1.本发明涉及框架零件定位的技术领域,特别是一种自动定位工装框架零件的定位装置及方法。
背景技术:
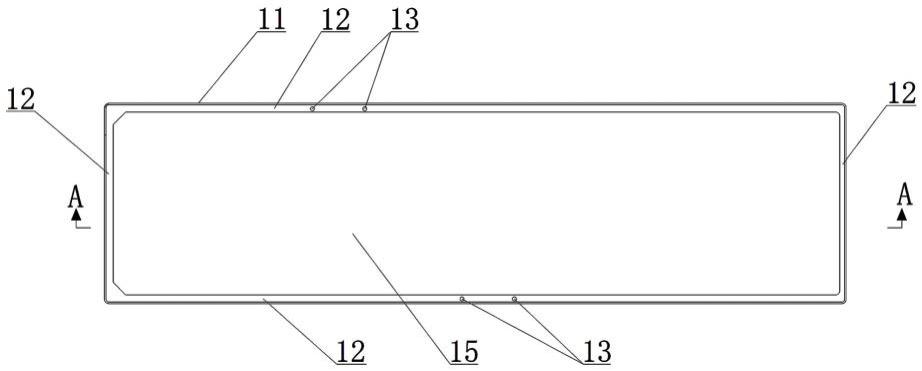
2.某框架零件用于安装固定在某电子产品中,该框架零件的结构如图1~2所示,它包括围框11,围框11各边的底表面上均一体成型有向内侧弯折的弯折板12,各个弯折板12之间形成有中心槽15,弯折板12的顶表面上且沿其长度方向开设有多个通孔13,工艺上要求在各个通孔13内嵌入一个铆钉,并将铆钉焊接在弯折板12上。其具体的操作方法是:工人先通过定位夹具将框架零件定位,而后通过铆钉上料设备的上料头将铆钉一个接一个的抓取到各个通孔13内,铆钉上料后,工人通过点焊机依次焊接各个铆钉的铆钉帽,从而将铆钉焊接在弯折板12上;如此重复操作,即可在多个框架零上焊接铆钉。
3.其中,在定位工序中,所使用的定位夹具包括定位台1、固设于定位台1台面上的定位块a2和定位块b3,定位块a2设置于定位块b3的前侧,且位于定位块b3的右侧,利用该定位夹具定位框架零件的具体操作步骤为:工人先将框架零件的围框11支撑于定位台1的台面上,且确保定位块a2和定位块b3均贯穿中心槽15,随后工人向后推动围框11,以使前侧的弯折板12靠在定位块a2的前端面上,随后工人向右推动围框11,以使左侧的弯折板12靠在定位块b3的左端面上,从而实现了框架零件的定位如图3所示,此时框架零件刚好处于铆钉上料设备的上料工位中,此时即可通过铆钉上料设备将铆钉抓取到通孔13内。
4.然而,当铆钉上料设备的上料头在将铆钉抓到通孔13内的过程中,为避免框架零件发生移动,需要工人一只手压住围框11的前侧壁,施压方向如图3中箭头所示,以确保前侧的弯折板12始终靠在定位块a2的前端面上,同时另一只手压住围框11的左侧壁上,施压方向如图3中箭头所示,以确保左侧的弯折板12始终靠在定位块b3的左端面上,这无疑是增加了工人的工作强度,为了解决该问题,需要多个工人轮班操作,这无疑是增加了人力投入成本,从而极大的增加了生产成本。因此,亟需一种极大减轻工人工作强度、节省生产成、无需人工一直压围框的框架零件的定位装置及方法。
技术实现要素:
5.本发明的目的在于克服现有技术的缺点,提供一种结构紧凑、极大减轻工人工作强度、节省生产成、无需人工一直压围框的自动定位工装框架零件的定位装置及方法。
6.本发明的目的通过以下技术方案来实现:一种自动定位工装框架零件的定位装置,它包括定位台、固设于定位台台面上且沿其长度方向间隔设置的定位块a、固设于定位台台面上的定位块b,定位块b设置于定位块a的后侧,所述定位台的左侧端和后侧端分别设置有侧定位机构和后定位机构,侧定位机构包括开设于定位台左端部顶表面上的条形凹槽、滑动安装于条形凹槽内的滑块,滑块的上端部延伸于定位台的台面上,滑块的左端面上焊接有活动杆,活动杆向顺次贯穿条形凹槽的左侧壁和定位台的左端面设置,活动杆上套
设有弹簧,弹簧的一端固设于滑块的左端面上,另一端固设于条形凹槽的左侧壁上。
7.所述侧定位机构与后定位机构的结构相同。
8.所述活动杆的左延伸端上旋转安装有硅胶轮子。
9.所述条形凹槽的左侧壁上开设有贯穿定位台左侧壁上的导向槽,所述活动杆滑动安装于导向槽内。
10.所述导向槽和活动杆的横截面均为矩形或正方形。
11.所述滑块的水平宽度小于条形凹槽的水平宽度。
12.一种自动定位工装框架零件的方法,它包括以下步骤:s1、工人用左手的大拇指向右压侧定位机构的硅胶轮子,硅胶轮子带动活动杆沿着导向槽向右运动,活动杆推动侧定位机构的滑块沿着条形凹槽向右运动,滑块使弹簧向右拉伸,同时工人用左手的中指向前压后定位机构的硅胶轮子,硅胶轮子带动活动杆沿着导向槽向前运动,活动杆推动后定位机构的滑块沿着条形凹槽向前运动,滑块使弹簧向前拉伸;s2、框架零件的初步定位,工人保持左手不动,工人拿取框架零件,并将其弯折板支撑在定位台的顶表面上,同时确保定位块a和定位块b处于中心槽内,从而实现了框架零件的初步定位;s3、工人松开左手的大拇指和指,侧定位机构中的滑块在弹簧的恢复力作用下,沿着条形凹槽向左运动,滑块在弹力作用下,推动左侧的弯折板向左运动,从而使框架零件的右侧弯折板抵靠在定位块b的右端面上,同时后定位机构中的滑块在弹簧的恢复力作用下,沿着条形凹槽向后运动,滑块在弹力作用下,推动后侧的弯折板向后运动,从而使框架零件的前侧弯折板抵靠在各个定位块a的前端面上,从而最终实现了框架零件的快速定位。
13.本发明具有以下优点:极大减轻工人工作强度、节省生产成、无需人工一直压围框。
附图说明
14.图1 为框架零件的结构示意图;图2 为图1的a-a剖视图;图3 为现有定位夹具定位框架零件的示意图;图4 为本发明的结构示意图;图5 为图4的b-b剖视图;图中,1-定位台,2-定位块a,3-定位块b,4-侧定位机构,5-后定位机构,6-条形凹槽,7-滑块,8-活动杆,9-弹簧,10-硅胶轮子,11-围框,12-弯折板,13-通孔,15-中心槽。
具体实施方式
15.下面结合附图对本发明做进一步的描述,本发明的保护范围不局限于以下所述:如图4~5所示,一种自动定位工装框架零件的定位装置,它包括定位台1、固设于定位台1台面上且沿其长度方向间隔设置的定位块a2、固设于定位台1台面上的定位块b3,定位块b3设置于定位块a2的后侧,所述定位台1的左侧端和后侧端分别设置有侧定位机构4和后定位机构5,侧定位机构4与后定位机构5的结构相同,侧定位机构4包括开设于定位台1左
端部顶表面上的条形凹槽6、滑动安装于条形凹槽6内的滑块7,滑块7的上端部延伸于定位台1的台面上,滑块7的左端面上焊接有活动杆8,导向槽和活动杆8的横截面均为矩形或正方形,活动杆8向顺次贯穿条形凹槽6的左侧壁和定位台1的左端面设置,活动杆8上套设有弹簧9,弹簧9的一端固设于滑块7的左端面上,另一端固设于条形凹槽6的左侧壁上。
16.所述活动杆8的左延伸端上旋转安装有硅胶轮子10,所述条形凹槽6的左侧壁上开设有贯穿定位台1左侧壁上的导向槽,所述活动杆8滑动安装于导向槽内。所述滑块7的水平宽度小于条形凹槽6的水平宽度。
17.一种自动定位工装框架零件的方法,它包括以下步骤:s1、工人用左手的大拇指向右压侧定位机构4的硅胶轮子10,硅胶轮子10带动活动杆8沿着导向槽向右运动,活动杆8推动侧定位机构4的滑块7沿着条形凹槽6向右运动,滑块7使弹簧9向右拉伸,同时工人用左手的中指向前压后定位机构5的硅胶轮子10,硅胶轮子10带动活动杆8沿着导向槽向前运动,活动杆8推动后定位机构5的滑块7沿着条形凹槽6向前运动,滑块7使弹簧9向前拉伸;s2、框架零件的初步定位,工人保持左手不动,工人拿取框架零件,并将其弯折板12支撑在定位台1的顶表面上,同时确保定位块a2和定位块b3处于中心槽15内,从而实现了框架零件的初步定位;s3、工人松开左手的大拇指和指,侧定位机构4中的滑块7在弹簧9的恢复力作用下,沿着条形凹槽6向左运动,滑块7在弹力作用下,推动左侧的弯折板12向左运动,从而使框架零件的右侧弯折板12抵靠在定位块b3的右端面上如图4所示,同时后定位机构5中的滑块7在弹簧9的恢复力作用下,沿着条形凹槽6向后运动,滑块7在弹力作用下,推动后侧的弯折板12向后运动,从而使框架零件的前侧弯折板12抵靠在各个定位块a2的前端面上如图4所示,从而最终实现了框架零件的快速定位。
18.s4、当框架零件定位后,即可通过铆钉上料设备的上料头将铆钉抓取到弯折板12上的通孔13内,以实现铆钉的上料,铆钉上料后,通过点焊设备以将铆钉焊接在弯折板12上;s5、如此重复步骤s1~s4的操作,即可在多个框架零件上焊接多个铆钉。
19.其中,在步骤s4中,即在铆钉上料设备工作过程中,无需工人一只手压住围框11的前侧壁,以确保前侧的弯折板12始终靠在定位块a2的前端面上,同时无需另一只手压住围框11的左侧壁上,以确保左侧的弯折板12始终靠在定位块b3的左端面上,而是通过侧定位机构4保证框架零件的右侧弯折板12始终靠在定位块b3的右端面上,同时通过后定位机构5保证框架零件的前侧弯折板12始终靠在定位块a2的前端面上,使工人的手得到释放,从而极大的减轻了工人的工作强度。
20.此外,无需多个工人轮流操作,只需一个工人即可完成操作,从而极大的节省了生产开支,从而极大的节省了生产成本。
21.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
