1.本发明涉及激光切割机工作状态监测领域,具体涉及一种激光切割机工作状态监测方法。
背景技术:
2.激光切割机在进行工作时,由于在切割不同切割材料时,可能会出现不同的情况,故可能会出现切割机切割速度异常的情况,当激光切割机切割速度较慢时,激光切割机能量汇聚较大,使得切缝变大,当切割机速度较快时,可能切割不完整,使得切割粘连。故需实时监控切割机切割速度,通过监控切割记得切割速度,确保激光切割机可以将切割材料完整切割。故亟需一种可以实时监测激光切割机切割速度是否异常的激光切割机工作状态监测方法。
技术实现要素:
3.本发明提供一种激光切割机工作状态监测方法,以解决现有的问题。本发明的一种激光切割机工作状态监测方法采用如下技术方案:本发明一个实施例提供了一种激光切割机工作状态监测方法,该方法包括以下步骤:获得送带上的切割板材的两个切割面图像和两个切口图像;对两个切割面图像进行语义分割得到两个切割面区域图像;对两个切口图像进行语义分割得到两个切口区域图像;通过lbp局部三值模式将两个切割面区域图像转换为两个lbp图像;根据两个切割面区域图像的两个lbp图像的构建lbp共生矩阵,根据所述lbp共生矩阵的能量和逆方差得到两个切割面区域图像的噪声敏感度;根据两个切割面区域图像的两个lbp图像的平均lbp值得到两个切割面区域图像的易分析度;根据所述噪声敏感度和易分析度获得两个切割面区域图像的阈值评价指标;将阈值评价指标大于第一预设值的最小阈值记为两个切割面区域图像的优选阈值,将两个切割面区域图像根据优选阈值转换得到的两个lbp图像记为优选lbp图像,根据优选lbp图像中像素点的lbp值与邻域内其他像素点的lbp值得到两个切割面区域图像的纹理光滑度;通过对两个切口区域图像进行边缘检测获取两个切口区域图像的切缝边缘图像,根据切缝边缘图像中切割边缘的边缘像素点数量、边缘像素点的切线夹角以及宽度差异,得到两个切口区域图像的切缝垂直度;根据两个切割面区域图像的纹理光滑度和两个切口区域图像的切缝垂直度获取切割机切割质量评价指标;对切割质量评价指标小于第二预设值的切割机,进行报警处理并调整切割机的切割速度。
4.进一步的,所述获得送带上的切割板材的两个切割面图像和两个切口图像的步骤包括:
通过放置在预设位置的四个相机拍摄传送带上的切割板材,获得切割板材的左侧切口图像、右侧切口图像、左侧切割面图像和右侧切割面图像;分别通过加权平均灰度化算法和高斯滤波去噪方法对所述四张图像进行灰度化和去噪。
5.进一步的,所述通过lbp局部三值模式将两个切割面区域图像转换为两个lbp图像的步骤包括:根据lbp局部三值模式的lbp值计算方法,对两个切割面区域图像的所有像素点的灰度值进行计算,得到两个切割面区域图像的所有像素点的lbp值,将两个切割面区域图像的所有像素点的灰度值设置为所述lbp值,将设置灰度值后的所有像素点组成的图像记为lbp图像;所述lbp局部三值模式的lbp值计算方法为:所述lbp局部三值模式的lbp值计算方法为:其中,为切割面区域图像中第h个像素点的lbp值,为切割面区域图像中第h个像素点的灰度值,表示切割面区域图像中第h个像素点的周围邻域内第个像素点的灰度值,为lbp局部三值模式的lbp值计算方法中的阈值。
6.进一步的,所述根据所述lbp共生矩阵的能量和逆方差得到两个切割面区域图像的噪声敏感度的步骤包括:其中,是根据lbp共生矩阵的元素值的平方和获取的能量,h是根据lbp共生矩阵获取的逆方差,是两个切割面区域图像的噪声敏感度。
7.进一步的,所述根据优选lbp图像中像素点的lbp值与邻域内其他像素点的lbp值得到两个切割面区域图像的纹理光滑度的步骤包括:其中,表示图像中第个像素点的lbp值,表示像素点周围邻域内第个像素点的lbp值,为两个切割面区域图像的纹理光滑度。
8.进一步的,所述根据切缝边缘图像中切割边缘的边缘像素点数量、边缘像素点的切线夹角以及宽度差异,得到两个切口区域图像的切缝垂直度的步骤包括:
其中,n表示切割边缘ab上像素点的数量,表示该边缘上第个像素点切线与水平直线夹角的角度,d表示为切割边缘ab上表面与下表面切割造成的宽度差异,为两个切口区域图像的切缝垂直度。
9.进一步的,所述根据两个切割面区域图像的纹理光滑度和两个切口区域图像的切缝垂直度获取切割机切割质量评价指标的步骤包括:其中,为两个切口区域图像的切缝垂直度,为两个切割面区域图像的纹理光滑度,为切割机切割质量评价指标。
10.本发明实施例至少具有如下有益效果:本发明根据激光切割机切割速度异常可能对切割机切割材料产生的影响进行分析,根据切割面区域图像的lbp共生矩阵的得到切割面区域图像的噪声敏感度和易分析度,进一步得到切割面区域图像的阈值评价指标,进而确定两个切割面区域图像的优选阈值,进而根据优选lbp图像得到两个切割面区域图像的纹理光滑度,根据纹理光滑度和切缝垂直度获取切割机切割质量评价指标,进而调整切割机的切割速度,使得在对切割机的切割速度和切割效果进行监测时,即可以减少噪声影响对图像的影响,获得明显的图像纹理信息,确保激光切割机可以将切割材料完整切割。
附图说明
11.为了更清楚地说明本发明实施例或现有技术中的技术方案和优点,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
12.图1为本发明一个实施例提供的一种激光切割机工作状态监测方法的步骤流程图;图2为本发明一个实施例提供的预设位置示意图;图3为本发明一个实施例提供的切割边缘ab示意图。
具体实施方式
13.为了更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的一种激光切割机工作状态监测方法,其具体实施方式、结构、特征及其功效,详细说明如下。在下述说明中,不同的“一个实施例”或“另一个实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
14.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
15.下面结合附图具体的说明本发明所提供的一种激光切割机工作状态监测方法的具体方案。
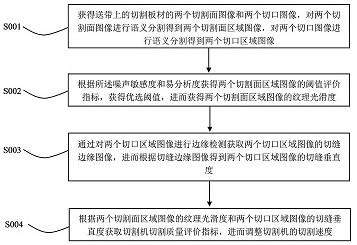
16.请参阅图1,其示出了本发明一个实施例提供的一种激光切割机工作状态监测方法的步骤流程图,该方法包括以下步骤:步骤s001、获得送带上的切割板材的两个切割面图像和两个切口图像,对两个切割面图像进行语义分割得到两个切割面区域图像,对两个切口图像进行语义分割得到两个切口区域图像。
17.具体的步骤包括如下:1.获得送带上的切割板材的两个切割面图像和两个切口图像。
18.将切割好的材料放置在传送带上,将被切割板材切面方向沿着传送带方向放置,即使得在传送带两侧放置的相机可以拍摄到板材切面信息,在板材两切割面前方放置两个相机拍摄切割材料的侧面,通过放置在预设位置的四个相机拍摄传送带上的切割板材,获得切割板材的左侧切口图像、右侧切口图像、左侧切割面图像和右侧切割面图像,所述预设位置如图2所示。
19.分别通过加权平均灰度化算法和高斯滤波去噪方法对所述四张图像进行灰度化和去噪。
20.2. 对两个切割面图像进行语义分割得到两个切割面区域图像,对两个切口图像进行语义分割得到两个切口区域图像。
21.使用神经网络语义分割分别将两个切割面图像的切割面区域识别出来,得到两个切割面区域图像。其中神经网络使用resnet神经网络。其中识别切割面区域的神经网络具体方式为:a)其中输入为上述获取的两个切割面图像,输出为包含切割面区域的两个切割面区域图像。
22.b)标签分为两种,切割面区域和背景区域。标记方式为:切割面区域标记为1,背景区域标记为0。
23.c)网络所用损失函数为交叉熵损失函数。
24.使用神经网络语义分割分别将两个切口图像切口区域识别出来,得到两个切口区域图像。其中神经网络使用resnet神经网络。其中识别切口区域的神经网络具体方式为:a) 其中输入为上述获取的两个切口图像,输出为包含切口区域的两个切口区域图像。
25.b)标签分为两种,切口区域和背景区域。标记方式为:切口区域标记为1,背景区域标记为0。
26.c)网络所用损失函数为交叉熵损失函数。
27.步骤s002,根据所述噪声敏感度和易分析度获得两个切割面区域图像的阈值评价指标,获得优选阈值,进而获得两个切割面区域图像的纹理光滑度。
28.具体的步骤包括如下:1.获得两个切割面区域图像的lbp图像。
29.切割面的纹理会造成切割面出现反光现象,故在进行纹理分析时,使用光照鲁棒性较强的纹理分析算法lbp算法进行分析,即将获取两个切割面区域图像转化成lbp图像。
30.由于lbp值对于发生突变的像素点有着较大的敏感度,这就使得一些噪声点的出现灰度获取的纹理描述产生较大影响,而lbp局部三值模式较好的改进了这一点,故结合本发明所在场景,本发明基于lbp局部三值模式设计了一种自适应阈值的lbp局部三值算法。
31.根据lbp局部三值模式的lbp值计算方法,对两个切割面区域图像的所有像素点的灰度值进行计算,得到两个切割面区域图像的所有像素点的lbp值,将两个切割面区域图像的所有像素点的灰度值设置为所述lbp值,将设置灰度值后的所有像素点组成的图像记为lbp图像;所述lbp局部三值模式的lbp值计算方法为:所述lbp局部三值模式的lbp值计算方法为:其中,为切割面区域图像中第h个像素点的lbp值,为切割面区域图像中第h个像素点的灰度值,表示切割面区域图像中第h个像素点的周围邻域内第个像素点的灰度值,为lbp局部三值模式的lbp值计算方法中的阈值。
32.2. 根据两个切割面区域图像的两个lbp图像的构建lbp共生矩阵。
33.根据本发明场景可知,切割面纹理变化为沿着切割边缘变化,即切割面图像中水平方向,故为了节省计算成本,在获取lbp共生矩阵时,仅需根据0
°
方向和相对距离,根据两个切割面区域图像的两个lbp图像的构建lbp共生矩阵即可。
34.3. 根据两个切割面区域图像的lbp共生矩阵的能量和逆方差得到两个切割面区域图像的噪声敏感度。
35.根据噪声特点,即噪声会影响图像原来的图像纹理,则若lbp图像对应阈值对噪声敏感性小,则根据lbp图像构建的lbp共生矩阵中的纹理差异越小,因此本发明根据lbp图像的噪声敏感度获得两个切割面区域图像的阈值评价指标,所述噪声敏感度的计算公式为:其中,为两个切割面区域图像的噪声敏感度,是根据lbp共生矩阵的元素值的平方和获取的,所以也称能量,反映了图像灰度分布均匀程度和纹理粗细度。asm值大表明一种较均一和规则变化的纹理模式。h也是根据lbp共生矩阵获取的,逆方差反映了图像纹理局部变化的大小,若图像纹理的不同区域间较均匀,变化缓慢,逆方差会较大,反之较小。故当所求asm越大、h越大,所求e越小,说明lbp图像对噪声敏感性越小。
36.4. 根据两个切割面区域图像的两个lbp图像的平均lbp值得到两个切割面区域图像的易分析度。
37.在不断增大lbp局部三值模式的lbp值计算方法的阈值的同时,虽然可以减少噪声对图像的干扰,但是获取的纹理信息的亮度会越来越小,因此本发明根据lbp图像的易分析度获得两个切割面区域图像的阈值评价指标,所述易分析度的计算公式为:其中,为两个切割面区域图像的易分析度,g表示lbp图像中平均lbp值,即若阈值偏大时,会导致获取的lbp图像偏暗,不利于图像纹理的分析。即当所求lbp图像的平均灰度值g越小时,即所求w越大时,lbp图像越不容易被分析,此时对应的阈值评价指标就越低。
38.5. 根据两个切割面区域图像的噪声敏感度和易分析度获得两个切割面区域图像的阈值评价指标。
39.根据两个切割面区域图像的噪声敏感度和易分析度获得两个切割面区域图像的阈值评价指标,所述阈值评价指标的计算公式为:其中,为两个切割面区域图像的噪声敏感度,为两个切割面区域图像的易分析度,为两个切割面区域图像的阈值评价指标,当所求e越小,w越大时,对应阈值评价方法q越小。
40.6. 获得两个切割面区域图像的优选阈值,进而得到两个切割面区域图像的纹理光滑度。
41.将阈值评价指标大于第一预设值的最小阈值记为两个切割面区域图像的优选阈值,所述第一预设值为0.8,将两个切割面区域图像根据优选阈值转换得到的两个lbp图像记为优选lbp图像,根据优选lbp图像中像素点的lbp值与邻域内其他像素点的lbp值得到两个切割面区域图像的纹理光滑度,具体为:光滑程度根据lbp图像中像素点在3*3区域内lbp值的大小与其他像素点的lbp值的大小的差异,若此差异越小,则说明该图像对应切割面越平滑。
42.其中,为两个切割面区域图像的纹理光滑度,表示图像中第i个像素点的lbp值,表示像素点i周围3*3邻域内第j个像素点的lbp值。p表示图像像素点的数量。根据上述分析可知,当所求t越小,表示切割面表面越光滑。
43.步骤s003,通过对两个切口区域图像进行边缘检测获取两个切口区域图像的切缝边缘图像,进而根据切缝边缘图像得到两个切口区域图像的切缝垂直度。
44.通过对两个切口区域图像进行边缘检测获取两个切口区域图像的切缝边缘图像,根据切缝边缘图像中切割边缘的边缘像素点数量、边缘像素点的切线夹角以及宽度差异,得到两个切口区域图像的切缝垂直度;
根据激光切割原理可知,在切割非金属材料时,切口壁几乎没有激光反射,焦点位置下方的切口形状随激光束的扩展而膨胀,但随着板厚方向输出能量的减弱,切口宽度会变窄,故切割边缘越垂直,坡度越小,切割质量越高。但是切割速度也会对此造成影响,即若切割速度过慢,激光切割能量在同一处汇集能量大,会使得切割面与材料的不垂直程度变大,故可以根据切口侧面切缝垂直度判断切割机切割速度是否异常。
45.通过对两个切口区域图像进行边缘检测获取两个切口区域图像的切缝边缘图像,其中边缘检测使用canny算子进行边缘检测。则切缝垂直度的计算公式为:其中,为两个切口区域图像的切缝垂直度,为两个切割面区域图像的纹理光滑度,n表示切割边缘ab上像素点的数量,表示该边缘上第i个像素点切线与水平直线夹角的角度,d表示为切割边缘ab上表面与下表面切割造成的宽度差异,切割边缘ab如图3所示。此差异越大,说明边缘ab的垂直度越低。也表示边缘ab的垂直程度,此值越大,说明切割边缘ab的垂直度越低。
46.步骤s004、根据两个切割面区域图像的纹理光滑度和两个切口区域图像的切缝垂直度获取切割机切割质量评价指标,进而调整切割机的切割速度。
47.根据上述方法获取的切割机切割的板材的切面纹理光滑度及切缝的垂直度获取切割机切割质量评价z:其中,f为两个切口区域图像的切缝垂直度,即当所求切割板材切面纹理t越大,则表示切面纹理越粗糙,当所求切面与切料表面的垂直度f越小时,表示切割边缘垂直度越低,即所求z越小时,便可认为对应切割质量越差。设置阈值λ=0.1,即当所求z小于阈值λ时,便可认为激光切割机可能出现切割机速度异常的情况,需要进行报警处理,进而调整切割机的切割速度,及时减少损失。
48.综上所述,本发明将两个切割面区域图像转换为两个lbp图像;根据两个lbp图像的lbp共生矩阵的得到两个切割面区域图像的噪声敏感度和易分析度,进一步得到两个切割面区域图像的阈值评价指标;确定两个切割面区域图像的优选阈值,进而根据优选lbp图像得到两个切割面区域图像的纹理光滑度;根据两个切口区域图像的切缝边缘图像得到两个切口区域图像的切缝垂直度;根据纹理光滑度和切缝垂直度获取切割机切割质量评价指标,进而调整切割机的切割速度。本发明根据切割机切割质量评价指标实时监控切割机切割速度,确保激光切割机可以将切割材料完整切割。
49.需要说明的是:上述本发明实施例先后顺序仅仅为了描述,不代表实施例的优劣。且上述对本说明书特定实施例进行了描述。其它实施例在所附权利要求书的范围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施例中的顺序来执行并且
仍然可以实现期望的结果。另外,在附图中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
50.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
51.以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。