较小,防止保护套从椅脚上脱落。
32.在一些示例中,毛毡垫片200与底壁120热熔连接。以套体100为硅胶材质为例,将毛毡垫片200放入模具内的预设位置,在将熔融硅胶输入至模具内时,熔融硅胶与毛毡垫片200相结合形成整体保护套,由于毛毡垫片200具有不光滑的表面,其表面会有大量纤维,当熔融硅胶与毛毡垫片200相接触时,熔融硅胶能够与毛毡垫片200表面的纤维相融合;由于毛毡垫片200的纤维之间空隙非常大,在熔融硅胶接触到毛毡垫片200表面时,部分熔融硅胶会浸润到毛毡垫片200的纤维之间的空隙中;同时,由于毛毡垫片200表面的部分纤维会向底壁120方向延伸,进而使得套体 100固化成型时,底壁120与毛毡垫片200的连接强度更高。通过采用热熔工艺将毛毡垫片200和套体100相互连接固定,在套体100成型时,套体100与毛毡垫片200的连接部位相互浸润,使得连接部位厚度相等,毛毡垫片200的不同位置的粘接强度相同,进而可以防止毛毡垫片200由于局部连接失效而导致毛毡垫片200翘曲或脱落的问题。当保护套底面所受到的作用力较大时,由于底壁120与毛毡垫片200热熔连接时,底壁120 的材料浸润到毛毡垫片200内部,使得毛毡垫片200不容易从底壁120上脱落;进一步由于毛毡垫片200的摩擦系数小于套体100的摩擦系数,当座椅相对移动时,保护套的移动性也相对更高,不容易脱落。
33.在一些示例中,包边210与侧壁110热熔连接,以使熔融硅胶能够浸润到包边210内的纤维之间的空隙内,进而可以提高包边210与侧壁110 的连接强度,防止包边210从侧壁
110上脱落。通过将包边210与侧壁110 热熔连接,使得底壁120上的毛毡垫片200通过包边210与侧壁110连接固定,进而可以防止底壁120上的毛毡垫片200的边缘产生翘曲或脱落,有助于提高毛毡垫片200的牢固性。
34.请参阅图1,为了防止保护套脱落,在一些示例中,侧壁110包括由下向上依次连接的第一侧壁段130、第二侧壁段140和第三侧壁段150。第一侧壁段130的下端边缘与底壁120的边缘相连接,第一侧壁段130的上端沿轴向向上延伸。第一侧壁段130可以为中空筒状,以与底壁120围合形成用于容置椅脚底部的内腔。第二侧壁段140位于第一侧壁段130的上方,第三侧壁段150位于第二侧壁段140的上方,并且第二侧壁段140和第三侧壁段150的连接处用于紧密贴合在椅脚的侧壁110上。在套体100 呈自然伸长状态下,自下向上方向,第二侧壁段140呈渐缩设置的筒状结构,第三侧壁段150呈渐扩设置筒状结构。第三侧壁段150在套体100的上端形成扩口结构,该扩口结构作为套体100上端的敞口,以方便使椅脚的端部插入套体100内。由于套体100为柔性材质,其具有一定的可变形性,通过使第二侧壁段140和第三侧壁段150的连接处紧密贴合在椅脚的侧壁110上;当将套体100套装在椅脚上时,第二侧壁段140和第三侧壁段150的连接处可以紧密贴合在椅脚的侧壁110上,第二侧壁段140和第三侧壁段150的连接处可以对椅脚产生一定的弹性挤压,进而可以对套体 100进行限位,防止套体100脱落,有助于提高套体100的稳定性。底壁120、第一侧壁段130、第二侧壁段140以及第三侧壁段150为一体成型。在一些示例中,在形成包边210时,包边210自底壁120延伸至第一侧壁段130,可以根据实际需要确定包边210在轴向方向上的长度。第一侧壁段130、第二侧壁段140以及第三侧壁段150的截面形状可以与椅脚的截面形状相适配。
35.请参阅图1和图4,在一些示例中,毛毡垫片200上开设有第一过孔 220,第一过孔220贯穿毛毡垫片200设置,方便套体100在底壁120对应第一过孔220的位置设置注塑成型的浇口。第一过孔220的轴向平行于毛毡垫片200的厚度方向,第一过孔220可以设置在靠近毛毡垫片200的中部位置,也可以根据需要设置在毛毡垫片200的其他任意位置。在加工时,将毛毡垫片200放入模具内,熔融硅胶能够经由第一过孔220进入模具内,在模具内形成套体100结构。通过将第一过孔220设置在毛毡垫片200上,当熔融硅胶经由第一过孔220进入模具之后,熔融硅胶与毛毡垫片200的接触时长延长,熔融硅胶能够更多地覆盖分布到毛毡垫片200朝向底壁120 的一侧表面。由于热塑材料在毛毡垫片200表面和模具表面冷凝所需时长不同,熔融硅胶进入模具内时,由于第一过孔220位于毛毡垫片200上,相对模具中的其他部位,毛毡垫片200位于模具中的靠近上游位置,熔融硅胶在模具内与毛毡垫片200的接触时长相对更长,使得热塑材料能够更多地进入到毛毡垫片200的纤维内,进而可以提升底壁120与毛毡垫片200 连接处的牢固性。
36.在一些示例中,第一过孔220在毛毡垫片200上居中设置,以使第一过孔220对应底壁120的中心位置。当熔融硅胶通过第一过孔220进入模具内时,熔融硅胶能够更均匀地分散到模具内,并均匀分散到毛毡垫片200 朝向底壁120的一侧表面上,能够有效提高材料分布的均匀性,避免局部熔融硅胶缺失而导致毛毡垫片200局部翘曲或脱落的问题,进而有助于提高毛毡垫片200的稳定性和牢固性。
37.请参阅图4,为了扩大毛毡垫片200与底壁120的连接强度,在一些示例中,在底壁120上开设有第二过孔131,第二过孔131至少连通底壁 120的外表面。在一些示例中,第二过孔131为贯穿底壁120的贯通孔。在进行热熔加工时,将毛毡垫片200放入模具内之后,可
以在模具上设置柱状结构,或顶针结构,通过将模具内的柱状结构或顶针结构抵接在毛毡垫片200上,实现对毛毡垫片200进行固定。当开模抽芯之后,柱状结构所在部位形成第二过孔131。
38.在套体100成型时,在第二过孔131处的毛毡垫片200的纤维能够更多地与熔融硅胶相互浸润,进而可以提高套体100与毛毡垫片200的连接强度。在一些示例中,第二过孔131的数量为多个,多个第二过孔131在底壁120上分散设置,以从多个位置提高毛毡垫片200与底壁120的连接强度。利用分散设置的第二过孔131,能够提高熔融硅胶的均匀性,使熔融硅胶在模具内分布更加均匀。通过呈分散分布的第二过孔131,在熔融硅胶成型时,第二过孔131的所在位置的熔融硅胶能够更好地向毛毡垫片 200散热,进而可以使套体100成型之后结构更加稳定,并且熔融硅胶在散热过程中,能够更好地浸润到毛毡垫片200中。在一些示例中,第二过孔131为开设于底壁120上的盲孔,第二过孔131自底壁120的外表面向远离毛毡垫片200方向延伸。在一些示例中,第二过孔131以底壁120的轴线为中心呈环形分布,以使第二过孔131呈等间隔排布,进一步提高套体100底壁120的材料均匀性,并提高套体100底壁120与毛毡垫片200 连接的牢固性。在一些示例中,第二过孔131与第一过孔220间隔设置,第一过孔220位于毛毡垫片200的中心位置,第二过孔131环设于第一过孔220的外周。第一过孔220和第二过孔131处的毛毡垫片200的纤维可以伸入底壁120的材料中,形成以底壁120的轴线为中心的加强连接位置,进而使毛毡垫片200和底壁120的连接强度更高。
39.请参阅图4,在一些示例中,在套体100的内壁上设置有限位结构。通过在套体100的内壁上设置限位结构,能够增大套体100的内壁面与椅脚之间的摩擦力,防止椅脚相对套体100内壁产生移位。
40.在一些示例中,在底壁120的内侧面上设有凸块132,凸块132作为底壁120上的限位结构。当椅脚的底面与底壁120相接触时,凸块132可以用于防止椅脚的底面相对底壁120产生滑移。当椅脚为中空结构时,凸块132可以卡接在椅脚的面内侧,以防止椅脚产生移位。当椅脚为实心结构时,凸块132可以阻挡在椅脚底部侧面。在一些示例中,凸块132的数量为多个,多个凸块132在底壁120上呈分散设置。当椅脚为中空结构时,多个凸块132可以嵌入在椅脚内部,也可以分布在椅脚的内外两侧,以对椅脚进行限位。当椅脚为实心结构时,多个凸块132可以均抵接在椅脚的底面上。在一些示例中,凸块132可以为凸出设置在底壁120表面的半球状结构,凸块132具有弧形的外表面。凸块132也可以为其他形状,如锥形、柱体等。
41.在一些示例中,在侧壁110的内侧面上设有凸筋160,凸筋160作为侧壁110上的限位结构,用于贴合在椅脚的侧壁110上,防止套体100相对椅脚产生转动。凸筋160可以为设置在侧壁110上的长条状结构。凸筋 160的数量可以为多个,多个凸筋160在侧壁110上间隔分布。相邻的凸筋160之间的距离可以相等,也可以不相等。相邻的凸筋160的高度和/或长度可以相等,也可以不相等。
42.在一些示例中,当侧壁110包括依次相连接的第一侧壁段130、第二侧壁段140以及第三侧壁段150时,凸筋160可以设置在第二侧壁段140 和第三侧壁段150的连接处。凸筋160可以自第二侧壁段140延伸至第三侧壁段150,由于自下向上方向上,第二侧壁段140为渐缩设置,当套体 100套装在椅脚上时,第二侧壁段140和第三侧壁段150紧密贴合在椅脚
外表面上,凸筋160能够增大第二侧壁段140、第三侧壁段150与椅脚外表面的摩擦力,进而防止套体100相对椅脚转动,防止套体100脱落。
43.本技术在上述示例所述保护套可以用于座椅。在一些示例中,座椅具有椅脚,套体100套设于椅脚。椅脚通过套体100的敞口插入套体100内。通过在椅脚上设置保护套,利用套体100和毛毡垫片200热熔连接,使得毛毡垫片200和套体100的底壁相互浸润,进而防止毛毡垫片200脱落;由于毛毡垫片200具有更小的摩擦系数,在移动座椅时,毛毡垫片200与地面的摩擦力较小,进而防止由于摩擦力过大而导致保护套脱落的问题。
44.最后应说明的是:以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不驱使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。