1.本发明涉及消防栓技术领域,具体为一种消防栓用封口塞及加工工艺。
背景技术:
2.消防栓,正式叫法为消火栓,一种固定式消防设施,主要作用是控制可燃物、隔绝助燃物、消除着火源,分室内消火栓和室外消火栓,消防栓应该放置于走廊或厅堂等公共的共享空间中,一般会在上述空间的墙体内,不能对其做何种装饰,要求有醒目的标注,并不得在其前方设置障碍物,避免影响消火栓门的开启。
3.传统的消防栓封口塞在使用时,通常直接在封口塞外侧开设螺纹槽,然后通过固定在封口塞一端的六边形固定块带动封口在消防栓外侧转动,实现对消防栓的密封,此时封口塞直接暴露在外侧,容易损坏,针对上述问题提出一种消防栓用封口塞及加工工艺。
技术实现要素:
4.本发明的目的在于提供一种消防栓用封口塞及加工工艺,以解决封口塞暴露在外侧容易损坏的问题。
5.为实现上述目的,本发明提供如下技术方案:一种消防栓用封口塞及加工工艺,包括封口塞主体和固定装置,所述封口塞主体顶部设有固定装置,所述封口塞主体包括固定柱、铜芯柱、第一限位块、丁晴胶板,所述固定柱底部固定连接有固定底板,所述固定柱内固定连接有铜芯柱,所述铜芯柱内开设有螺纹槽,所述固定柱左右两端底部均固定连接有第一限位块,所述固定柱前后两端下方均固定连接有第二限位块,所述固定底板底部开设有花刀层,所述固定底板通过所设花刀层固定连接有丁晴胶板。
6.优选的,所述第一限位块的个数共有两个,所述第二限位块的个数共有两个,两个所述第一限位块与两个第二限位块呈相互垂直设置,所述第一限位块一端开设有限位槽,所述第一限位块底部与固定底板固定连接,所述第二限位块底部与固定底板固定连接。
7.优选的,固定柱内上方开设有呈均匀分布的定位槽,所述固定柱内下方开设有固定槽,所述固定柱通过所设定位槽紧密贴合有呈均匀分布的固定铜杆,所述固定柱通过所设定位槽紧密贴合有固定铜圈,所述铜芯柱外侧上方固定连接有呈均匀分布的固定铜杆,所述铜芯柱底部外侧固定连接有定位铜圈。
8.优选的,所述固定底板内上方设有定位块,所述定位块底部固定连接有连接杆,所述连接杆另一端固定连接有固定球,所述固定球外侧紧密贴合有丁晴胶板,所述固定底板内设有呈均匀分布的连接杆。
9.优选的,所述固定装置包括固定块和螺栓,所述固定块外侧固定连接有呈均匀分布的固定杆,所述固定杆另一端固定连接有固定环,所述固定块内转动连接有螺栓,所述螺栓顶部固定连接有旋钮。
10.优选的,所述固定块顶部设有旋钮,所述固定杆的个数共有四个,所述螺栓外侧设
有呈均匀分布的固定杆。
11.优选的,所述固定块底部设有固定柱,所述固定块底部这设有铜芯柱,所述铜芯柱通过所设的螺纹槽与螺栓螺旋连接。
12.优选的,封口塞的生产工艺:步骤一:直接将此封口塞主体的产品模具放置在射芯机上,然后对其进行加热,加热到覆膜砂成形温度后,射芯机通过起价将覆膜砂喷入封口塞主体的产品模具上,烧制成型,之后将烧制成型的封口塞主体的产品模具砂壳转交给修整工人打磨粘合,然后将经过打磨粘合的封口塞主体的产品模具通过教主家具加持等待浇筑;步骤二:将硅铁、硒、镁、废钢和生铁各一份,放入铸造炉中,将铸造炉内温度升高至1650
°
至1680
°
,使原材料充分溶解,然后直接将溶解后的铁水倒入覆膜砂壳内,完成浇筑,等待完全冷却成型;步骤三:当封口塞主体完全冷却成型后,将外侧覆膜砂壳敲碎,将封口塞主体取出送至打磨修整车间处理后,通过抛丸机进行抛光,得到封口塞主体铸造成品,之后将封口塞主体成品送至冲压铜车间进行螺纹槽的冲压;步骤四:将铜棒在冲压铜车间内通过中频感应加热炉加热至柔软,然后将铜棒直接放入封口塞主体内,此时通过冲压机将铜棒冲压与封口塞主体内紧密贴合,此时在冲压机的作用下铜棒下方外侧进入固定柱所设固定槽内形成固定铜圈与固定柱紧密贴合,铜棒上方外侧进入固定柱所设定位槽内,形成固定铜杆,铜棒主体形成铜芯柱,等待冷却后将此封口塞主体送入机械加工车间;步骤五:在机械加工车间内,通过钻床在铜芯柱内钻出螺纹预留孔,然后将此封口塞主体移动至数控车床,通过数控车床根据图纸尺寸在铜芯柱内开设螺纹槽,然后通过数控机床在固定底板底部开设花刀层,此时对固定底板进行钻孔,然后直接将定位块、连接杆和固定球穿过固定底板,此时将封口塞主体转送至压胶车间;步骤六:通过压胶车间内的压胶机床将丁晴胶层压铸在固定底板底部所设花刀层上,固定底板通过所设花刀层与丁晴胶层固定连接,同时通过连接杆和固定球对丁晴胶板进行限位,使丁晴胶板安装更加稳定,之后将此封口塞主体送入打磨车间将多余的丁晴胶板打磨去除,然后对封口塞主体外侧喷涂红色漆面,喷涂时避开丁晴胶板,喷涂完成后,将漆面晾干,完成封口塞主体的加工。
13.与现有技术相比,本发明的有益效果是:1、本发明中,通过设置的固定块、旋钮、螺栓、固定杆、固定环、铜芯柱和螺纹槽,可以方便的将此封口塞主体固定在消防栓内,减少封口塞主体与外界的接触,防止封口塞主体损坏,通过设置的固定柱、固定底板、第一限位块、限位槽、第二限位块、丁晴胶板和花刀层,可以方便的对消防栓进行封口;2、本发明中,通过设置的固定柱、定位槽、固定槽、固定铜杆和固定铜圈,可以是铜芯柱固定更加稳定,使此封口塞主体使用更加稳定,通过设置的定位块、连接杆和固定球,可以对丁晴胶板进行加固,使丁晴胶板安装更加稳定。
附图说明
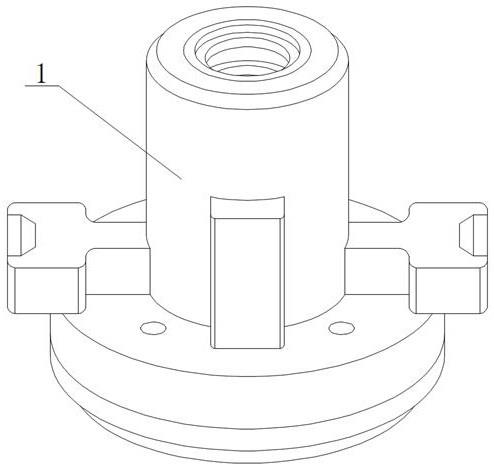
14.图1为本发明的整体结构示意图;
图2为本发明固定装置结构示意图;图3为本发明螺栓的安装结构示意图;图4为本发明第二限位块的安装结构示意图;图5为本发明封口塞的俯视示意图;图6为本发明固定铜杆的安装结构示意图;图7为本发明固定柱的安装结构示意图;图8为本发明连接杆的安装结构示意图。
15.图中:1-封口塞主体、101-固定柱、102-固定底板、103-铜芯柱、104-螺纹槽、105-第一限位块、106-限位槽、107-第二限位块、108-丁晴胶板、109-花刀层、110-定位块、111-连接杆、112-固定球、113-定位槽、114-固定槽、115-固定铜杆、116-固定铜圈、2-固定装置、201-固定块、202-旋钮、203-螺栓、204-固定杆、205-固定环。
具体实施方式
16.实施例1:请参阅图1-8,本发明提供一种技术方案:一种消防栓用封口塞及加工工艺,包括封口塞主体1和固定装置2,封口塞主体1顶部设有固定装置,封口塞主体1包括固定柱101、铜芯柱103、第一限位块105、丁晴胶板108,固定柱101底部固定连接有固定底板102,固定柱101内固定连接有铜芯柱103,铜芯柱103内开设有螺纹槽104,固定柱101左右两端底部均固定连接有第一限位块105,固定柱101前后两端下方均固定连接有第二限位块107,固定底板102底部开设有花刀层109,固定底板102通过所设花刀层109固定连接有丁晴胶板108,通过此设置可以方便的对消防栓进行封口。
17.第一限位块105的个数共有两个,第二限位块107的个数共有两个,两个第一限位块105与两个第二限位块107呈相互垂直设置,第一限位块105一端开设有限位槽106,第一限位块105底部与固定底板102固定连接,第二限位块107底部与固定底板102固定连接,通过此设置可以方便的对封口塞主体1进行限位,固定装置2包括固定块201和螺栓203,固定块201外侧固定连接有呈均匀分布的固定杆204,固定杆204另一端固定连接有固定环205,固定块201内转动连接有螺栓203,螺栓203顶部固定连接有旋钮202,固定块201顶部设有旋钮202,固定杆204的个数共有四个,螺栓203外侧设有呈均匀分布的固定杆204,固定块201底部设有固定柱101,固定块201底部这设有铜芯柱103,铜芯柱103通过所设的螺纹槽104与螺栓203螺旋连接,通过此设置可以方便的对封口塞主体1进行安装。
18.工作流程:首先对封口塞主体1进行加工,直接将此封口塞主体1的产品模具放置在射芯机上,然后对其进行加热,加热到覆膜砂成形温度后,射芯机通过起价将覆膜砂喷入封口塞主体1的产品模具上,烧制成型,之后将烧制成型的封口塞主体1的产品模具砂壳转交给修整工人打磨粘合,然后将经过打磨粘合的封口塞主体1的产品模具通过教主家具加持等待浇筑,将硅铁、硒、镁、废钢和生铁各一份,放入铸造炉中,将铸造炉内温度升高至1650
°
至1680
°
,使原材料充分溶解,然后直接将溶解后的铁水倒入覆膜砂壳内,完成浇筑,等待完全冷却成型,当封口塞主体1完全冷却成型后,将外侧覆膜砂壳敲碎,将封口塞主体1取出送至打磨修整车间处理后,通过抛丸机进行抛光,得到封口塞主体1铸造成品,之后将
封口塞主体1成品送至冲压铜车间进行螺纹槽104的冲压,将铜棒在冲压铜车间内通过中频感应加热炉加热至柔软,然后将铜棒直接放入封口塞主体1内,此时通过冲压机将铜棒冲压与封口塞主体1内紧密贴合,此时在冲压机的作用下铜棒下方外侧进入固定柱101所设固定槽114内形成固定铜圈116与固定柱110紧密贴合,铜棒上方外侧进入固定柱101所设定位槽113内,形成固定铜杆115,铜棒主体形成铜芯柱103,等待冷却后将此封口塞主体1送入机械加工车间,在机械加工车间内,通过钻床在铜芯柱103内钻出螺纹预留孔,然后将此封口塞主体1移动至数控车床,通过数控车床根据图纸尺寸在铜芯柱103内开设螺纹槽104,然后通过数控机床在固定底板102底部开设花刀层109,此时将封口塞主体1转送至压胶车间,通过压胶车间内的压胶机床将丁晴胶层108压铸在固定底板102底部所设花刀层109上,固定底板102通过所设花刀层109与丁晴胶层108固定连接,之后将此封口塞主体1送入打磨车间将多余的丁晴胶板108打磨去除,然后对封口塞主体1外侧喷涂红色漆面,喷涂时避开丁晴胶板108,喷涂完成后,将漆面晾干,完成封口塞主体1的加工,当此封口塞主体1使用时,此一种消防栓用封口塞在使用时,首先将螺栓203放置在铜芯柱103所设螺纹槽104内,然后转动旋钮202使螺栓203与铜芯柱103螺旋连接,此时将第一限位块105和第二限位块107对准消防栓合适位置,将封口塞主体1插入消防栓内,此时通过第一固定块105所设限位槽106与第二下午聂快107对封口塞主体1进行定位,之后将固定装置2固定在消防栓内,当需要对对消防栓进行封口时,通过旋钮202转动螺栓203,此时螺栓203在铜芯柱103内转动,同时封口塞主体1在第一限位块105、限位槽106和第二限位块107的作用下使封口塞主体1向消防栓内移动,直到丁晴胶板108与消防栓紧密贴合,对消防栓进行封口,当需要使用消防栓使,反向转动旋钮202,此时螺栓203通过铜芯柱103带动封口塞主体1向消防栓外侧移动,此时丁晴胶板108离开消防栓。
19.实施例2:请参阅图1、5、8,本发明提供一种技术方案:一种消防栓用封口塞及加工工艺,固定柱101内上方开设有呈均匀分布的定位槽113,固定柱101内下方开设有固定槽104,固定柱101通过所设定位槽113紧密贴合有呈均匀分布的固定铜杆115,固定柱101通过所设定位槽113紧密贴合有固定铜圈116,铜芯柱103外侧上方固定连接有呈均匀分布的固定铜杆115,铜芯柱103底部外侧固定连接有定位铜圈116,通过此设置可以使铜芯柱103固定更加稳定,固定底板102内上方设有定位块110,定位块110底部固定连接有连接杆111,连接杆111另一端固定连接有固定球112,固定球112外侧紧密贴合有丁晴胶板108,固定底板102内设有呈均匀分布的连接杆111。
20.工作流程:此时对固定底板102进行钻孔,然后直接将定位块110、连接杆111和固定球112穿过固定底板102,此时将封口塞主体1转送至压胶车间,通过压胶车间内的压胶机床将丁晴胶层108压铸在固定底板102底部所设花刀层109上,固定底板102通过所设花刀层109与丁晴胶层108固定连接,同时通过连接杆111和固定球112对丁晴胶板108进行限位,使丁晴胶板108安装更加稳定,之后将此封口塞主体1送入打磨车间将多余的丁晴胶板108打磨去除,然后对封口塞主体1外侧喷涂红色漆面,喷涂时避开丁晴胶板108,喷涂完成后,将漆面晾干,完成封口塞主体1的加工。
21.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应
当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
