1.本实用新型涉及锂电池检测技术领域,尤其涉及一种锂电池规格自动检测装置。
背景技术:
2.锂电池是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池;锂电池生产出来后,还需要经过一系列的检测,以确保锂电池达到了质量标准;锂电池的种类和形状多种多样,其中圆柱状的在进行规格这一项检测时,需要工作人员反复的推送锂电池进入检测管内,能从检测管内顺利推出的即为合格,不能从检测管内推出的为不合格,后续还需要工作人员将不合格的锂电池反推出检测管外,操作过程繁琐,并且检测效率较低,增加了工作人员的劳动强度。
技术实现要素:
3.本实用新型公布了一种锂电池规格自动检测装置,解决了通过工作人员手动推送锂电池进行检测的方式,操作过程繁琐,并且检测效率较低的问题。
4.为解决上述技术问题,本实用新型具体采用如下技术方案:
5.一种锂电池规格自动检测装置,包括工作台,工作台上固定有呈凹型的固定框,固定框内水平安装有用于对电池进行循环输送的皮带,皮带的输送面上均匀分布有用于隔离电池的凸块,相邻的两个凸块之间的间距小于电池的直径;固定框的两个竖直面上均开设有与电池轴心处相对应的穿孔,电池的直径与一个穿孔的内径相同并且小于另一个穿孔的内径;穿孔内的轴心处还设有圆板,固定框的两个竖直面上还分别固定有用于驱动两个圆板靠近将电池夹紧后呈同一方向移动的电动伸缩杆;工作台上还设有用于对电池进行上料的上料组件。
6.相对于现有技术,本实用新型具有如下有益效果:
7.通过上料组件将电池依次放入两个相邻的凸块之间后,使电池通过皮带输送时被限制住,避免电池随意滚动;当电池通过皮带的运输,使电池位于两个穿孔之间并且电池的轴心处与穿孔的轴心处相对应后,皮带停止输送;然后两个电动伸缩杆启动,驱动两个圆板靠拢将电池的两端抵住后,将电池夹紧,随后两个电动伸缩杆分别驱动两个圆板先向与电池直径相同的一个穿孔移动,当电池顺利穿过该穿孔后即为合格的电池,两个电动伸缩杆分别驱动两个圆板相互远离,使电池掉落,然后两个电动伸缩杆驱动两个圆板恢复至最开始的位置,当皮带将下一个电池运输至与圆板相对应后,重复上述操作对电池规格进行检测;当电池未穿过与电池直径相同的一个穿孔时,两个电动伸缩杆同时反向移动,将电池推入另一个内径大于电池直径的穿孔内,电池穿过穿孔后,两个圆板恢复至最开始的位置,该电池即为不合格;本实用新型无需工作人员手动推送电池对电池的规格进行检测,可以实现自动化的对电池规格进行快速检测,操作过程简单快速,提高了检测效率,减轻了工作人员的劳动强度。
附图说明
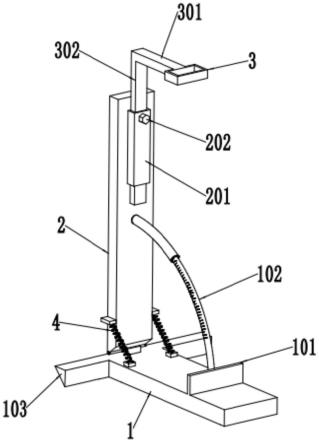
8.图1为本实用新型正视剖视的结构示意图;
9.图2为本实用新型固定框俯视剖视的结构示意图;
10.图3为图2的a处放大结构示意图;
11.图4为本实用新型连接板展示的结构示意图。
12.图中:1、工作台;2、固定框;21、皮带;22、凸块;23、通孔;24、穿孔;3、二号自动伸缩杆;31、固定杆;32、检测笔;4、电动伸缩杆;41、l型杆;42、圆板;5、移动单元;51、气压杆;52、连接杆;53、连接板;54、夹板;55、橡胶块;56、一号自动伸缩杆;57、蓄电池;6、液压杆;7、放置框;71、弧形板;8、电池;9、限位板。
具体实施方式
13.下面结合附图和实施例来详细说明本实用新型的具体内容。
14.如图1、图2和图3所示,本实用新型提供了一种锂电池规格自动检测装置,包括工作台1,工作台1上固定有呈凹型的固定框2,固定框2内水平安装有用于对电池8进行循环输送的皮带21,皮带21的输送面上均匀分布有用于隔离电池8的凸块22,相邻的两个凸块22之间的间距小于电池8的直径;固定框2的两个竖直面上均开设有与电池8轴心处相对应的穿孔24,电池8的直径与一个穿孔24的内径相同并且小于另一个穿孔24的内径;穿孔24内的轴心处还设有圆板42,固定框2的两个竖直面上还分别固定有用于驱动两个圆板42靠近将电池8夹紧后呈同一方向移动的电动伸缩杆4;工作台1上还设有用于对电池8进行上料的上料组件。
15.如图1、图2和图4所示,所述上料组件包括滑动连接在工作台1上并位于固定框2一侧的移动单元5,移动单元5的输送面上固定有气压杆51,气压杆51的伸缩端固定有连接杆52,连接杆52远离气压杆51的一端固定有连接板53;连接板53的底部滑动连接有两个呈左右对称的夹板54,连接板53的底部还固定有两个分别用于驱动两个夹板54相互靠拢的一号自动伸缩杆56,连接板53上还安装有用于向两个一号自动伸缩杆56供电的蓄电池57;工作台1上还固定有用于驱动移动单元5靠近固定框2的液压杆6,工作台1上放置有与固定框2竖直面相接触用于放置电池8的放置框7,放置框7内固定有用于承载电池8的弧形板71。移动单元5包括框体、输送带、电机、主动辊和从动辊,电机驱动主动辊转动后可以使输送带开始移动,从动辊则随着转动,输送带可以带动气压杆51如图1中展示的方位进行前后移动;皮带21则通过转杆、辅助杆和驱动电机进行驱动,驱动电机驱动转杆转动后可以使皮带21开始移动,辅助杆则随着转动,皮带21则如图1中展示的方位带动电池8向左移动;等待检测的电池8则放置在放置框7内,弧形板71设有多组,一组弧形板71的数量为两个,两个弧形板71将一个电池8的两端承载住;当需要将电池8放置在皮带21上时,气压杆51的伸缩端通过连接杆52驱动连接板53向下移动(连接杆52呈l型设置),两个夹板54进入放置框7内后,两个一号自动伸缩杆56驱动两个夹板54靠拢将电池8的中部夹住;然后气压杆51的伸缩端向上移动,使两个夹板54高于固定框2后,输送带带动气压杆51移动,使两个夹板54位于固定框2的上方,气压杆51的伸缩端再驱动连接板53向下移动,使两个夹板54进入固定框2内,当电池8位于两个凸块22之间后,两个一号自动伸缩杆56驱动两个夹板54相互远离,将电池8放置在两个凸块22之间,然后气压杆51带动连接板53复原。
16.如图2和图4所示,两个所述夹板54相靠近的一面固定有橡胶块55,两个橡胶块55相靠近的一面呈波浪状;固定框2的竖直面上固定有与放置框7一侧相接触的限位板9。橡胶块55增加夹板54与电池8的摩擦力,可以更好的将电池8夹住;限位板9便于工作人员将放置框7摆放在指定位置,通过限位板9为吸铁石,放置框7为钢铁材料制成,限位板9可以将放置框7吸附住,增加放置框7的稳定性。
17.如图2和图3所示,所述固定框2的两个竖直面上均开设有与电池8轴心处相对应的通孔23,通孔23位于穿孔24和移动单元5之间;固定框2的两个竖直面上还分别固定有二号自动伸缩杆3,二号自动伸缩杆3的伸缩端固定有固定杆31,固定杆31的另一端固定有用于检测电池8电压内阻的检测笔32,两个检测笔32的检测端均位于通孔23内并通过二号自动伸缩杆3驱动能进入固定框2内。当电池8通过皮带21的输送与通孔23的轴心处相对应后,皮带21停止,然后两个二号自动伸缩杆3通过固定杆31带动两个检测笔32相互靠拢,使两个检测笔32的检测端分别穿过两个通孔23后与电池8的正极和负极相接触,对电池8内的电压内阻进行检测,查看电池8是否完好,随后两个二号自动伸缩杆3带动两个检测笔32复原,皮带21则继续将电池8输送至与穿孔24相对应的位置;当检测出电池8存在问题时,两个电动伸缩杆4则驱动两个圆板42将电池8夹紧后,直接将电池8穿过内径大于电池8直径的穿孔24,将电池8排至固定框2外,无需进行规格检测;或者两个电动伸缩杆4不动,通过皮带21的转动,使电池8之间从固定框2左侧的敞开处掉落(如图1中展示的方位)。
18.如图2所示,所述电动伸缩杆4的伸缩端与圆板42之间固定有l型杆41。电动伸缩杆4的伸缩端可以通过l型杆41带动圆板42移动。
19.使用时,通过皮带21的转动,上料组件将电池8依次放置在两个相邻的凸块22之间,凸块22呈t型设置,两个相邻的凸块22相互配合可以有效的将电池8限制住;当皮带21将电池8先输送至与通孔23相对应后(电池8的正极和负极分别与两个通孔23的轴心处相对应),皮带21停止移动,两个二号自动伸缩杆3的伸缩端分别驱动两个检测笔32的检测端穿过通孔23后进入固定框2内,当两个检测笔32的检测端分别与电池8的正极和负极相接触后就可以检测出电池8的电压内阻是否正常,随后两个二号自动伸缩杆3带动两个检测笔32复原;然后皮带21继续对电池8进行输送,使检测过电压内阻的电池8与穿孔24相对应,皮带21则停止输送,后续的电池8则可以同样进行电压内阻检测;然后两个电动伸缩杆4的伸缩端分别驱动两个圆板42靠拢穿过穿孔24后将检测过电压内阻的电池8夹紧,随后两个电动伸缩杆4的伸缩端分别驱动两个圆板42向同一方向移动,使电池8先穿过内径与电池8直径相同的穿孔24,电池8顺利穿过后即为合格,然后两个电动伸缩杆4的伸缩端分别驱动两个圆板42相互远离,使电池8掉落后,电动伸缩杆4则带动圆板42恢复至最开始的位置;当电池8不能顺利穿过内径与电池8直径相同的穿孔24时,两个电动伸缩杆4的伸缩端分别驱动两个圆板42带动电池8向内径大于电池8直径的穿孔24内移动,将电池8通过该穿孔24推出,该电池8即为不合格;电动伸缩杆4、驱动皮带21运行的驱动电机、二号自动伸缩杆3和上料组件分别通过电脑进行控制,电动伸缩杆4、二号自动伸缩杆3和上料组件运行时,皮带21则停止转动,电动伸缩杆4通过圆板42带动电池8移动时,两个圆板42带动电池8向内径与电池8相同的穿孔24内移动3秒钟后(时间可以按实际情况进行调整),不管电池8是否顺利穿过该穿孔24,然后两个电动伸缩杆4分别驱动两个圆板42靠拢(当电池8未穿过穿孔24时将电池8再次夹紧),再向另一个穿孔24的方向移动5秒钟(时间可以按实际情况进行调整),如此可以
对电池8的规格进行有效的检测。
20.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。