1.本发明涉及真空压铸技术领域,特别是涉及一种双回路闭环真空系统。
背景技术:
2.高真空压铸对模腔内的实际真空度要求非常高,新能源汽车结构件在实际生产中真空度要求低于50mbar以下,随着压铸产品的结构设计越来越复杂,在路径长、壁厚薄、结构复杂的基础上还要求填充时间短,铝水在快速填充型腔时不能有背压,在新能源汽车复杂的结构产品件设计过程中,在真空排气的传统设计中,流导损失非常大,导致在末端压室内的气体无法排出,仅凭现有单一模具抽真空系统很难满足要求,造成产品的无法达到高真空压铸的要求。
3.现有的真空系统结构如图1所示,其中包括模具型腔1、真空罐2、真空泵3、过滤器4、电磁阀5、传感器6和真空阀7,真空泵3先启动,将真空罐2内的压力降低到设定值后,等待压铸机启动信号,模具合模后,真空阀7、电磁阀5同时打开,气流通过过滤器4进入真空罐2内,当真空系统接受到压铸机开模信号后,真空阀7、电磁阀5关闭,压力传感器6检测最后一次最低压力值,循环结束。
4.现有的压铸真空设计采用单一的真空系统单元通过真空罐与模具型腔负压置换,达到等效平衡关系,产品结构复杂,壁厚薄、行程长度,流导小,从而导致压室内部的气体无法排出,压室内部的气体含量占总体积的2/3,在真空压铸生产工艺条件下,这部分的气体基本上包裹在产品内部,导致产品含气量高,金相组织差,无法进行热处理及焊接。
5.基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种双回路闭环真空系统。
技术实现要素:
6.本发明主要解决的技术问题是提供一种双回路闭环真空系统,双回路闭环真空系统的设计,极度降低了型腔内的空气含量,真正实现了高真空压铸条件的苛刻要求,能满足50mbar以下生产高真空压铸要求,提高产品品质,维护方便。
7.为解决上述技术问题,本发明采用的一个技术方案是:提供一种双回路闭环真空系统,该种双回路闭环真空系统包括模具,置于所述模具内的型腔、与模具相连且与型腔相通的加料机构,所述加料机构包括连接于模具的料筒,置于所述料筒内的且与型腔通过间隙接通的压室、置于所述压室内的压射杆、拼装于所述压射杆头部的冲头、及对接设置于所述压射杆尾部的压铸机,所述料筒尾部开设有与所述压室相通的加料口,其特征在于:还包括连接于所述模具和所述压料机构上的双回路闭环真空机构,所述双回路闭环真空机构包括连接于所述型腔上的模腔真空机构、及连接所述压室上的压室真空机构。
8.优选的是,所述模腔真空机构包括连接于型腔上部的第一铝水真空阀、与第一铝水真空阀相连接的第一铝水过滤器、与第一铝水过滤器相连接的第一粉尘过滤器、接于第一粉尘过滤器的真空管、依次接于真空管上的用于测压的第一压力传感器、用于控制的第
一电磁阀以及负压储能罐,所述第一铝水真空阀前安装有第一反吹扫清洗装置。
9.优选的是,所述第一反吹扫清洗装置包括第一正压储能罐,依次接于第一正压储能罐上的第二电磁阀和第三压力传感器,所述第三压力传感器连接于所述第一铝水真空阀前的管道上,第一正压储能罐上连接有第二压力传感器。
10.优选的是,所述压室真空机构包括连接于压室上部的第二铝水真空阀、与第二铝水真空阀相连接的第二铝水过滤器、与第二铝水过滤器相连接的第二粉尘过滤器、依次接于第二粉尘过滤器后的第三电磁阀、第四压力传感器、第四电磁阀,所述第四电磁阀与负压储能罐相连接,所述负压储能罐上设置有真空泵,所述真空泵与第四电磁阀相连接,所述负压储能罐上安装有第五压力传感器,所述第二铝水过滤器后安装有第二反吹扫清洗装置。
11.优选的是,所述第二反吹扫清洗装置包括第二正压储能罐,所述第二正压储能罐通过第五电磁阀与第二铝水过滤器后的管道接通,所述第二正压储能罐上还安装有第六压力传感器。
12.与现有技术相比,本发明的有益效果是:
13.采用两个模腔真空机构和压室真空机构在同一个时间不同位置内完成真空抽吸,再通过软件控制,增加流导气体在闭环的条件下达到理想真空值后再进行压射,可将型腔真空度做到≤50mbar,还保证了产品的稳定性;
14.可双回路闭环真空系统,增加了闭环实时控制和双回路抽吸路径,分解了粘滞流下的流体物理特性,增强了气流流导性,真正实现了高真空压铸条件;
15.可双回路闭环真空系统压铸的产品达到的性能要求非常显著、改变了非常多而又非常复杂的铸件、和产品气密性要求、致密性要求、焊接要求、热处理要求的工艺,特别对现有汽车一体成型技术(超大型压铸件)的应用。
附图说明
16.图1为现有的真空系统结构示意图。
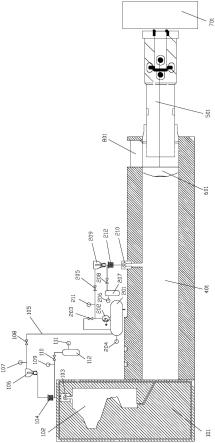
17.图2为一种双回路闭环真空系统的结构示意图。
18.其中,101、模具,102、型腔,103、第一铝水真空阀,104、第一铝水过滤器,105、真空管,106、第一粉尘过滤器,107、第一压力传感器,108、第一电磁阀,109、第三压力传感器,110、第二电磁阀,111、第二压力传感器、112、第一正压储能罐;
19.201、负压储能罐,202、真空泵,203、第四电磁阀,204、第五压力传感器,205、第三电磁阀,206、第六压力传感器,207、第二正压储能罐,208、第五电磁阀,209、第二粉尘过滤器,210、第二铝水真空阀,211、第四压力传感器,212、第二铝水过滤器;
20.401、压室,501、压射杆,601、冲头,701、压铸机,801、加料口。
具体实施方式
21.下面结合附图对本发明较佳实施例进行详细阐述,以使发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
22.请参阅图2,本发明实施例包括:
23.一种双回路闭环真空系统,该种双回路闭环真空系统包括模具101,置于所述模具101内的型腔102、与模具101相连且与型腔102相通的加料机构,所述加料机构包括连接于
模具101的料筒,置于所述料筒内的且与型腔102通过间隙接通的压室401、置于所述压室401内的压射杆501、拼装于所述压射杆501头部的冲头601、及对接设置于所述压射杆501尾部的压铸机701,所述料筒尾部开设有与所述压室401相通的加料口801,其特征在于:还包括连接于所述模具101和所述压料机构上的双回路闭环真空机构,所述双回路闭环真空机构包括连接于所述型腔102上的模腔真空机构、及连接所述压室401上的压室真空机构。
24.所述模腔真空机构包括连接于型腔102上部的第一铝水真空阀103、与第一铝水真空阀103相连接的第一铝水过滤器104、与第一铝水过滤器104相连接的第一粉尘过滤器106、接于第一粉尘过滤器106的真空管105、依次接于真空管105的用于测压的第一压力传感器107、用于控制的第一电磁阀108以及负压储能罐201,所述第一铝水真空阀103前安装有第一反吹扫清洗装置。
25.所述第一反吹扫清洗装置包括第一正压储能罐112,依次接于第一正压储能罐112上的第二电磁阀110和第三压力传感器109,所述第三压力传感器109连接于所述第一铝水真空阀103前的管道上,第一正压储能罐112上连接有第二压力传感器111。
26.所述压室真空机构包括连接于压室401上部的第二铝水真空阀210、与第二铝水真空阀210相连接的第二铝水过滤器212、与第二铝水过滤器212相连接的第二粉尘过滤器209、依次接于第二粉尘过滤器209后的第三电磁阀205、第四压力传感器211、第四电磁阀203,所述第四电磁阀203与负压储能罐201相连接,所述负压储能罐201上设置有真空泵202,所述真空泵202与第四电磁阀203相连接,所述负压储能罐201上安装有第五压力传感器204,所述第二铝水过滤器212后安装有第二反吹扫清洗装置。
27.所述第二反吹扫清洗装置包括第二正压储能罐207,所述第二正压储能罐207通过第五电磁阀208与第二铝水过滤器212后的管道接通,所述第二正压储能罐207上还安装有第六压力传感器206。
28.本发明一种双回路闭环真空系统工作时,模具101合模到位后,金属液通过加料口801加入压室401内,压铸机701发出启动信号,压射杆501联动冲头601低速向前运动,封闭加料口801再移动50mm处,双回路闭环真空机构可设定参数,停止运动;第一铝水真空阀103、第二铝水真空阀210、第一电磁阀108、第三电磁阀205同时打开,型腔102内的气流通过第一铝水真空阀103进入第一铝水过滤器104,再进入第一粉尘过滤器106,后进入负压储能罐201,压室401内的气流通过第二铝水真空阀210进入铝水过滤器212,再进入第二粉尘过滤器209,后进入负压储能罐201,此时的负压储能罐201内的压力上升,型腔102和压室401内的压力下降,等待第一压力传感器107、第四压力传感器211到达工艺设定值时,双回路闭环真空机构可设定参数,压射杆501联动冲头601再次向前运动,当冲头601越过第二铝水真空阀210处后,第二铝水真空阀210和第三电磁阀205关闭,第二反吹扫清洗装置开始工作,第二正压储蓄罐207通过第六传感器206判定当前的压力,为50mbar允许的条件下打开第五电磁阀208,进行反吹扫清洗,可设定参数关闭;压射杆501联动冲头601再次向前运动,达到二块启动点,双回路闭环真空机构可设定参数,第一铝水真空阀103、第一电磁阀108同时关闭,产品已压射完成,等待模具101开模信号,当双回路闭环真空机构接受到模具开模信号后,真空泵202打开,第四电磁阀203、第五传感器204实时判定当前压力值,当压力值到达设定值后,第四电磁阀203关闭,真空泵202关闭,在压铸机701给出开模信号的同一个时间内,第一正压储蓄罐112通过第二压力传感器111判定当前的压力,为50mbar允许的条件下打开
第二电磁阀110,进行反吹扫清洗,循环结束,等待下一个循环,整个循环过程中为真空闭环,双回路排气路径。
29.本发明一种双回路闭环真空系统,双回路闭环真空系统的设计,极度降低了型腔内的空气含量,真正实现了高真空压铸条件的苛刻要求,能满足50mbar以下生产高真空压铸要求,提高产品品质,维护方便。
30.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。