1.本技术涉及电池技术领域,具体涉及一种电芯以及电池。
背景技术:
2.随着科学技术的发展,电池技术也得到了迅速的发展。同时,用户也对电池的快速充电能力提出了更高的要求。目前,快速充电电池已经成为消费类电池最主要的发展方向之一。
3.电池包括电芯。电芯包括正极片、隔膜以及负极片。隔膜位于正极片和负极片之间。正极片具有正极耳。负极片具有负极耳。为了提升电池的快速充电性能,电池的电芯在结构上通常采用极耳中置结构。极耳中置结构是将正极耳和负极耳分别焊接于极片的中间区域,从而优化电池充放电过程中极片上电流密度的分布,降低电池的内阻,实现电池的快速充电。
4.然而,正极耳和负极耳分别焊接于正极片和负极片而产生的焊点以及正极耳和负极耳自身存在的毛刺存在将隔膜刺破的风险。示例性地,存在正极耳的焊点刺破隔膜而与负极片连接的可能性,从而导致正极片与负极片连接而发生短路,影响电池的使用安全性。
技术实现要素:
5.本技术提供一种电芯以及电池,能够解决正极耳或负极耳刺穿隔膜而导致正极片与负极片连接发生短路的问题。
6.一方面,本技术提供一种电芯,其包括:
7.第一极片,包括第一极耳和第一活性物质层,第一活性物质层包括第一安装槽,第一极耳的至少部分设置于第一安装槽内;
8.第二极片,包括第二极耳和第二活性物质层,第二活性物质层包括第二安装槽,第二极耳的至少部分设置于第二安装槽内;
9.第一隔膜,设置于第一极片和第二极片之间;
10.第一绝缘组件,设置于第一极片和第二极片之间,第一绝缘组件包括第一绝缘片,第一绝缘片设置于第二极片靠近第一隔膜的一侧表面上,沿厚度方向,第一安装槽以及第二安装槽各自的正投影位于第一绝缘片的正投影内。
11.本技术提供的电芯,第一绝缘片可以有效避免第二安装槽内的第二极耳自身的毛刺或者金属焊点刺破第一隔膜,而与第一极片的第一活性物质层连接导致电芯内部发生短路的现象,同时,也可以避免第一安装槽内的第一极耳自身的毛刺或者金属焊点依次刺破第二绝缘片和第一隔膜,而与第二极片的第二活性物质层连接导致电芯内部发生短路的现象。
12.根据本技术的一个实施例,第一活性物质层包括两个第一安装槽,两个第一安装槽沿第一极片的厚度方向相对设置,其中,第一极耳位于远离第一绝缘片的第一安装槽。
13.根据本技术的一个实施例,第一绝缘组件包括第二绝缘片,第二绝缘片设置于第
一隔膜和第一极片之间并且与靠近第一绝缘片的第一安装槽对应设置。
14.根据本技术的一个实施例,沿厚度方向,第二绝缘片的正投影位于第一绝缘片的正投影内。
15.根据本技术的一个实施例,第二活性物质层包括两个第二安装槽,两个第二安装槽沿第二极片的厚度方向相对设置,其中,第二极耳位于远离第一绝缘片的第二安装槽。
16.根据本技术的一个实施例,第一绝缘组件还包括第三绝缘片,第三绝缘片设置于第一隔膜和第一极片之间,第三绝缘片靠近第二绝缘片的第二安装槽对应设置。
17.根据本技术的一个实施例,沿第二活性物质层的长度方向,第三绝缘片的尺寸为第二安装槽的尺寸的0.5倍至1倍。
18.根据本技术的一个实施例,第二绝缘片和第三绝缘片为一体结构。
19.根据本技术的一个实施例,电芯还包括第二绝缘组件和第三绝缘组件;
20.第二绝缘组件设置于第二极片背向第一安装槽的一侧;
21.第三绝缘组件设置于第一极片背向第二安装槽的一侧。
22.根据本技术的一个实施例,电芯还包括第二隔膜,第一极片和第二极片各自背向第一隔膜的一侧设置有第二隔膜,第二绝缘组件包括第四绝缘片和第五绝缘片,第四绝缘片和第五绝缘片之间设置有第二隔膜,第四绝缘片设置于第二隔膜和第二极片之间。
23.根据本技术的一个实施例,沿厚度方向,第五绝缘片的正投影位于第四绝缘片的正投影内。
24.根据本技术的一个实施例,第二活性物质层包括两个第二安装槽,两个第二安装槽沿第二极片的厚度方向相对设置,其中,第二极耳位于远离第二绝缘片的第二安装槽,第一绝缘组件还包括第三绝缘片,第三绝缘片设置于第一绝缘片面向第二极片的一侧并且与靠近第二绝缘片的第二安装槽对应设置,沿厚度方向,第三绝缘片的正投影位于第二安装槽的正投影内。
25.根据本技术的一个实施例,电芯还包括第二隔膜,第一极片和第二极片各自背向第一隔膜的一侧设置有第二隔膜,第二绝缘组件包括第四绝缘片和第五绝缘片,第四绝缘片和第五绝缘片均位于第二极片和第二隔膜之间,第四绝缘片设置于第五绝缘片和第二极片之间。
26.根据本技术的一个实施例,沿厚度方向,第四绝缘片的正投影位于第五绝缘片的正投影内。
27.根据本技术的一个实施例,沿第二活性物质层的长度方向,第四绝缘片的尺寸为第二安装槽的尺寸的0.5倍至1倍。
28.根据本技术的一个实施例,沿第二活性物质层长度方向,第五绝缘片的尺寸超出第二安装槽的尺寸的取值范围1mm至15mm。
29.根据本技术的一个实施例,电芯还包括第二隔膜,第一极片和第二极片各自背向第一隔膜的一侧设置有第二隔膜,第三绝缘组件包括第六绝缘片和第七绝缘片,第六绝缘片和第七绝缘片之间设置有第二隔膜,第六绝缘片设置于第二隔膜和第一极片之间。
30.根据本技术的一个实施例,沿厚度方向,第六绝缘片的正投影位于第七绝缘片的正投影内。
31.根据本技术的一个实施例,沿厚度方向,第一极耳和第二极耳位于电芯的中心轴
线的同一侧,第一极耳和第二极耳位于电芯的同一折上。
32.另一方面,本技术提供的一种电池,包括如上述实施例的电芯。
附图说明
33.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
34.图1为本技术一实施例的电池结构示意图;
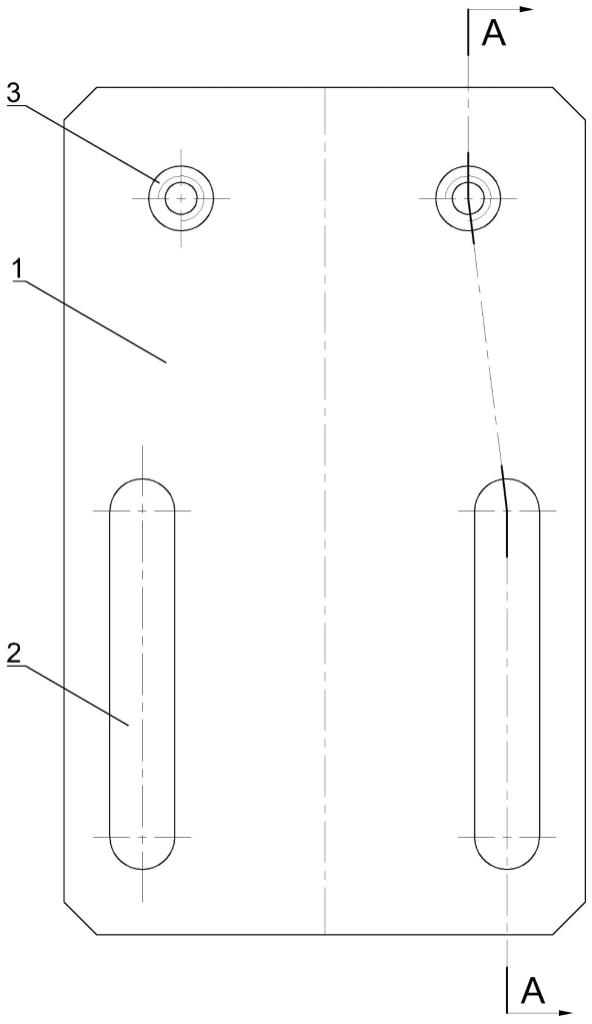
35.图2为本技术一实施例的电芯结构示意图;
36.图3为本技术一实施例的电芯的局部剖视结构示意图;
37.图4为现有技术的电芯的局部剖视结构示意图;
38.图5为本技术一实施例的电芯的局部剖视结构示意图;
39.图6为本技术另一实施例的电芯的局部剖视结构示意图。
40.附图标记说明:
41.100、电池;
42.200、电芯;
43.210、第一极片;
44.211、第一极耳;2111、第一极耳连接部;2112、第一极耳引出部;
45.212、第一活性物质层;212a、第一安装槽;
46.213、第一集流体;
47.220、第二极片;
48.221、第二极耳;2211、第二极耳连接部;2212、第二极耳引出部;
49.222、第二活性物质层;222a、第二安装槽;
50.223、第二集流体;
51.230、第一隔膜;
52.240、第三绝缘组件;241、第六绝缘片;242、第七绝缘片;
53.250、第二绝缘组件;251、第四绝缘片;252、第五绝缘片;
54.260、第一绝缘组件;261、第一绝缘片;262、第二绝缘片;263、第三绝缘片;
55.270、第二隔膜;
56.300、第二极片绝缘层;
57.400、双重保护绝缘层;
58.x、厚度方向;
59.y、长度方向。
60.通过上述附图,已示出本技术明确的实施例,后文中将有更详细的描述。这些附图和文字描述并不是为了通过任何方式限制本技术构思的范围,而是通过参考特定实施例为本领域技术人员说明本技术的概念。
具体实施方式
61.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例
中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本技术的一些方面相一致的装置和方法的例子。
62.电池100主要依靠锂离子在正极片和负极片之间的移动进行充电和放电。电池100在充电过程中,锂离子从正极片脱嵌,然后经过隔膜再嵌入负极片。但是,当负极片上的活性物质含量低于正极片上的活性物质含量时,会导致从正极片脱嵌的锂离子无法嵌入负极片,锂离子析出在负极片的表面形成锂枝晶,从而产生析锂现象。
63.本技术实施例的电池100可以包括锂离子二次电池、锂硫电池或钠锂离子电池等。在本技术中不限定。电池100一般按封装的方式分成方形电池和软包电池。在本技术中也不做限定。
64.本技术实施例的设备可以为车辆、船舶、小型飞机等移动设备。以车辆为例,本技术的车辆可以是新能源汽车。该新能源汽车可以是纯电动汽车,也可以是混合动力汽车或增程式汽车。电池100可以作为汽车的驱动电源,替代或部分地替代燃油或天然气为车辆提供驱动动力。示例性地,电池100为驱动电机提供电能。驱动电机通过传动机构与车辆上的车轮连接从而驱动车辆行进。具体地,该电池100可水平设置于车辆的底部。
65.参见图1至图3所示,电池100包括电芯200。电芯200包括第一极片210、隔膜和第二极片220。第一极片210、隔膜和第二极片220采用卷绕的加工工艺形成电芯200。第一极片210包括第一极耳211和第一集流体213。第二极片220包括第二极耳221和第二集流体223。第一极耳211和第二极耳221用于连接外部电路。
66.第一极耳211包括第一极耳连接部2111和第一极耳引出部2112。第一极耳连接部2111用于与第一集流体213连接。第一极耳引出部2112位于第一集流体213的外部。第二极耳221包括第二极耳连接部2211和第二极耳引出部2212。第二极耳连接部2211用于与第二集流体223连接。第二极耳引出部2212位于第二集流体223的外部。第二极耳引出部2212和第一极耳引出部2112用于连接外部电路。
67.为了实现电池100的快速充电,电池100的电芯200在结构上通常采用极耳中置结构。极耳中置结构指的是第一极耳211和第二极耳221分别从靠近第一活性物质层212和第二活性物质层222的中间区域引出,从而优化电池100充放电过程中极片上电流密度的分布,降低电池100的内阻,实现电池100的快速充电。
68.然而,第一极耳211和第二极耳221分别焊接于第一活性物质层212和第二活性物质层222而产生的焊点以及第一极耳211和第二极耳221自身存在的毛刺容易将隔膜刺破,从而导致第一极片210与第二极片220连接而发生短路,影响电池100的使用安全性。
69.基于申请人发现的上述问题,申请人对电芯200的结构进行改进,下面对本技术实施例进行进一步描述。
70.参见图5所示,本技术实施例的电芯200包括第一极片210、第二极片220、第一隔膜230和第一绝缘组件260。
71.第一极片210包括第一极耳211和第一活性物质层212。第一活性物质层212包括第一安装槽212a。沿第一极片210的厚度方向x,第一安装槽212a贯穿第一活性物质层212。第一极耳211的至少部分设置于第一安装槽212a内。需要说明的是,第一极耳211位于第一安装槽212a的部分为第一极耳连接部2111。
72.第一极片210包括第一活性物质层212和第一集流体213。第一集流体213的两个表
面均设置有第一活性物质层212。第一安装槽212a设置于第一活性物质层212。第一集流体213外露于第一安装槽212a,从而与第一极耳连接部2111相连接。
73.第二极片220包括第二极耳221和第二活性物质层222。第二活性物质层222包括第二安装槽222a。沿厚度方向x,第二安装槽222a贯穿第二活性物质层222。第二极耳221的至少部分设置于第二安装槽222a内。需要说明的是,第二极耳221位于第一安装槽212a的部分为第二极耳连接部2211。
74.第二活性物质层222包括第二集流体223和。第二集流体223的两个表面均设置有第二活性物质层222。第二安装槽222a设置于第二活性物质层222。第二集流体223外露于第二安装槽222a,从而与第二极耳连接部2211相连接。
75.第一隔膜230设置于第一极片210和第二极片220之间,以使第一极片210和第二极片220绝缘隔离。
76.第一绝缘组件260设置于第一极片210和第二极片220之间。第一绝缘组件260包括第一绝缘片261和第二绝缘片262。第一绝缘片261设置于第二极片220靠近第一隔膜230的一侧表面上。沿厚度方向x,第一安装槽212a以及第二安装槽222a各自的正投影位于第一绝缘片261的正投影内。
77.第一绝缘片261可以有效避免第二安装槽222a内的第二极耳221自身的毛刺或者金属焊点刺破第一隔膜230,而与第一极片210的第一活性物质层212连接导致电芯200内部发生短路的现象,同时,也可以避免第一安装槽212a内的第一极耳211自身的毛刺或者金属焊点依次刺破第二绝缘片262和第一隔膜230,而与第二极片220的第二活性物质层222连接导致电芯200内部发生短路的现象。
78.本技术实施例的第一绝缘片261可以为一体结构,并且第一安装槽212a以及第二安装槽222a各自的正投影均位于第一绝缘片261的正投影内。
79.现有技术中,参见图4所示,在第二极片220上与第二极耳221相对应的位置设置有第二极片绝缘层300。第二极片绝缘层300位于第二极片220与隔膜之间。在第一极片210上与第二极耳221相对应的位置设置有双重保护绝缘层400。双重保护绝缘层400位于隔膜与第二极片220之间。
80.第二极片绝缘层300和双重保护绝缘层400为分体结构。设置第二极片绝缘层300和双重保护绝缘层400后的电芯200,当第一极耳211与第二极耳221的中心距较小时,第二极片绝缘层300和双重保护绝缘层400在电芯200的卷绕工序中受到卷绕的挤压力后,沿厚度方向x,第二极片绝缘层300和双重保护绝缘层400的部分区域会产生相互重叠的现象,因此,电芯200在此重叠区域的厚度就会偏大,从而造成电芯200厚度整体的极差较大。需要说明的是,电芯200厚度整体的极差指的是电芯200厚度最大值与最小值的差值。
81.电芯200整体厚度极差较大会导致卷绕工序后的电芯200内部卷绕不紧密,从而使第一极片210、隔膜和第二极片220之间的间隙增大且一致性差,导致锂离子的运动路径较长,甚至由于间隙较大锂离子无法嵌入,最终在具有负极极性的极片的表面产生析锂现象。
82.电芯200整体厚度极差较大还会导致电芯200的平整度差,从而使电池100的不良率增高,影响电池100的交付。
83.因此,本技术实施例的第一绝缘片261在电芯200的卷绕工序中受到卷绕的挤压力后,第一绝缘片261不易出现重叠部分,有利于降低电芯200整体厚度极差较大导致的电芯
平整度差、化成界面一致性差以及发生析锂现象的可能性。
84.在一些示例中,第一安装槽212a可以通过激光清洗或者刮片工艺将第一集流体213表面的部分第一活性物质层212去除的方式而形成。示例性地,第一安装槽212a的底壁清洗干净并露出第一集流体213,从而避免第一安装槽212a内残余的第一活性物质层212影响第一极耳连接部2111与第一集流体213之间的连接稳定性。第二安装槽222a可以通过激光清洗或者刮片工艺将第二集流体223表面的部分第二活性物质层222去除的方式而形成。示例性地,第二安装槽222a的底壁清洗干净并露出第二集流体223,从而避免第二安装槽222a内残余的第二活性物质层222影响第二极耳连接部2211与第二集流体223之间的连接稳定性。
85.在一些示例中,第一极耳连接部2111与第一集流体213的连接方式为焊接,例如,激光焊接或超声波焊接。第二极耳连接部2211与第二集流体223的焊接过程中,焊接设备作用于第二极耳连接部2211背向第二集流体223的表面,将第二极耳连接部2211与第二集流体223焊接为一体,并在第二活性物质层222未设置有第二极耳连接部2211的第二安装槽222a内形成焊点。在电芯200的卷绕工序中,焊点容易刺穿第一隔膜230而与第一极片210连接,造成电芯200的短路。第一绝缘组件260覆盖于第二集流体223未设置有第二极耳连接部2211的一侧,可以有效避免出现第二极耳连接部2211与第二集流体223焊接后产生的焊点刺穿第一隔膜230而与第一活性物质层212连接造成电芯200短路的问题。
86.在一些可实现的方式中,参见图5和图6所示,第一活性物质层212包括两个第一安装槽212a。两个第一安装槽212a沿第一极片210的厚度方向相对设置。其中,第一极耳211位于远离第一绝缘片261的第一安装槽212a。
87.在一些可实现的方式中,第一绝缘组件260包括第二绝缘片262。第二绝缘片262设置于第一隔膜230和第一极片210之间并且与靠近第一绝缘片261的第一安装槽212a对应设置。
88.第一极耳连接部2111位于第一极片210远离第一隔膜230的第一安装槽212a内。第二绝缘片262覆盖外露于第一安装槽212a的第一集流体213,即第二绝缘片262覆盖第一极片210上未设置有第一极耳连接部2111的第一安装槽212a。第二绝缘片262可以有效避免第一安装槽212a内的金属焊点刺破第一隔膜230而使第一极耳211与第二极片220的第二活性物质层222连接发生短路连接导致电芯200内部发生短路的现象。
89.在一些可实现的方式中,参见图5和图6所示,沿厚度方向x,第二绝缘片262的正投影位于第一绝缘片261的正投影内。
90.在一些示例中,第一极片210具有负极极性。第二极片220具有正极极性。沿厚度方向x,若第二绝缘片262的正投影超出第一绝缘片261的正投影,会导致第一活性物质层212被第二绝缘片262覆盖的面积大于第一活性物质层212被第一绝缘片261覆盖的面积,从而导致包含正极活性物质的第二活性物质层222脱嵌出的锂离子无法嵌入到包含负极活性物质的第一活性物质层212,而在第一极片210上析出的析锂现象。因此,第二绝缘片262的正投影位于第一绝缘片261的正投影内可以避免析锂现象的发生。
91.在一些可实现的方式中,参见图5所示,第二活性物质层222包括两个第二安装槽222a。两个第二安装槽222a沿第二极片220的厚度方向x相对设置。其中,第二极耳221位于远离第二绝缘片262的第二安装槽222a。第一绝缘组件260还包括第三绝缘片263。第三绝缘
片263设置于第一隔膜230和第一极片210之间并且与靠近第一绝缘片261的第二安装槽222a对应设置。
92.第一绝缘片261和第三绝缘片263可以对第一极耳211进行双重保护,从而有利于避免第二极耳连接部2211自身的毛刺或者第二极耳连接部2211与第二集流体223焊接产生的焊点依次刺破第一绝缘片261和第一隔膜230而与第一活性物质层212相接触,导致电芯200内部发生短路的现象。
93.第二极耳连接部2211位于第二极片220远离第一隔膜230的第二安装槽222a内。第三绝缘片263覆盖外露于第二安装槽222a的第二集流体223,即第三绝缘片263覆盖第二极片220上未设置有第二极耳连接部2211的第二安装槽222a。第一绝缘片261和第三绝缘片263可以对第一极耳211进行双重保护,从而有利于避免第二极耳连接部2211自身的毛刺或者第二极耳连接部2211与第二集流体223焊接产生的焊点依次刺破第一绝缘片261和第一隔膜230,而与第一活性物质层212相接触导致电芯200内部发生短路的现象。
94.在一些可实现的方式中,沿第二活性物质层222的长度方向y,第三绝缘片263的尺寸为第二安装槽222a的尺寸的0.5倍至1倍。
95.沿长度方向y,第二绝缘片262可以覆盖第一安装槽212a的焊点。第二绝缘片262的尺寸可以大于第一安装槽212a尺寸,以使第二绝缘片262与第一极片210连接紧密,降低电芯200在卷绕工序中第二绝缘片262脱离,导致第二绝缘片262失效,第一安装槽212a内的金属焊点刺破第一隔膜230而使第一极耳211与第二极片220的第二活性物质层222连接发生短路的可能性。
96.在一些可实现的方式中,第二绝缘片262和第三绝缘片263为一体结构。一体结构可以避免电芯200在卷绕工序中,第二绝缘片262和第三绝缘片263受到卷绕的挤压力后发生重叠,从而占用电芯200在厚度方向x上的空间,导致电池100的能量密度降低。此外,一体结构的第二绝缘片262和第三绝缘片263可以减少绝缘片的种类以及数量,避免零件种类过多造成绝缘片贴错位置,从而影响电池100的加工效率。
97.在一些可实现的方式中,电芯还包括第二绝缘组件和第三绝缘组件。第二绝缘组件250设置于第二极片220背向第一安装槽212a的一侧。
98.在一些示例中,沿厚度方向x,第二安装槽222a的正投影位于第二绝缘组件250的正投影内。
99.示例性地,第二极耳连接部2211位于第二活性物质层222上远离第一隔膜230的第二安装槽222a内。第二绝缘组件250可以覆盖第二极耳连接部2211背离第二集流体223的表面,从而避免第二极耳连接部2211自身的毛刺与相邻的第一极片210连接,导致电芯200的内部产生短路。
100.第三绝缘组件240设置于第一极片210背向第二安装槽222a的一侧。
101.在一些示例中,沿厚度方向x,第一安装槽212a的正投影位于第三绝缘组件240的正投影内。
102.示例性地,第一极耳连接部2111位于第一活性物质层212上远离第一隔膜230的第一安装槽212a内。第三绝缘组件240可以覆盖第一极耳连接部2111背离第一集流体213的表面,从而避免第一极耳连接部2111自身的毛刺与相邻的第二极片220的第二活性物质层222连接,导致电芯200的内部发生短路。
103.在一些可实现的方式中,参见图5所示,本技术实施例的电芯200还包括第二隔膜270。第二隔膜270、第一极片210、第一隔膜230和第二极片220依次叠放后卷绕从而形成电芯200。第二极片220和第一极片210各自背向第一隔膜230的一侧设置有第二隔膜270。第二绝缘组件250包括第四绝缘片251和第五绝缘片252。第四绝缘片251和第五绝缘片252之间设置有第二隔膜270。第四绝缘片251设置于第二隔膜270和第二极片220之间。
104.在一些示例中,第二绝缘组件250包括两层绝缘片,即第四绝缘片251和第五绝缘片252。第二极耳连接部2211位于第二活性物质层222远离第一隔膜230的第二安装槽222a内。第四绝缘片251覆盖第二极耳连接部2211背离第二集流体223的表面,从而避免第二极耳连接部2211自身的毛刺直接刺穿第二隔膜270而与远离第一隔膜230的第一极片210连接,导致电芯200的内部发生短路。
105.在一些可实现的方式中,参见图5所示,第五绝缘片252的正投影位于第四绝缘片251的正投影内。
106.在一些示例中,第一活性物质层212包含负极活性物质。第二活性物质层222包含负极活性物质。第四绝缘片251覆盖第二活性物质层222,而第五绝缘片252覆盖第一活性物质层212,因此第五绝缘片252覆盖第一活性物质层212的面积小于第四绝缘片251覆盖第二活性物质层222的面积,可以避免析锂现象的发生。
107.在一些可实现的方式中,参见图6所示,第一绝缘组件260还包括第三绝缘片263。第三绝缘片263设置于第一绝缘片261面向第二极片220的一侧并且与第二安装槽222a对应设置。
108.在一些示例中,沿厚度方向x,第三绝缘片263的正投影位于第一绝缘片261的正投影内。第三绝缘片263的正投影位于第二绝缘片262的正投影的外侧。
109.沿厚度方向x,第三绝缘片263的正投影位于第二绝缘片262的正投影的外侧,以避免第二绝缘片262和第三绝缘片263之间相互重叠,导致电芯200的厚度较大,从而造成电芯200厚度整体的极差较大,影响电池100的一致性。
110.在一些示例中,第三绝缘片263覆盖第二集流体223外露于第二安装槽222a的区域。由于设置有第三绝缘片263,第二极耳连接部2211与第二集流体223焊接产生的焊点需依次刺穿第三绝缘片263、第一绝缘片261以及第一隔膜230才会与第一活性物质层212发生接触,因此第一绝缘片261和第三绝缘片263可以形成双重保护,有利于避免电芯200发生短路。
111.在一些示例中,第一极片210具有负极极性。第二极片220具有正极极性。第三绝缘片263的正投影和第二绝缘片262的正投影均位于第一绝缘片261的正投影的内部。由于第一绝缘片261覆盖包含正极活性物质的第二活性物质层222,而第二绝缘片262和第三绝缘片263均覆盖包含负极活性物质的第一活性物质层212,因此第三绝缘片263的正投影和第二绝缘片262的正投影均位于第一绝缘片261的正投影的内部,以避免第一活性物质层212被第二绝缘片262和第三绝缘片263覆盖后的面积小于第二活性物质层222被第一绝缘片261覆盖后的面积,从而导致由第二活性物质层222脱嵌出的锂离子无法嵌入到第一活性物质层212而在第一极片210上产生析出的析锂现象。
112.在一些示例中,第二绝缘片262的尺寸可以小于或者等于第一安装槽212a,以使沿厚度方向x,第二绝缘片262完全位于第一安装槽212a的内部。第二绝缘片262的厚度不会占
用电芯200在厚度方向x上的空间。在电芯200体积一定的条件下,可以使电芯200内部卷绕的更加紧密,从而有利于提高电池100的能量密度。
113.在一些可实现的方式中,参见图6所示,电芯200还包括第二隔膜270。第二极片220和第一极片210各自背向第一隔膜230的一侧设置有第二隔膜270。第二绝缘组件250包括第四绝缘片251和第五绝缘片252。第四绝缘片251和第五绝缘片252均位于第二极片220和第二隔膜270之间,第四绝缘片251设置于第五绝缘片252和第二极片220之间。
114.在一些示例中,第二极耳连接部2211位于第二活性物质层222面向第二隔膜270的第二安装槽222a内。第四绝缘片251的作用为避免第二极耳221自身的毛刺刺破第二隔膜270而与远离第一隔膜230的第一活性物质层212相接触而产生短路。第四绝缘片251和第五绝缘片252可以对第二极耳连接部2211进行双重保护。
115.沿厚度方向x,第四绝缘片251的正投影可以位于第二安装槽222a的正投影的内部,因此,第四绝缘片251沿第二活性物质层222的长度方向y的尺寸可以设置的较小。此外,沿长度方向y,由于第五绝缘片252超出第四绝缘片251即可,因此,第五绝缘片252沿长度方向y的尺寸也可以设置的较小,以使第四绝缘片251和第五绝缘片252作用于第二极片220上的面积尽可能小,从而使第四绝缘片251和第五绝缘片252覆盖第二活性物质层222的面积小。当第二活性物质层222包含正极活性物质时,可以有效提高电芯200的能量密度。
116.在一些可实现的实施方式中,参见图6所示,沿厚度方向x,第四绝缘片251的正投影位于第五绝缘片252的正投影内。
117.在一些示例中,第四绝缘片251覆盖第二极耳连接部2211。沿厚度方向x,第四绝缘片251可以位于第二安装槽222a的内部,以使第四绝缘片251的厚度不会占用电芯200在厚度方向x上的空间。在电芯200体积一定的条件下,可以使电芯200内部卷绕的更加紧密,从而有利于提高电池100的能量密度。
118.在一些可实现的方式中,沿第二活性物质层222的长度方向y,第四绝缘片251的尺寸为第二安装槽222a的尺寸的0.5倍至1.5倍。
119.沿长度方向y,第四绝缘片251可以覆盖第二极耳221。第四绝缘片251的尺寸小于或者等于第二安装槽222a,以使沿厚度方向x,第四绝缘片251完全位于第二安装槽222a的内部。第四绝缘片251的厚度不会占用电芯200在厚度方向x上的空间。在电芯200体积一定的条件下,可以使电芯200内部卷绕的更加紧密,从而有利于提高电池100的能量密度。
120.在一些可实现的方式中,沿第二活性物质层222的长度方向y,第五绝缘片252的尺寸超出第二安装槽222a的尺寸的取值范围的1mm至15mm。
121.沿长度方向y,第五绝缘片252面向第二活性物质层222的表面的两侧可以与第二活性物质层222连接紧密,从而在电芯200的卷绕工艺中,可以降低第五绝缘片252受到第二极耳221自身毛刺的作用力,第五绝缘片252由第二活性物质层222上脱离下来,导致电芯200的平整度差、电池100的不良率增高的可能性。
122.在一些可实现的方式中,参见图5和图6所示,本技术实施例的电芯200还包括第二隔膜270。第二极片220和第一极片210各自背向第一隔膜230的一侧设置有第二隔膜270。第三绝缘组件240包括第六绝缘片241和第七绝缘片242。第六绝缘片241和第七绝缘片242之间设置有第二隔膜270。第六绝缘片241设置于第二隔膜270和第一极片210之间。
123.第三绝缘组件240包括两层绝缘片,即第六绝缘片241和第七绝缘片242。第一极耳
连接部2111位于第一活性物质层212远离第一隔膜230的第一安装槽212a内。第六绝缘片241覆盖第一极耳连接部2111背向第一集流体213的表面,从而避免第一极耳连接部2111自身的毛刺刺穿第二隔膜270而与远离第一隔膜230的第二极片220连接,导致电芯200的内部产生短路。
124.在一些可实现的方式中,参见图5和图6所示,沿厚度方向x,第六绝缘片241的正投影位于第七绝缘片242的正投影内。
125.在一些示例中,第一活性物质层212包含负极活性物质。第二活性物质层222包含正极活性物质。第六绝缘片241覆盖第二活性物质层222,而第七绝缘片242覆盖第一活性物质层212,因此第六绝缘片241覆盖第一活性物质层212的面积小于第七绝缘片242覆盖第二活性物质层222的面积,可以避免析锂现象的发生。
126.在一些可实现的方式中,第一极耳211和第二极耳221位于电芯200的中心轴线m的同一侧。第一极耳211和第二极耳221位于电芯200的同一折上。
127.在一些示例中,参见图3所示,第一极耳211和第二极耳221均设置于分界线n的下方;或者,第一极耳211和第二极耳221均设置于分界线n的上方。
128.示例性地,沿厚度方向x,分界线n的下方依次为第二隔膜270、第一极片210、第一隔膜230和第二极片220,并依次类推。第一极耳211和第二极耳221可以设置于分界线n的下方。并且,第一极耳211和第二极耳221分别设置于中间为第一隔膜230的第一极片210和第二极片220上。
129.在一些示例中,参见图5和图6所示,本技术实施例的第一极耳211的一部分设置于远离第一隔膜230的第一安装槽212a内,即第一极耳连接部2111可以设置于远离第一隔膜230的第一安装槽212a内。第二极耳221的一部分设置于远离第一隔膜230的第二安装槽222a内。即第二极耳连接部2211可以设置于远离第一隔膜230的第二安装槽222a内。
130.在本技术实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应作广义理解,例如,可以是固定连接,也可以是通过中间媒介间接相连,可以是两个元件内部的连通或者两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术实施例中的具体含义。
131.在本技术实施例或者暗示所指的装置或者元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。在本技术实施例的描述中,“多个”的含义是两个或两个以上,除非是另有精确具体地规定。
132.本技术实施例的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”、“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术实施例例如能够以除了在这里图示或描述的那些以外的顺序实施。
133.此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
134.本文中的术语“多个”是指两个或两个以上。本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时
存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系;在公式中,字符“/”,表示前后关联对象是一种“相除”的关系。
135.可以理解的是,在本技术的实施例中涉及的各种数字编号仅为描述方便进行的区分,并不用来限制本技术的实施例的范围。
136.可以理解的是,在本技术的实施例中,上述各过程的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本技术的实施例的实施过程构成任何限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。