1.本发明涉及电池包装生产技术领域,具体涉及一种自动化电池包装生产线。
背景技术:
2.随着社会不断发展和科技不断进步,机械自动化包装生产已经成为发展趋势,并逐渐代替传统的手工劳动,为企业可持续发展注入新的动力源。因此,电池生产制造企业也需要与时俱进,通过转型升级,积极推进技术改造,大力发展机械自动化生产,从而提高企业的“智造”水平,实现企业的可持续发展。
3.尤其电池在包装过程中,需要对电池进行自动化商标粘贴和包裹,但是目前,电池商标贴合的难度大,一方面电池在套标之前需要对商标的位置进行调整,使得其放入套标装置内时商标的位置和电池的位置相对应,另一方面由于商标为扁平,很难撑开,因此很难将商标平整无误的包裹到电池上,其主要原因是由于商标是很薄的塑料纸,其在套标的时候很难将其完全展开,从而很难将电池进行包裹,容易产生不良品,从而影响后续流水线的生产进度,影响产能。
4.因此,上述问题是在对电池生产的过程中应当予以考虑并解决的问题,以此提高电池的机械自动化生产水平。
技术实现要素:
5.针对上述存在的问题,本发明提供一种克服现有技术中的缺陷,结构合理的自动化电池包装生产线。
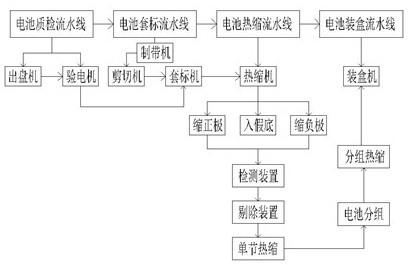
6.本发明的技术解决方案是:一种自动化电池包装生产线,包括依次连接设置的电池质检流水线、套标流水线、热缩流水线和装盒流水线,所述电池质检流水线包括出盘工序和验电工序,所述套标流水线中包括制带工序、剪切工序和套标工序,所述热缩流水线包括热缩工序,对电池依次缩正极、入假底和缩负极,并对单节电池进行整体热缩,之后对热缩后的电池进行组合,形成电池组合,所述装盒流水线包括装盒工序,对电池组合进行装盒,各流水线之间通过输送装置连接。
7.本发明的进一步改进在于:所述剪切工序包括剪切机,所述剪切机上设有标带入口,所述套标工序包括套标机,所述套标机上设有电池入口,所述套标机和剪切机之间设有商标过渡装置。
8.本发明的进一步改进在于:所述热缩工序中,热缩后的电池分组后,对电池组合进行整体热缩实现塑封包装后再进入装盒流水线。
9.本发明的进一步改进在于:所述商标过渡装置包括上下衔接的前过渡装置和后过渡装置,实现对剪切后商标的方向进行调整,其中所述前过渡装置连接剪切机,后过渡装置连接套标机。
10.本发明的进一步改进在于:所述套标机包括被动套标装置和商标撑开装置,其中被动套标装置实现对电池的定位和推送,所述商标撑开装置使得商标可以充分撑开,从而
将商标完整的包裹到电池上。
11.本发明的进一步改进在于:所述热缩流水线还包括检测工序和剔除工序,对热缩后不合格的产品进行检测和剔除。
12.本发明的有益效果是:其结构简单,通过设置相互配合的流水线,实现了电池自动化包装生产的集成和连续,实现电池材料在包装过程中的灵活转移,尤其在套标流水线中,标带经剪切后利用前过渡装置和后过渡装置对商标的方向进行旋转调整,使其满足套标机中套标的需要,并商标撑开装置将商标完全的撑开,以便于电池可以完整通顺的进入商标内,再利用被动套标装置,将电池通过定位并推送至商标内,从而可以将商标平整无误的包裹到电池上,保证包商标过程的平稳性,实现电池和商标的自动套标,之后自动连续完成热缩和盒装工序,具备了流水线作业的能力,从而提高电池的机械自动化生产水平,提高生产效率。
附图说明
13.图1是本发明流程原理示意图;图2是本发明中套标机和商标过渡装置连接示意图;图3是本发明中套标机构结构示意图;图4是本发明中套标机构结构截面示意图;图5是本发明中平面凸轮结构示意图;图6是本发明中平面凸轮截面示意图;图7是本发明中被动套标装置示意图;图8是本发明中推送组件和过桥组件示意图;图9是本发明中第一吸嘴组件示意图;图10是本发明中商标过渡装置结构示意图;图11是本发明中商标过渡装置剖面结构示意图;图12是本发明中前过渡装置剖面示意图;图13是本发明中后过渡装置剖面示意图。
具体实施方式
14.为了加深对本发明的理解,下面将结合附图和实施例对本发明做进一步详细描述,该实施例仅用于解释本发明,并不对本发明的保护范围构成限定。
15.如图1,本实施例提供的一种自动化电池包装生产线,包括依次连接设置的电池质检流水线、套标流水线、热缩流水线和装盒流水线,各流水线的设备之间通过输送装置连接。
16.所述电池质检流水线中包括出盘工序和验电工序,分别采用出盘机和验电机,所述套标流水线中制带工序采用商标制带机,剪切工序采用剪切机,套标工序采用套标机,所述剪切机上设有标带入口,所述套标机上设有电池入口。
17.所述套标机和剪切机之间设有商标过渡装置,所述商标过渡装置包括上下衔接的前过渡装置和后过渡装置,实现对剪切后商标的方向进行调整,其中所述前过渡装置连接剪切机,后过渡装置连接套标机。所述套标机包括被动套标装置和商标撑开装置,其中被动
套标装置实现对电池的定位和推送,所述商标撑开装置使得商标可以充分撑开,从而将商标完整的包裹到电池上。
18.所述热缩流水线的热缩工序包括热缩机,将套标后的电池输送到热缩流水线中,对电池依次缩正极、入假底和缩负极,之后对单节电池整体进行热缩,检测工序和剔除工序中利用检测装置和剔除装置,对热缩后不合格的产品进行检测和剔除,之后并对完成热缩后的电池进行组合,四节电池为一组,形成电池组合,并对电池组合进行整体热缩实现塑封包装,所述装盒工序中采用装盒机,对塑封后的电池组合进行装盒。
19.所述套标机包括支架001和设置在所述支架001上的被动套标装置100和商标撑开装置200,所述商标过渡装置包括前过渡装置400和后过渡装置500。
20.所述被动套标装置100包括多组推送组件和过桥组件。所述推送组件包括导套101和设置在所述支架001上的凸轮机构,所述凸轮机构包括凸轮102和设置在所述凸轮102上的第一凸轮导向器103和第二凸轮导向器104,所述第一凸轮导向器103连接第一滑块105,第二凸轮导向器104连接第二滑块106,所述第一滑块105连接第一顶杆107,所述第二滑块106连接第二顶杆108,所述第一顶杆107的一端设有顶块109用于推动电池,所述第一滑块105和所述第二滑块106均设置在所述导套101里,所述第二滑块106内部贯穿设有供所述第一顶杆107穿入的通道110,所述第一滑块105和所述第二滑块106上分别设有用于连接第一凸轮导向器103和第二凸轮导向器104的导向键111。所述过桥组件包括定位座112和设置在所述定位座112上的多个弹簧片113,所述定位座112中部设有定位孔114,所述弹簧片113呈锥形沿所述定位孔114内周分布设置,组成电池通道,所述第二顶杆108的一端通过推板115连接所述第二滑块106,另一端通过哈呋接头116连接所述定位座112。
21.所述支架001上设有主轴座002,所述商标撑开装置200包括凸轮组件20a、设置在凸轮组件20a上的工作盘203和环绕设置在工作盘203上用于吸附pvc商标的多个第一吸嘴组件20b,所述被动套标装置100和所述第一吸嘴组件20b为对应设置。
22.所述凸轮组件20a包括设置在所述主轴座002上的空心轴201和设置在所述空心轴201内部固定不动的芯轴202,所述工作盘203设置在所述空心轴201的一端,所述芯轴202一端通过凸轮座204连接平面凸轮205,所述平面凸轮205上设有两个活动凸轮结合件206,所述空心轴201连接驱动机构207,所述驱动机构207为齿轮驱动结构,所述工作盘203的背面通过螺丝固定连接有转盘208,所述转盘208上设有多个所述导套101。
23.所述活动凸轮结合件数量为两个,均包括调节座2061、顶板2062和活动凸轮2063,所述平面凸轮205上设有和所述活动凸轮2063契合的凹槽2064,所述平面凸轮205底部对应所述凹槽2064处设有对活动凸轮206起到衬托固定用的托板2065,所述托板2065上等距设有调节螺孔,所述活动凸轮2063调整到合适位置后通过固定螺丝固定在所述托板2065上,所述顶板2062固定在所述活动凸轮2063的一端,所述调节座2061固定在所述平面凸轮205上,所述调节座2061和所述顶板2062之间通过两个调节螺栓2066连接,所述调节螺栓2066分别设置在所述调节座2061的两端,所述调节螺栓2066的锁紧端还设有固定螺母2067,其中一个所述活动凸轮2063其边缘轮廓设有凹弧段2068。通过调节螺栓2066调节顶板2062和调节座2061之间的距离,从而调节活动凸轮2063的凸轮行程,活动凸轮2063调节到合适位置后,对两个活动凸轮2063的两端进行打磨,使其和平面凸轮205的连接边缘可以圆滑过渡。
24.所述第一吸嘴组件20b沿所述工作盘203的内周边缘固定分布,所述第一吸嘴组件20b包括一组第一摆臂和对应设置在所述第一摆臂上方的一组第一吸嘴,所述弹簧片113的锥部对准所述第一吸嘴设置,所述顶块109、第一吸嘴及所述定位孔114沿同一中轴线设置。所述第一摆臂包括第一摆臂a301和第一摆臂b302,所述第一吸嘴包括对应设置在第一摆臂a301和第一摆臂b302上方的第一吸嘴a303和第一吸嘴b304,所述第一吸嘴a303和所述第一摆臂a301之间,以及第一摆臂b302和所述第一吸嘴b304之间分别通过连接座305连接,两个所述连接座305上均设有轴销306,两个轴销之间连接设有拉簧307。所述第一吸嘴a303和第一吸嘴b304的结构一致,相对应的两侧面上设有多个吸孔308,且第一吸嘴的内部为空腔并连通第一导气盘309,所述第一导气盘设置在所述主轴座002上,所述第一导气盘309通过气管310连接真空泵。所述第一摆臂a301和所述第一摆臂b302均活套在固定轴杆上,所述第一摆臂a和所述第一摆臂b的之间设有相对应的凸块311,其中第一摆臂a301上的凸块位于所述第一摆臂b302的凸块下方,使得第一摆臂a301在转动时将第一摆臂b302向上推动,所述第一摆臂a301的下方设有摆杆312,所述摆杆312连接平面凸轮205,所述摆杆312的底部通过螺栓设有第五凸轮导向器314,且所述第五凸轮导向器314抵靠在所述平面凸轮205外沿上,工作盘202在转动时摆杆312沿平面凸轮205的外沿移动,摆杆312的角度也逐渐变化并使得两个第一摆臂转动从而使得两个第一吸嘴分开。
25.所述前过渡装置400上设有第一转盘组件和第二吸嘴组件,所述后过渡装置500上设有第二转盘组件和第三吸嘴组件;所述第一转盘组件包括第一传动轴401和通过轴销固定在所述第一传动轴401上的第一转盘402,所述第一传动轴401连接动力机构驱动其旋转,所述第一传动轴401的一端通过轴承403设有第一凸轮座404,第一传动轴401转动时,第一凸轮座404是固定不动的,所述第一凸轮座404上设有第一凸轮机构。所述第二吸嘴组件包括均匀环设在所述第一转盘402外周面上的多个第二吸嘴405以及和第二吸嘴405连通的第二导气盘406,所述第二吸嘴405和第一凸轮机构之间设有联动机构。所述第一凸轮机构包括第一凸轮407,所述第一凸轮407上通过第三凸轮导向器408连接有第三滑块409,所述第三滑块409内设有连杆410,所述第三滑块409设置在所述第一转盘402内,所述第三滑块409内部设有供连杆410通过的空腔,所述联动机构包括齿轮411和齿条412,所述连杆410的一端连接齿条412,所述齿轮411连接第二吸嘴405,所述连杆410的外周设有弹簧413,所述弹簧413的一端连接齿条412。
26.所述第二转盘组件包括第二传动轴501和通过轴销设置在所述第二传动轴501上的第二转盘502,所述第二传动轴501连接动力机构驱动其旋转。所述第二传动轴501的一端通过轴承513设有第二凸轮座503,所述第二传动轴501转动时,第二凸轮座503是固定不动的,所述第二凸轮座503上设有第二凸轮机构。所述第三吸嘴组件包括等距环设在所述第二转盘502外周上的多个第三吸嘴504以及和第三吸嘴504连通的第三导气盘505,所述第三吸嘴504连接第二凸轮机构,所述第二凸轮机构包括固定在所述第二凸轮座503上的第二凸轮506,所述第三吸嘴504通过轴杆507连接有第二摆臂508,所述第二摆臂508通过第四凸轮导向器509连接所述第二凸轮506。所述第三吸嘴504包括和所述轴杆507连接的底座510和设在所述底座510两侧呈“l状”结构的吸嘴511,所述底座510上方两吸嘴之间固定设有挡板512。
27.所述第二导气盘406和所述第三导气盘505上分别设有通气口406a和通气口505a,
并分别通过管道连接真空泵,所述第二吸嘴405和所述第三吸嘴504内部为空腔,其吸附面上分别设有吸孔。所述第一转盘402和所述第二转盘502以及工作盘203为依次衔接设置。
28.本实施例提供的一种电池商标套标设备,第一转盘402通过第一传动轴401、第二转盘502通过第二传动轴501,工作盘203通过空心201带动实现同时转动,pvc商标带经剪切后,商标000呈纵向由第二吸嘴405通过负压吸住进入前过渡装置400中(通过真空泵实现负压),第一传动轴401转动带动第一转盘402转动,第一转盘402转动带动第二吸嘴405朝后过渡装置500方向转动,在第一转盘402转动的同时第三凸轮导向器408启动,带动连杆410运动,从而连杆410带动齿条412上下运动从而驱动齿轮411旋转,齿轮411带动第二吸嘴405轴向旋转,第二吸嘴405连同商标旋转90度后传递给第三吸嘴404,进入后过渡装置500时,pvc商标由第三吸嘴404吸住,之后第二转盘502朝下一工序方向转动,在第二转盘502转动同时第二凸轮导向器509启动,带动第二摆臂508转动,从而使得第三吸嘴504围绕轴杆507转动,第三吸嘴504圆周旋转90度后,当第二转盘502转动至和工作盘203过渡时,此时商标000的方向转为横向,之后传递给第一吸嘴。
29.工作盘203转动带动摆杆312沿平面凸轮205转动到平面凸轮205的凹弧段2068时,此时摆杆312的角度使得第一吸嘴a303和第一吸嘴b304闭合夹住商标000,然后摆杆312向上转动,在逐渐转动过程中摆杆312角度调整,此时第一摆臂a301上的凸块向上顶起并带动第一摆臂b302上的凸块,从而使得第一摆臂b302转动,此时拉簧307拉开,第一吸嘴a303和第一吸嘴b304吸住pvc商标并张开,从而将pvc商标撑开,使得电池可以进入,同时对应的推送组件中,第二凸轮导向器103启动使得第二滑块106向前移动,从而带动第二顶杆108将定位座112向前移动,使得弹簧片113的前端进入商标中为电池进入商标内提供通道,然后第一凸轮导向器103启动使得第一滑块205移动从而带动第一顶杆107向前移动的同时顶块109将电池从定位孔114及弹簧片113推送到商标内,使得商标可以平整无误的包裹到电池上,之后第一吸嘴转至出口过渡盘316处,摆杆312在平面凸轮205的凹弧段2068处时角度为最小,可以将第一吸嘴进行闭合,之后沿平面凸轮205转动时角度逐渐变大至可以使电池顺利进入pvc商标内,之后角度不变,直至摆杆312随平面凸轮205转动到出口315处时,此时吸嘴断气,摆杆312的角度变大,使得第一吸嘴a303和第一吸嘴b304张开到最大便于包装后的电池掉落,并通过出口过渡盘316转至下一工序。
30.在套标流水线中,利用前过渡装置和后过渡装置对商标的方向进行旋转调整,使其满足下一工序中套标的需要,并利用第一吸嘴组件吸住商标的两侧,从而将商标完全的撑开,以便于电池可以完整通顺的进入商标内,再利用顶杆和弹簧片,将电池通过定位孔推送至商标内,从而可以将商标平整无误的包裹到电池上,保证包商标过程的平稳性,实现电池和商标的自动套标,提高生产效率。
31.本实施例有益效果是:其结构简单,通过设置相互配合的流水线,实现了电池自动化包装生产的集成和连续,实现电池材料在包装过程中的灵活转移,尤其在套标流水线中,标带经剪切后利用前过渡装置和后过渡装置对商标的方向进行旋转调整,再将商标平整无误的包裹到电池上,保证包商标过程的平稳性,实现电池和商标的自动套标,之后自动连续完成热缩和盒装工序,具备了流水线作业的能力,从而提高电池的机械自动化生产水平,提高生产效率。
32.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和发明
书中描述的只是发明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。