1.本实用新型涉及激光焊接技术领域,具体涉及一种激光焊接装置。
背景技术:
2.激光塑料焊接具有非接触式、焊接速度快、精度高、焊缝强度高、表面质量好、绿色环保等诸多优点,在医疗器械、汽车零部件、消费电子、食品等行业得到了日益广泛的应用。
3.现有技术中激光塑料焊接多采用将单独的激光输出头沿工件焊缝进行焊接,焊接时需频繁移动激光器或焊接工件,从而易导致焊接质量不稳定。
技术实现要素:
4.因此,本实用新型要解决的技术问题在于克服现有技术中焊接时需频繁移动激光器或焊接工件,从而易导致焊接质量不稳定的缺陷。
5.为解决上述技术问题,本实用新型提供了一种激光焊接装置,包括:
6.机架;
7.激光器,安装在所述机架顶部,适于产生激光;
8.光源排列组件,与所述激光器相连接,适于将所述激光输出为待焊件的焊缝形状;
9.光学整形组件,与所述光源排列组件相连接,适于将输出的所述激光整形聚焦;
10.固定治具,安装在所述机架底端,与所述光学整形组件相对设置,适于将所述待焊件压紧。
11.进一步地,此激光焊接装置,所述光源排列组件包括:
12.第一安装架,所述第一安装架与所述激光器可拆卸连接,所述第一安装架上设有若干安装槽;
13.输出头,若干所述输出头可拆卸安装在所述安装槽中,所述输出头排列方式与所述待焊件焊缝形状相匹配,所述输出头通过光纤与所述激光器相连接,适于输出所述激光。
14.进一步地,此激光焊接装置,所述激光器发出波长为800nm~980nm的红外激光。
15.进一步地,此激光焊接装置,所述光学整形组件包括:
16.第二安装架,固定安装在所述第一安装架远离所述激光器一端;
17.光波导,活动安装在所述第二安装架上,多个所述光波导与多个所述输出头一一对应设置,适于将所述激光整形成与所述待焊件焊缝形状一致的光斑;
18.整形透镜,安装在所述第二安装架底端,靠近所述待焊件的一侧,所述整形透镜与所述光波导相连接,适于将所述光斑整形成均匀光斑。
19.进一步地,此激光焊接装置,所述光波导为透明高分子材料或玻璃或镀金腔体。
20.进一步地,此激光焊接装置,所述固定治具包括:
21.夹具,适于夹装所述待焊件,所述夹具与所述整形透镜相对设置;
22.调节件,安装在所述机架底端,所述夹具安装在所述调节件上,适于调节所述夹具的高度;
23.驱动件,安装在所述调节件与所述夹具之间,适于为所述夹具提供驱动力。
24.进一步地,此激光焊接装置,所述固定治具还包括:
25.控制器,与所述激光器和所述驱动件信号连接,适于控制所述激光器与所述驱动件同步工作。
26.进一步地,此激光焊接装置,所述驱动件为气缸。
27.进一步地,此激光焊接装置,所述固定治具还包括:
28.调气件,所述调气件一端适于与气源相连接,另一端与所述气缸相连接,适于调节所述气缸的供气量。
29.进一步地,此激光焊接装置,所述夹具底面为球形,适于分散所述待焊件上的压力。
30.本实用新型技术方案,具有如下优点:
31.1.本实用新型提供的激光焊接装置,包括机架、激光器、光源排列组件、光学整形组件和固定治具,激光器安装在机架顶部,适于产生激光,光源排列组件与激光器相连接,适于将激光输出为待焊件的焊缝形状,光学整形组件与光源排列组件相连接,适于将输出的激光整形聚焦,固定治具安装在机架底端,与光学整形组件相对设置,适于将待焊件压紧。
32.将待焊件放置在固定治具上压紧后,激光器发出的激光通过光源排列组件输出为与待焊接相符合的焊缝形状,经光学整形组件将输出的激光整形聚焦后对待焊件进行焊接,焊接时无需移动激光器或待焊件,激光在焊缝处产生热量,使整个轮廓线同时熔化并粘结在一起,减少了焊接时产生的应力,提高了焊接的质量。
33.2.本实用新型提供的激光焊接装置,光源排列组件包括第一安装架和输出头,第一安装架与激光器可拆卸连接,第一安装架上设有若干安装槽,若干输出头可拆卸安装在安装槽中,输出头排列方式与待焊件焊缝形状相匹配,输出头通过光纤与激光器相连接,适于输出激光。
34.焊接时将第一安装架与激光器拆分后,再将若干输出头排列为与待焊件相匹配的焊缝形状安装在安装槽中,输出头通过光纤与激光器相连接,从而可将激光输出为与待焊件相匹配的焊缝形状。对不同焊缝形状的待焊件焊接时,只需将输出头从安装槽中拆卸后重新排列为与待焊件相匹配的焊缝形状即可,结构简单,操作方便的,焊接时无需移动激光器或待焊件,提高了焊接的效率。
35.3.本实用新型提供的激光焊接装置,光学整形组件包括第二安装架和光波导,第二安装架固定安装在第一安装架远离激光器的一端,光波导活动安装在第二安装架上,多个光波导与多个输出头一一对应设置,适于将激光整形成与待焊件焊缝形状一致的光斑,整形透镜安装在第二安装架底端,靠近待焊件的一侧,整形透镜与光波导相连接,适于将光斑整形成均匀光斑。
36.通过调整光波导,使输出头输出的激光整形成与待焊件焊缝形状一致的光斑,光斑经整形透镜后整形为均匀的光斑对待焊件进行焊接,均匀的光斑在焊接时提高了焊接的质量,保证了产品的品质。
37.4.本实用新型提供的激光焊接装置,光波导为透明高分子材料或玻璃或镀金腔体。提高了光波导的透光性,减少了激光在传输过程中的能量损失,保证了焊接的质量。
38.5.本实用新型提供的激光焊接装置,固定治具包括夹具、调节件和驱动件,夹具适于夹装待焊件,夹具与整形透镜相对设置,调节件安装在机架底端,夹具安装在调节件上,适于调节夹具的高度,驱动件安装在调节件与夹具之间,适于为夹具提供驱动力。
39.通过调节调节架的高度,使夹具的高度适合不同尺寸待焊接安装,结构简单,操作方便,提高了装置的适用范围;焊接时驱动件还可驱动夹具对夹持的待焊件提供焊接压力,保证了焊接的质量。
40.6.本实用新型提供的激光焊接装置,固定治具还包括与激光器和驱动件信号连接的控制器,适于控制激光器与驱动件同步工作,提高了焊接工作的效率。
41.7.本实用新型提供的激光焊接装置,夹具底面为球形,可以将待焊接上的压力向四周均匀的分散,保证待焊件各部位压力平衡,提高了焊接的质量。
附图说明
42.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
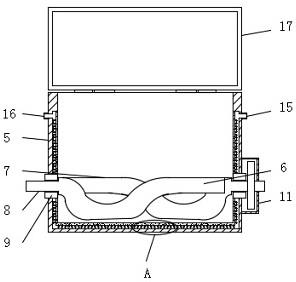
43.图1为本实用新型实施例中提供的激光焊接装置结构示意图;
44.图2为本实用新型实施例中提供的激光焊接装置中光源排列组件和光学整形组件结构示意图。
45.附图标记说明:1、机架;2、激光器;3、光源排列组件;31、第一安装架;32、输出头;4、光学整形组件;41、第二安装架;42、光波导;43、整形透镜;5、固定治具;51、夹具;52、调节件;53、驱动件;54、控制器。
具体实施方式
46.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
47.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
48.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
49.此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间
未构成冲突就可以相互结合。
50.实施例1
51.如图1所示,为本实用新型提供的一种激光焊接装置,包括机架1、激光器2、光源排列组件3、光学整形组件4和固定治具5,若干支激光器2安装在机架1顶部,适于产生激光,激光器2与电源相连接,通过电源控制激光器2的输出功率和焊接时间,光源排列组件3与激光器2相连接,适于将激光输出为待焊件的焊缝形状,光学整形组件4与光源排列组件3相连接,适于将输出的激光整形聚焦,固定治具5安装在机架1底端,与光学整形组件4相对设置,适于将待焊件压紧。
52.将待焊件放置在固定治具5上压紧后,激光器2发出的激光通过光源排列组件3输出为与待焊接相符合的焊缝形状,经光学整形组件4将输出的激光整形聚焦后对待焊件进行焊接,焊接时无需移动激光器2或待焊件,激光在焊缝处产生热量,使整个轮廓线同时熔化并粘结在一起,减少了焊接时产生的应力,提高了焊接的质量。
53.本实施例对激光器2不做具体限定,为符合现实情况,本实施例中激光器2采用波长为800nm至980nm的红外激光半导体激光器。
54.本实施例对待焊件不做具体限定,为符合现实情况,本实施例中待焊件为塑料工件。
55.如图2所示,光源排列组件3包括第一安装架31和输出头32,第一安装架31与激光器2可拆卸连接,第一安装架31上设有若干安装槽,若干输出头32可拆卸安装在安装槽中,输出头32排列方式与待焊件焊缝形状相匹配,输出头32通过光纤与激光器2相连接,适于输出激光。
56.焊接时将第一安装架31与激光器2拆分后,再将若干输出头32密集排列为与待焊件相匹配的焊缝形状安装在安装槽中,并使输出头32与安装槽紧密配合,输出头32通过光纤与激光器2相连接,从而可将激光输出为与待焊件相匹配的焊缝形状。对不同焊缝形状的待焊件焊接时,只需将输出头32从安装槽中拆卸后重新排列为与待焊件相匹配的焊缝形状即可,结构简单,操作方便的,焊接时无需移动激光器2或待焊件,提高了焊接的效率。
57.本实施例对输出头32不做具体限定,为符合现实情况,本实施例中输出头32采用型号为fc的光纤输出头。
58.本实施例对第一安装架31不做具体限定,为符合现实情况,本实施例中第一安装架31为耐高温、摩擦系数低、抗磨损材料制成的夹紧工装。
59.光学整形组件4包括第二安装架41和光波导42,第二安装架41固定安装在第一安装架31远离激光器2的一端,光波导42活动安装在第二安装架41上,多个光波导42与多个输出头32一一对应设置,适于将激光整形成与待焊件焊缝形状一致的光斑,整形透镜43安装在第二安装架41底端,靠近待焊件的一侧,整形透镜43与光波导42相连接,适于将光斑整形成均匀光斑。
60.通过调整光波导42,使输出头32输出的激光整形成与待焊件焊缝形状一致的光斑,光斑经整形透镜43后整形为均匀的光斑对待焊件进行焊接,均匀的光斑在焊接时提高了焊接的质量,保证了产品的品质。
61.本实施例中,光波导42采用玻璃制成,在其他实施例中光波导42也可采用透明塑料或镀金腔体。玻璃材质的光波导42提高了光波导42的透光性,减少了激光在传输过程中
的能量损失,保证了焊接的质量。
62.如图1所示,本实施例中,固定治具5包括夹具51、调节件52和驱动件53,夹具51用于夹装待焊件,夹具51与整形透镜43相对设置,调节件52安装在机架1底端,夹具51安装在调节件52上,适于调节夹具51的高度,驱动件53安装在调节件52与夹具51之间,适于为夹具51提供驱动力。
63.通过调节调节架的高度,使夹具51的高度适合不同尺寸待焊接安装,结构简单,操作方便,提高了装置的适用范围;焊接时将待焊接夹持在夹具51上,再将待焊接与整形透镜43相抵接,通过驱动件53驱动夹具51对夹持的待焊件提供焊接压力,保证了焊接的质量。
64.固定治具5还包括与激光器2和驱动件53信号连接的控制器54,用于控制激光器2与驱动件53同步工作,提高了焊接工作的效率。
65.本实施例中,驱动件53为气缸,控制器54为plc控制器,固定治具5还包括调气件,调气件一端与气源相连接,另一端与气缸相连接,通过调节调气件来调节气缸的供气量。控制器54通过与激光器2信号交互,控制激光器2启动输出激光,同时控制器54控制气缸对夹装在夹具51上的待焊件施加设定的压力,使待焊件之间具有一定的焊接压力。
66.夹具51底面为球形,可以将待焊接上的压力向四周均匀的分散,保证待焊件各部位压力平衡,提高了焊接的质量。
67.综上所述,本实用新型提供的激光焊接装置,焊接时将待焊件放置在固定治具5的夹具51上压紧,再将若干输出头32密集排列为与待焊件相匹配的焊缝形状安装在安装槽中,经光学整形组件4将输出的激光整形聚焦后对待焊件进行焊接,焊接时无需移动激光器2或待焊件,通过控制器54控制激光器2与驱动件53同步工作,将待焊接压紧后激光在焊缝处产生热量,使整个轮廓线同时熔化并粘结在一起,减少了焊接时产生的应力,提高了焊接的质量。
68.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。