1.本发明涉及激光陀螺技术领域,具体为一种提高激光陀螺棱镜可靠性的粘贴装置及方法。
背景技术:
2.激光陀螺,是指利用激光光束的光程差测量物体角位移的装置,激光陀螺没有旋转的转子部件,没有角动量,也不需要方向环框架,框架伺服机构,旋转轴承,导电环及力矩器和角度传感器等活动部件,它的精度大大高于机械式陀螺,没有运动部件,易于维护,可靠性高,寿命长,从而取代机械式陀螺,成为大中型飞机惯性基准系统的核心部件,但是它比机械式陀螺的体积大,价格高,因此在小型飞机上使用的较少,激光陀螺集光、机、电、算等尖端科技于一身;广泛覆盖陆海空天多个领域。激光陀螺是衡量一个国家光学技术发展水平的重要标志之一。
3.高精度的激光蛇螺对提高飞机、导弹等的控制精度与性能至关重要,高精度陀螺的关键技术之一是棱镜片与陀螺基体之间的粘贴可靠性,而现有装置在对棱镜片进行粘贴时,存在诸多不便,尤其是在粘贴时,难以将胶料均匀的涂覆在陀螺基体上,因此导致棱镜片与基体粘贴时,可靠性较差,且在粘贴后,难以保证棱镜片与陀螺基体之间完全贴合,易出现空隙,造成其粘贴可靠性不强及精度较差。
4.因此,亟待研发出一种提高激光陀螺棱镜可靠性的粘贴装置及方法。
技术实现要素:
5.基于上述问题,本发明目的在于提供一种提高激光陀螺棱镜可靠性的粘贴装置及方法。
6.本发明通过下述技术方案实现:一种提高激光陀螺棱镜可靠性的粘贴装置,包括机体和设于机体上部的工作台,在所述的工作台的中部位置处分别设有粘贴组件和夹持工位,所述粘贴组件位于夹持工位的正上方并与机体上部的顶板相连接;所述夹持工位包括底部与工座台相连接、且内部设有空腔的工装台,等距分布在工装台四周的气动夹爪,安装在空腔内的第一电机,转动连接在驱动电机输出轴上、且四周均开设有凹槽的转盘,等距设置在空腔四周、远离转盘的一端与空腔侧壁相连接、且另一端通过滚珠与转盘相抵接的弹性伸缩杆,一端与弹性伸缩杆靠近转盘的一端相连接、另一端竖直向上贯穿至工装台上部并滚动连接有顶轮的竖杆,所述工装台的上表面且对应竖杆位置处沿其径向方向开设有滑槽,且所述滑槽与竖杆通过套设在竖杆外表面的滑动套滑动连接,初始状态时,所述弹性伸缩杆处于收缩状态;所述气动夹爪与工装台之间还设有用于驱动气动夹爪沿工装台进行滑动的滑台。
7.这里需要说明的是,基于目前传统的粘贴装置在对棱镜片进行粘贴时,大多都是通过操作者手动将粘贴胶涂覆在机体上,因此造成其涂胶均匀性较差,且涂胶层厚度不一,同时粘贴后,难以将棱镜片与陀螺基体之间的胶层进行挤压平整,因此导致其粘贴后易出
现空隙气泡,进而影响棱镜粘贴精度及可靠性的问题,为此本方案特在工装台的四周设置气动夹爪,且气动夹爪与工装台之间通过滑台滑动连接,同时通过设置第一电机、转盘、弹性伸缩杆、竖杆、顶轮以及滑槽,可使装置在进行棱镜片粘贴时,将粘贴胶均匀的涂覆在陀螺基体上,保证涂胶层的厚度均匀,并确保在棱镜粘贴后,对棱镜片与陀螺基体之间的涂胶层进行挤压平整,以使棱镜片与陀螺基体之间完全贴合,避免其出现空隙而影响棱镜粘贴的精度及可靠性。
8.进一步地,所述滑台包括沿工装台外周面设置的齿轨,套设在齿轨外周面、底部连接有滑轮的套环,对称安装在套环内、且输出端沿靠近齿轨的方向设置并通过齿轮与齿轨啮合连接的第二电机;具体来说,滑台工作时,可启动第二电机,以使第二电机工作带动齿轮在齿轨内进行转动,以通过齿轮和齿轨的配合带动套环在工装台的外周面进行转动,进而通过套环的转动带动气动夹爪。
9.进一步地,在所述滑轮的下部、且位于工装台位置处还设有与滑轮相适配的滑轨;这里需要说明的是,通过滑轨的设置,可以使其与套环底部的滑轮配合,以对套环在旋转时对其进行支撑,并利于套环进行转动。
10.具体地,所述粘贴组件包括顶端通过液压缸与顶部相连接的连接板,设置在连接板下部、且与连接板之间设有弹性连接件的吸附板,所述弹性连接件呈环形阵列状分布,且任一弹性支撑件包括第一连杆、第二连杆和弹簧,所述第一连杆一端与连接板相球接、且另一端与第二连杆相铰接,所述第二连杆远离第一连杆的一端与吸附板相球接,且所述第一连杆与第二连杆之间形成v型结构,所述弹性支撑件的两端分别与第一连杆和第二连杆相连接;这里进一步需要说明的是,基于棱镜片本身形状,其并非是规则形状的平面光学元件,而是具有一定空间形状的不规则光学元件(例如三棱镜等),也就是说其具有斜面,而在将其与陀螺基体进行粘贴时,为了使其与陀螺基体相吻合,就需要对棱镜片进行一定角度的偏转,因此导致传统的装置在使用时存在不便,基于此,本方案特设置粘贴组件,以使其能适用不同形状的棱镜片,并将其与陀螺基体进行匹配粘贴,具体来说,就是在对不规则形状的棱镜片进行粘贴时,吸附板可根据棱镜片的斜面角度对对应的弹性支撑件进行挤压,以使其倾斜偏转一定的角度而与棱镜片斜面角度相适应,进而实现对棱镜片进行吸附固定,进一步地,由于弹性支撑件呈环形阵列状分布,因此通过不同位置的弹性支撑件进行伸缩可实现吸附板进行不同角度的偏转,进而使吸附板适应不同斜面角度的棱镜片。
11.进一步地,在连接板的两侧还设有竖直向下的注胶器,两个所述注胶器均与连接板相球接,且任一所述注胶器与连接板之间还设有用于推动注胶器以其与连接板铰接位置处为圆心做圆周运动的电动伸缩杆,在工作台的顶部两侧还设有储胶罐,所述储胶罐通过柔性送料管路与注胶器相连接;以使电动伸缩杆可推动注胶器进行偏转,以实现注胶器偏转后对陀螺基体的注胶区域进行变化。
12.更进一步地,在吸附板的底部均布有多个用于吸附棱镜片的吸盘组件,任一所述吸盘组件包括嵌设在吸附板底部的滑套,位于滑套下部、顶端延伸至滑套内并通过滑块与其滑动连接的支杆,以及顶部与支杆底端相球接的吸盘,在所述滑块的顶部与滑套的内部上方均设有相互对应且磁极相同的磁性件;这里需要说明的是,通过吸盘组件的设置,便于其对棱镜片进行吸附。
13.进一步地,所述吸附板顶部中间与连接板之间还设有压紧气缸,所述压紧气缸的
输出端与吸附板球接、且另一端与连接板固定连接;便于其工作后推动吸附板下移,进而实现对棱镜片与陀螺基体进行粘贴。
14.一种提高激光陀螺棱镜可靠性的粘贴,采用一种提高激光陀螺棱镜可靠性的粘贴装置,所述方法包括以下步骤:s1、将陀螺基体放置在工装台上,并通过气动夹爪对陀螺基体进行夹持固定,并启动液压缸,使其推动连接板下移,以带动注胶器逐渐靠近陀螺基体;s2、待注胶器靠近陀螺基体后,启动滑台和电动伸缩杆,通过滑台和气动夹爪带动基体在工装台上转动,而电动伸缩杆可带动注胶器在竖直面上进行转动,以通过注胶器对陀螺基体的粘贴面进行均匀涂胶;s3、涂胶完成后,关停滑台和电动伸缩,通过吸盘将棱镜片进行吸附,而在吸附棱镜片时,并进一步通过液压缸,使其推动连接板下移,进而带动棱镜片逐渐与陀螺基体相接触,而在棱镜片接触陀螺基体时时,吸附板可挤压弹性支撑件并进行一定角度的偏转,以使吸附板能与棱镜片轮轮廓斜面相匹配,以将棱镜片与陀螺基体粘贴面吻合;s4、待棱镜片与陀螺基体完全接触后,启动压紧气缸,以使其推动吸附板下压,进而将棱镜片完全粘贴在陀螺基体上;s5、同步启动第一电机带动转盘旋转,使转盘旋转后通过凹槽实现伸缩杆进行往复伸缩动作,进而使伸缩杆通过竖杆带动顶轮沿工装台的径向方向进行往复移动,以对陀螺基体与棱镜片进行滚动挤压,从而对棱镜片与陀螺基体进行完全贴合粘贴。
15.本方法通过粘贴组件和夹持工位的相互配合,可实现对棱镜片与陀螺基体进行可靠粘贴,并保证粘贴后,棱镜片与陀螺基体之间的涂胶层更为均匀平整,以确保棱镜粘贴后精度更高,进而大大改善装置使用效果。
16.本发明与现有技术相比,具有如下的优点和有益效果:(1)在本发明中,通过在工装台的四周设置气动夹爪,且气动夹爪与工装台之间通过滑台滑动连接,同时通过设置第一电机、转盘、弹性伸缩杆、竖杆、顶轮以及滑槽,可使装置在进行棱镜片粘贴时,将粘贴胶均匀的涂覆在陀螺基体上,保证涂胶层的厚度均匀,并确保在棱镜粘贴后,对棱镜片与陀螺基体之间的涂胶层进行挤压平整,以使棱镜片与陀螺基体之间完全贴合,避免其出现空隙而影响棱镜粘贴的精度及可靠性;(2)在本发明中,通过粘贴组件,以使其能适用不同形状的棱镜片,并将其与陀螺基体进行匹配粘贴,具体来说,就是在对不规则形状的棱镜片进行粘贴时,吸附板可根据棱镜片的斜面角度对对应的弹性支撑件进行挤压,以使其倾斜偏转一定的角度而与棱镜片斜面角度相适应,进而实现对棱镜片进行吸附固定,进一步地,由于弹性支撑件呈环形阵列状分布,因此通过不同位置的弹性支撑件进行伸缩可实现吸附板进行不同角度的偏转,进而使吸附板适应不同斜面角度的棱镜片;(3)在本发明中,通过吸盘组件的设置,便于其对棱镜片进行吸附,同时由于吸盘组件包括滑套、滑块、支杆和吸盘,因此在吸附板吸附棱镜片后并将其压紧粘贴在陀螺基体上时,吸盘受力后可推动支杆使其通过滑块在滑套内进行向上滑动,以使滑块上滑后逐渐使磁性件相互靠近,从而使其产生一个渐变增大的斥力,也即是随着吸附板逐渐带动棱镜片与陀螺基体靠近并进行压紧粘贴时,可对棱镜片与陀螺基提供一个线性增大的挤压力,以便于将其进行可靠粘贴;
综上所述,本方案通过粘贴组件和夹持工位的相互配合,可实现对棱镜片与陀螺基体进行可靠粘贴,并保证粘贴后,棱镜片与陀螺基体之间的涂胶层更为均匀平整,以确保棱镜粘贴后精度更高,进而大大改善装置的使用效果,相较于传统装置来说,具有突出的实质性特点和显著进步。
附图说明
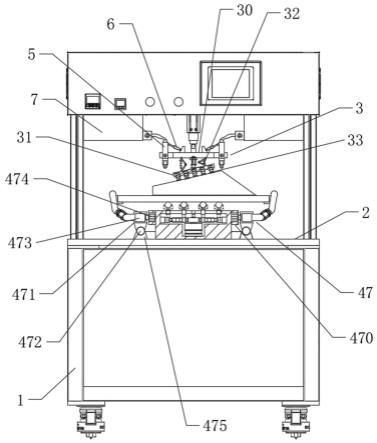
17.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:图1为本发明结构示意图;图2为本发明结构示意图(工作状态);图3为本发明图2中的夹持工位局部结构示意图;图4为本发明图1中a处局部放大结构示意图;图5为本发明工装台俯视结构示意图;图6为本发明转盘结构示意图;图7为本发明方法流程示意图。
18.上述附图中,附图标记对应的部件名称如下:1、机体;2、工作台;3、粘贴组件;30、连接板;31、吸附板;32、弹性支撑件;33、吸盘组件;330、滑套;331、支杆;332、滑块;333、吸盘;334、磁性件;4、夹持工位;40、工装台;41、气动夹爪;42、第一电机;43、弹性伸缩杆;44、顶轮;45、竖杆;46、滑槽;47、滑台;470、齿轨;471、套环;472、滑轮;473、第二电机;474、齿轮;475、滑轨;48、转盘;480、凹槽;5、注胶器;6、电动伸缩杆;7、储胶罐。
具体实施方式
19.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
20.首先,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
21.实施例1如图1、图2、图3、图5和图6所示,本实施例提供一种提高激光陀螺棱镜可靠性的粘贴装置,包括机体1和设于机体1上部的工作台2,在所述的工作台2的中部位置处分别设有粘贴组件3和夹持工位4,所述粘贴组件3位于夹持工位4的正上方并与机体1上部的顶板相连接;所述夹持工位4包括底部与工座台相连接、且内部设有空腔的工装台40,等距分布在工装台40四周的气动夹爪41,安装在空腔内的第一电机42,转动连接在驱动电机输出轴上、且四周均开设有凹槽480的转盘48,等距设置在空腔四周、远离转盘48的一端与空腔侧壁相连接、且另一端通过滚珠与转盘48相抵接的弹性伸缩杆43,一端与弹性伸缩杆43靠近转盘48的一端相连接、另一端竖直向上贯穿至工装台40上部并滚动连接有顶轮44的竖杆45,所
述工装台40的上表面且对应竖杆45位置处沿其径向方向开设有滑槽46,且所述滑槽46与竖杆45通过套设在竖杆45外表面的滑动套滑动连接,初始状态时,所述弹性伸缩杆43处于收缩状态;所述气动夹爪41与工装台40之间还设有用于驱动气动夹爪41沿工装台40进行滑动的滑台47。
22.本方案通过在工装台40的四周设置气动夹爪41,且气动夹爪41与工装台40之间通过滑台47滑动连接,同时通过设置第一电机42、转盘48、弹性伸缩杆43、竖杆45、顶轮44以及滑槽46,可使装置在进行棱镜片粘贴时,将粘贴胶均匀的涂覆在陀螺基体上,保证涂胶层的厚度均匀,并确保在棱镜粘贴后,对棱镜片与陀螺基体之间的涂胶层进行挤压平整,以使棱镜片与陀螺基体之间完全贴合,避免其出现空隙而影响棱镜粘贴的精度及可靠性,具体来说,就是在气动夹爪41夹持陀螺基体后,可通过滑台47进行转动,以使操作者在对陀螺基体粘贴面进行涂胶时,可对基体粘贴面进行均匀涂胶;而在装置通过粘贴组件3将棱镜片与夹持工位4上的陀螺基体粘贴后,可启动第一电机42,以使第一电机42带动转盘48进行旋转,而由于转盘48四周开设有凹槽480,且在工装台40内部空腔的四周设有弹性弹性伸缩杆43,同时弹性伸缩杆43的一端通过滚珠与转盘48相抵接,并且弹性伸缩杆43的顶部通过竖杆45连接有顶轮44,而竖杆45通过滑动套与沿工装台40径向方向开设在其上的滑槽46滑动连接,因此当转盘48旋转后,弹性伸缩杆43可通过滚轮与转盘48四周的凹槽480相配合,以实现往复伸缩运动(也就是说,初始时,弹性伸缩杆43处于收缩状态,其通过滚轮与转盘48四周未开设凹槽480的位置处相抵接,而随着转盘48的旋转,开设在其四周的凹槽480会随之移动至滚轮位置处,以使弹性伸缩杆43通过凹槽480进行伸长,而随着转盘48的持续转动,凹槽480随之转移,弹性伸缩杆43通过滚轮又回复至转盘48四周未开设凹槽480位置处,进而收缩,以此即可通过转盘48持续旋转实现弹性伸缩杆43往复伸缩),进而通过弹性伸缩杆43的往复运动带动顶轮44对陀螺基体的顶部进行往复滚动,以对基体底部进行顶压,以此实现对使棱镜片与陀螺基体之间的涂胶层进行挤压平整,并使棱镜片与完全贴合,避免其出现空隙而影响棱镜粘贴的精度及可靠性,进一步需要说明的是,在本实施例中,转盘48四周开设的凹槽480形状可以根据实际情况选择弧形或v形,而本实施例中优选为弧形,以便于弹性伸缩杆43通过滚轮在凹槽480内移动而进行往复伸缩。
23.基于上述实施例,较为优选地是,所述滑台47包括沿工装台40外周面设置的齿轨470,套设在齿轨470外周面、底部连接有滑轮472的套环471,对称安装在套环471内、且输出端沿靠近齿轨470的方向设置并通过齿轮474与齿轨470啮合连接的第二电机473;具体来说,滑台47工作时,可启动第二电机473,以使第二电机473工作带动齿轮474在齿轨470内进行转动,以通过齿轮474和齿轨470的配合带动套环471在工装台40的外周面进行转动,进而通过套环471的转动带动气动夹爪41。
24.具体来说,在所述滑轮472的下部、且位于工装台40位置处还设有与滑轮472相适配的滑轨475;这里需要说明的是,通过滑轨475的设置,可以使其与套环471底部的滑轮472配合,以对套环471在旋转时对其进行支撑,并利于套环471进行转动。
25.实施例2请参阅图1、图2和图4所示,基于实施例1,本实施例对粘贴组件3进行进一步说明,所述粘贴组件3包括顶端通过液压缸与顶部相连接的连接板30,设置在连接板30下部、且与连接板30之间设有弹性连接件的吸附板31,所述弹性连接件呈环形阵列状分布,且任一弹
性支撑件32包括第一连杆、第二连杆和弹簧,所述第一连杆一端与连接板30相球接、且另一端与第二连杆相铰接,所述第二连杆远离第一连杆的一端与吸附板31相球接,且所述第一连杆与第二连杆之间形成v型结构,所述弹性支撑件32的两端分别与第一连杆和第二连杆相连接;本方案通过设置粘贴组件3,以使其能适用不同形状的棱镜片,并将其与陀螺基体进行匹配粘贴,具体来说,就是在对不规则形状的棱镜片进行粘贴时,吸附板31可根据棱镜片的斜面角度对对应的弹性支撑件32进行挤压,以使其倾斜偏转一定的角度而与棱镜片斜面角度相适应,进而实现对棱镜片进行吸附固定,进一步地,由于弹性支撑件32呈环形阵列状分布,具体在本方案中,弹性支撑件32优选设为6个,因此便于通过不同位置的弹性支撑件32进行伸缩可实现吸附板31进行不同角度的偏转,进而使吸附板31适应不同斜面角度的棱镜片。
26.具体来说,在连接板30的两侧还设有竖直向下的注胶器5,两个所述注胶器5均与连接板30相球接,且任一所述注胶器5与连接板30之间还设有用于推动注胶器5以其与连接板30铰接位置处为圆心做圆周运动的电动伸缩杆6,在工作台2的顶部两侧还设有储胶罐7,所述储胶罐7通过柔性送料管路与注胶器5相连接;具体在通过注胶器5对陀螺基体进行涂胶时,电动伸缩杆6可推动注胶器5进行偏转,以实现注胶器5偏转后对陀螺基体的注胶区域进行变化,这里进一步需要说明的是,为了使注胶器5对基体涂胶更为均匀,可在注胶器5注胶工作时同步启动滑台47,以使滑台47通过带动气动夹爪41旋转而带动陀螺基体旋转,以此实现注胶器5对基体表面进行涂胶时轨迹更加多变,进而确保涂胶均匀充分。
27.具体来说,在吸附板31的底部均布有多个用于吸附棱镜片的吸盘组件33,任一所述吸盘组件33包括嵌设在吸附板31底部的滑套330,位于滑套330下部、顶端延伸至滑套330内并通过滑块332与其滑动连接的支杆331,以及顶部与支杆331底端相球接的吸盘333,在所述滑块332的顶部与滑套330的内部上方均设有相互对应且磁极相同的磁性件334;这里需要说明的是,通过吸盘组件33的设置,便于其对棱镜片进行吸附,同时由于吸盘组件33包括滑套330、滑块332、支杆331和吸盘333,因此在吸附板31吸附棱镜片后并将其压紧粘贴在陀螺基体上时,吸盘333受力后可推动支杆331使其通过滑块332在滑套330内进行向上滑动,以使滑块332上滑后逐渐使磁性件334相互靠近,从而使其产生一个渐变增大的斥力,也即是随着吸附板31逐渐带动棱镜片与陀螺基体靠近并进行压紧粘贴时,可对棱镜片与陀螺基提供一个线性增大的挤压力,以便于将其进行可靠粘贴。
28.具体来说,所述吸附板31顶部中间与连接板30之间还设有压紧气缸,所述压紧气缸的输出端与吸附板31球接、且另一端与连接板30固定连接;这里需要说明的是,设置压紧气缸,以便于其工作后推动吸附板31下移,进而实现对棱镜片与陀螺基体进行粘贴,本实施例中,压紧气缸主要目的是为了提供吸附板31的压紧力,以便其推动吸附板31使其压迫棱镜与基体之间进行紧贴,同时基于本实施例,为避免压紧气缸提供的压紧力过大而造成棱镜破碎,优选地可在压紧气缸与连接板30连接位置设一压力传感器,并基于现有电路检测原理使其与压紧气缸电连接,以此实现对压紧气缸的压紧力进行实时监测。
29.实施例3如图7所示,本实施在实施例1和实施例2的基础上提出一种提高激光陀螺棱镜可靠性的粘贴,具体包括以下步骤:s1、将陀螺基体放置在工装台40上,并通过气动夹爪41对陀螺基体进行夹持固定,
并启动液压缸,使其推动连接板30下移,以带动注胶器5逐渐靠近陀螺基体;s2、待注胶器5靠近陀螺基体后,启动滑台47和电动伸缩杆6,通过滑台47和气动夹爪41带动基体在工装台40上转动,而电动伸缩杆6可带动注胶器5在竖直面上进行转动,以通过注胶器5对陀螺基体的粘贴面进行均匀涂胶;s3、涂胶完成后,关停滑台47和电动伸缩,通过吸盘333将棱镜片进行吸附,而在吸附棱镜片时,并进一步通过液压缸,使其推动连接板30下移,进而带动棱镜片逐渐与陀螺基体相接触,而在棱镜片接触陀螺基体时时,吸附板31可挤压弹性支撑件32并进行一定角度的偏转,以使吸附板31能与棱镜片轮轮廓斜面相匹配,以将棱镜片与陀螺基体粘贴面吻合;s4、待棱镜片与陀螺基体完全接触后,启动压紧气缸,以使其推动吸附板31下压,进而将棱镜片完全粘贴在陀螺基体上;s5、同步启动第一电机42带动转盘48旋转,使转盘48旋转后通过凹槽480实现伸缩杆进行往复伸缩动作,进而使伸缩杆通过竖杆45带动顶轮44沿工装台40的径向方向进行往复移动,以对陀螺基体与棱镜片进行滚动挤压,从而对棱镜片与陀螺基体进行完全贴合粘贴。
30.基于本装置并通过上述方法在对棱镜进行粘贴时,可通过粘贴组件3和夹持工位4的相互配合,能实现对棱镜片与陀螺基体进行可靠粘贴,并保证粘贴后,棱镜片与陀螺基体之间的涂胶层更为均匀平整,以确保棱镜粘贴后精度更高,进而大大改善装置使用效果。
31.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。