1.本技术涉及光学元件技术领域,具体而言,涉及一种角度定位工装。
背景技术:
2.自聚焦透镜作为光电子产业中最基础的元件,它一般是作为分立元件使用,其功能相对单一、且使用中需设计必要的定位、装夹工装。但随着近年来光电子等领域科学技术的高速发展,新型仪器设备向着小型化、高性能方向发展的需求愈加迫切,为了发挥出光子作为信息载体所具有的高速度、并行性、大容量和巨大的互联能力,就必须要发展密集、规则排列、光特性均匀的微型自聚焦透镜阵列技术。此外,自聚焦透镜也可以作为成像元件进行使用。
3.为了提高生产效率,一般用粘接剂将多根自聚焦透镜集中排列粘接,并采用玻璃平板夹持,组成自聚焦透镜与玻璃平板的光学组件,然后再将多个这种光学组件以一个侧边对齐且垂直的方式粘接成为一个更厚的多层光学组件,为满足后续工序的加工要求,在将单个光学组件拼接成多层光学组件的过程中,该多层光学组件的尺寸与角度均需满足一定的技术指标。现有技术在拼接时,人工使用三角尺作为拼接时的检测工具,通过目视观察,利用三角尺的两个直角边来保证光学组件拼接成的多层光学组件的侧面与底壁成直角。此种方式操作不便,经验性较强,因不同员工操作熟练度、手法细微差异等不可量化的原因导致在实际操作过程中不能确保每次产出品的技术指标都能满足工艺技术要求,而且对工作台面要求较高。
技术实现要素:
4.本技术的目的在于提供一种角度定位工装,能够降低光学组件拼装时的操作难度,并提高多层光学组件的拼装精度。
5.本技术的实施例提供了一种角度定位工装,包括基体,基体具有相对设置的底面以及上表面,上表面内凹形成有三角槽,三角槽包括相互垂直的第一接触面和第二接触面,三角槽用于堆叠设置多个呈长方体的光学组件,多个光学组件沿垂直于底壁方向依次堆叠,第一接触面用于与多个光学组件的侧面接触。
6.作为一种可实施的方式,第一接触面和第二接触面的表面粗糙度小于等于10μm。
7.作为一种可实施的方式,基体采用钢材制备。
8.作为一种可实施的方式,三角槽底部连通设置有排屑槽。
9.作为一种可实施的方式,三角槽垂直于三角槽延伸方向的端部固定设置有挡板,挡板封挡三角槽的槽口,用于定位光学组件的另一侧面。
10.作为一种可实施的方式,挡板采用钢材制成。
11.作为一种可实施的方式,挡板与基体一体成型。
12.作为一种可实施的方式,挡板与基体可拆卸连接。
13.作为一种可实施的方式,第一接触面与底面的夹角为45
°
,第二接触面与底面的夹
角为45
°
。
14.作为一种可实施的方式,底面的表面粗糙度在50μm-100μm之间。
15.本技术实施例的有益效果包括:
16.本技术提供的角度定位工装,包括基体,基体具有相对设置的底面以及上表面,上表面内凹形成有三角槽,三角槽包括相互垂直的第一接触面和第二接触面,三角槽用于堆叠设置多个呈长方体的光学组件,其中,多个光学组件沿垂直于底壁方向依次堆叠,第一接触面用于与多个光学组件的侧面接触,多个光学组件的侧面拼接形成拼接面,拼接面与第一接触面接触,位于最底层的光学组件的底壁与第二接触面接触,因为第二接触面与第一接触面垂直,从而使得光学组件的底壁与拼接面垂直,提高了光学组件的拼装精度。在单个光学组件拼接时,只需要多个光学组件依次按照排列方向放入三角槽内,放入时使得第一块光学组件的底壁与第二接触面接触,各个光学组件的侧面与第一接触面接触粘接即可,降低光学组件拼装时的操作难度。因此,本技术的角度定位工装,能够降低光学组件拼装时的操作难度,并提高多层光学组件的拼装精度。
附图说明
17.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
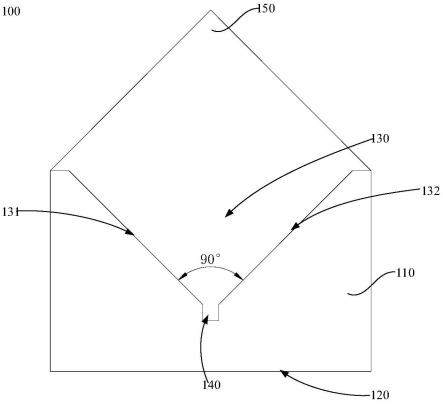
18.图1为本技术实施例提供的一种角度定位工装的结构示意图之一;
19.图2为本技术实施例提供的一种角度定位工装的结构示意图之二;
20.图3为本技术实施例提供的一种角度定位工装的使用状态示意图。
21.图标:100-角度定位工装;110-基体;120-底面;130-三角槽;131-第一接触面;132-第二接触面;133-光学组件;140-排屑槽;150-挡板。
具体实施方式
22.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
23.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
24.在本技术的描述中,需要说明的是,术语“中心”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重
要性。
25.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
26.自聚焦透镜在进行大规模集中生产时,为了提高生产效率,一般通常将多个自聚焦透镜阵列排列,并采用玻璃平面将自聚焦透镜阵列的外周围合形成长方体的光学组件,再将光学组件沿垂直于长方体底壁的方向堆叠形成更厚的多层光学组件,现有技术在拼接时,人工使用三角尺作为拼接时的检测工具,通过目视观察,利用三角尺的两个直角边来保证光学组件拼接成的多层光学组件的侧面与底壁成直角,但是这种方式依靠人工操作,力度很难精准把控,不能确保每个多层光学组件均满足工艺要求。
27.本技术提供了一种角度定位工装100,如图1、图2和图3所示,包括基体110,基体110具有相对设置的底面120以及上表面,上表面内凹形成有三角槽130,三角槽130包括相互垂直的第一接触面131和第二接触面132,三角槽130用于堆叠设置多个呈长方体的光学组件133,多个光学组件133沿垂直于底壁方向依次堆叠,第一接触面131用于与多个光学组件133的侧面接触。
28.在将光学组件133沿垂直于光学组件133的底壁方向拼接时,先将第一块光学组件133的底壁与第二接触面132接触,第一块光学组件133的一个侧面与第一接触面131接触,完成第一块光学组件133的放置,再在第二块光学组件133的底壁均匀涂抹粘接剂,将第二块光学组件133的底壁与第一块光学组件133的上表面粘接,粘接时,第二块光学组件133与第一块光学组件133的侧面对应的侧面与第二接触面132接触,使得第一块光学组件133与第二块光学组件133的侧面拼接形成的拼接面与第一接触面131贴合,第二块光学组件133的底壁与第一块光学组件133的上表面对应即可完成第二块光学组件133的安装。第一接触面131与第二接触面132垂直,第一块光学组件133的底壁与第二接触面132接触,作为多层光学组件133的底壁。在完成第二块光学组件133的安装后,依照第二块光学组件133安装的方法,依次完成多个光学组件133的安装,多个光学组件133的侧面形成拼接面与第一接触面131接触,第一块光学组件133的底壁座位多层光学组件133的底壁与第二接触面132,从而使得拼接面与多层光学组件133的底壁垂直,提高了拼接面与底壁的拼装精度。
29.相对与人工使用三角尺作为拼接时的检测工具,通过目视观察的现有技术,本技术实施例提供的角度定位工装100,操作方便,容易掌握,因为只需要使得下一个光学组件133的底壁与前一个光学组件133的上表面接触,多个光学组件133的侧面与第二接触面132接触即可,而且能够提提高拼接效率。
30.另外,本技术实施例提供的角度定位工装100,拼接形成的多层光学组件133,因为以第一接触面131和第二接触面132作为基准,使得每个多层光学组件133的拼装精度的一致性较好,避免了因为不同员工操作熟练度、手法细微差异等不可量化的原因导致的拼装精度降低。
31.再一方面,现有技术的拼接方式,需要以三角尺和桌面形成的基准对多层光学组件133的拼接面进行定位,当桌面上存在肉眼不易觉察的异物时,会使得三角尺的与桌面不平行,从而影响拼接精度。而本技术实施例提供的角度定位工装100,以第一接触面131和第二接触面132作为基准,不会受操作台面的影响,提高了角度定位工装100的适应性。
32.为了进一步提高多层光学组件133的拼接精度,可以将第一接触面131的面积设置的稍大一些,示例的,第二接触面132面的长和宽均大于光学组件133底壁的长和宽,第一接触面131的尺寸和第二接触面132的尺寸相同设置,第一接触面131的长和宽均大于拼接面的长和宽。
33.本技术提供的角度定位工装100,包括基体110,基体110具有相对设置的底面120以及上表面,上表面内凹形成有三角槽130,三角槽130包括相互垂直的第一接触面131和第二接触面132,三角槽130用于堆叠设置多个呈长方体的光学组件133,其中,多个光学组件133沿垂直于底壁方向依次堆叠,第一接触面131用于与多个光学组件133的侧面接触,多个光学组件133的侧面拼接形成拼接面,拼接面与第一接触面131接触,位于最底层的光学组件133的底壁与第二接触面132接触,因为第二接触面132与第一接触面131垂直,从而使得光学组件133的底壁与拼接面垂直,提高了光学组件133的拼装精度。在单个光学组件133拼接时,只需要多个光学组件133依次按照排列方向放入三角槽130内,放入时使得第一块光学组件133的底壁与第二接触面132接触,各个光学组件133的侧面与第一接触面131接触粘接即可,降低光学组件133拼装时的操作难度。因此,本技术的角度定位工装100,能够降低光学组件133拼装时的操作难度,并提高多层光学组件133的拼装精度。
34.可选的,第一接触面131和第二接触面132的表面粗糙度小于等于10μm。
35.第一接触面131用于与拼接面接触,第二接触面132用于底壁接触,当第一接触面131和第二接触面132的粗糙度较大时,使得底壁在与第二接触面132接触时,会因为粗糙度较大发生倾斜,拼接面与第一接触面131接触时,使得多个光学组件133的侧面不能位于同一平面形成拼接面,为了提高多层光学组件133的拼接精度,可以将第一接触面131和第二接触面132的表面粗糙度尽量的小一些,但是,由于受限于目前的加工精度,本技术实施例的第一接触面131和第二接触面132的表面粗糙度小于等于10μm。
36.本技术实施例的一种可实现的方式中,基体110采用钢材制备。钢材具有较大的硬度和密度,较大的密度使得角度定位工装100具有较大的重量,在多层光学组件133拼接时,角度定位工装100稳定不易移位与晃动。较大的硬度使得角度定位工装100在使用过程中不易磨损,使用寿命较长,从而降低成本。
37.可选的,如图1、图2和图3所示,三角槽130底部连通设置有排屑槽140。
38.第一接触面131和第二接触面132以及光学组件133中的异物会沿着第一接触面131或第二接触面132滑落至三角槽130底部,影响三角槽130底部的直角的角度,从而影响拼接的精度,本技术实施例在三角槽130底部连通设置品排屑槽140,第一接触面131和第二接触面132以及光学组件133中的异物会沿着第一接触面131和第二接触面132滑落至排屑槽140,不影响多层光学组件133的拼接精度。
39.本技术实施例的一种可实现的方式中,如图1、图2和图3所示,三角槽130垂直于三角槽130延伸方向的端部固定设置有挡板150,挡板150封挡三角槽130的槽口,用于定位光学组件133的另一侧面。
40.第一接触面131与多层光学组件133的拼接面接触,第二接触面132与多层光学组件133的底壁接触,本领域技术人员应当知晓,多个光学组件133沿垂直于底壁的方向堆叠设置时,多个光学组件133的另一侧面会连接形成连接面,为了进一步提高多层光学组件133的表面的平整度,本技术实施例在三角槽130垂直于三角槽130延伸方向的端部固定设
置有挡板150,挡板150封挡三角槽130的槽口,在将光学组件133沿垂直于光学组件133的底壁方向拼接时,使得光学组件133的相邻的两个侧面分别与挡板150和第一拼接面接触,使得多层光学组件133的四个侧面均为精度较高的平面。
41.具体的,将光学组件133沿垂直于光学组件133的底壁方向拼接时,先将第一块光学组件133的底壁与第二接触面132接触,第一块光学组件133的一个侧面与第一接触面131接触,另一侧面与挡板150接触,完成第一块光学组件133的放置,再在第二块光学组件133的底壁均匀涂抹粘接剂,将第二块光学组件133的底壁与第一块光学组件133的上表面粘接,粘接时,第二块光学组件133与第一块光学组件133的一个侧面对应的侧面与第二接触面132接触,第二块光学组件133与第一块光学组件133的另一侧面对应的侧面与挡板150接触,使得第一块光学组件133与第二块光学组件133的一个侧面拼接形成的拼接面与第一接触面131贴合,第一块光学组件133与第二块光学组件133的另一侧面拼接形成的连接面,第二块光学组件133的底壁与第一块光学组件133的上表面对应即可完成第二块光学组件133的安装。第一接触面131与第二接触面132垂直,挡板150与第一接触面131和第二接触面132垂直,第一块光学组件133的底壁与第二接触面132接触,作为多层光学组件133的底壁。在完成第二块光学组件133的安装后,依照第二块光学组件133安装的方法,依次完成多个光学组件133的安装,多个光学组件133的一个侧面形成拼接面与第一接触面131接触,多个光学组件133的另一侧面与挡板150接触,第一块光学组件133的底壁作为多层光学组件133的底壁与第二接触面132,从而使得拼接面、多层光学组件133的底壁以及连接面相互垂直,提高了拼接面、底壁以及连接面的拼装精度。
42.需要说明的是,光学组件133的一个侧面是指相对设置的两个面中的一个,另一侧面则是指与一个侧面相邻的侧面。
43.可选的,挡板150采用钢材制成。挡板150采用钢材制成,使得钢板具有较大的硬度,在拼接时不易磨损,延长挡板150的使用时长。
44.本技术实施例的一种可实现的方式中,挡板150与基体110一体成型。使得挡板150与基体110具有较高的牢度,在运输或者使用时挡板150与基体110不易分离。
45.可选的,挡板150与基体110可拆卸连接。可以提高角度定位工装100的灵活性,在要求四个侧面均有较高的精度要求时,将挡板150安装在三角槽130的槽口,对多层光学组件133的另一侧面进行贴合排列。在只要求两个侧面具有较高精度时,将挡板150拆除。
46.本技术实施例的一种可实现的方式中,第一接触面131与底面120的夹角为45
°
,第二接触面132与底面120的夹角为45
°
。
47.当第一接触面131与底面120的夹角为45
°
、第二接触面132与底面120的夹角为45
°
时,使得三角槽130向上的槽口为竖直方向,方便操作人员对多个光学组件133进行拼接。
48.本技术实施例的一种可实现的方式中,底面120的表面粗糙度在50μm-100μm之间。底面120的表面粗糙度较高,使得表面在与工作台接触时,能够增大底面120与工作太的摩擦力,从而使得在拼接多层光学组件133时,角度定位工装100能够稳定的放置于工作台上,不易移位和晃动,方便工作人员拼接光学组件133。
49.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
